Режущий инструмент располагается в гнездах револьверной головки непосредственно или в оправках, державках, втулках в зависимости от размеров отверстия.
Наиболее применяемый вспомогательный инструмент, общий для станков типа РВ и РГ, приведен в Прил. 7, а инструмент, применяемый только для станков типа РВ, приведен в Прил. 8. Вспомогательный инструмент для поперечных суппортов в техпроцессе не указывается, так как отрезные, канавочные, фасонные резцы закрепляются в постоянных резцедержателях, имеющихся на станке любой модели.
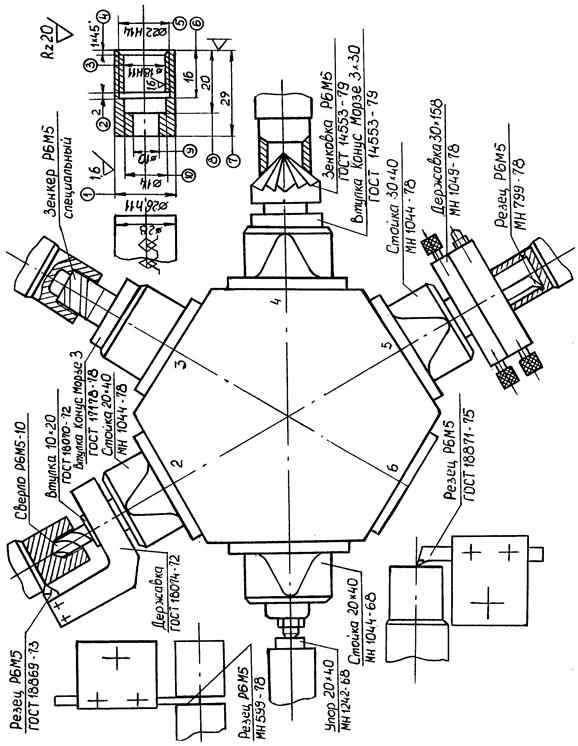
СИН токарно-револьверных станков типа РВ изображаются в виде плана сверху и условно называются «звезда».
СИН для станков типа РВ оформляются с учетом следующих правил.
1. Вид сверху головки со всеми режущими и вспомогательными инструментами изображается в центральной части листа.
2. Эскизы заготовки по переходам вычерчиваются вдоль оси каждого отверстия головки. Они по конфигурации и размерам должны соответствовать конфигурации и размерам заготовки в конце данного перехода.
3. Эскиз вспомогательного перехода подачи заготовки до упора или первого перехода обработки для штучных заготовок вычерчивается в левой части листа по горизонтальной оси головки, т.е. в рабочем положении. Затем последовательно с учетом направления поворота револьверной головки располагаются эскизы заготовок и инструментов для последующих переходов.
4. При использовании поперечных суппортов станка эскизы заготовок располагают над или под эскизом первого перехода.
5. Все эскизы переходов нумеруются в порядке последовательности обработки.
6. В правом верхнем углу листа вычерчивается эскиз заготовки с указанием схемы базирования, размеров, предельных отклонений и шероховатости поверхностей после выполнения операции.
На рис. 4 приведена СИН станка типа РВ для обработки заготовки «втулка».
При установке прутка на заданный вылет используется регулируемый упор, установленный в жесткой стойке. Стойка закреплена на револьверной головке, которая перемещается от руки до продольного упора. Стойки, используемые в переходах I, 2, 3, 5 и 6, конструктивно одинаковы, но имеют разные отверстия под вспомогательный инструмент (Прил.8).
Для перехода 2 использована двухместная державка, позволяющая осуществлять совмещенные переходы. Для растачивания внутренней канавки канавочным резцом (переход 5) применена специальная державка.
| Рис. 4. Схема инструментальной наладки токарно-револьверного станка типа РГ |
Она позволяет рабочему повернуть за рукоятку качалку вместе со втулкой и резцом до регулируемого в державке упора. В исходное положение качалка с резцом возвращается пружиной.
Наладка токарных многорезцовых и
Гидрокопировальных станков
Станки моделей 1708, 1712, 1722, 1Н713, 1А720, 1А730, 1723, 1734 и другие характеризуются присоединительными поверхностями продольных, поперечных и гидрокопировальных суппортов, выполненных в виде плоскости с Т-образными пазами, а также в некоторых случаях дополнительными пазами для точной фиксации резцедержателя. Это удобно тогда, когда операция комплектуется двумя или более резцедержателями: один устанавливается на станке, другой – настраивается на размер вне станка, при этом сокращается вспомогательное время.
СИН оформляется с учетом следующих правил:
1. Эскиз заготовки изображается в центральной части листа. Резцедержатель продольного суппорта располагают под эскизом заготовки, поперечного – над эскизом. Иногда при использовании в наладке большого числа инструментов на продольных и поперечных суппортах, эскиз заготовки с размерами, предельными отклонениями, шероховатостью, схемой базирования располагают на листе выше самой схемы наладки. Это целесообразно делать для того, чтобы не загромождать СИН размерами, обозначениями баз.
2. При проектировании СИН следует стремиться к одновременной работе инструментов, установленных на продольных и поперечных суппортах. Совместно работающие резцы размещают так, чтобы силы резания от одних резцов уравновешивались силами от других резцов.
3. Ступенчатые валы обрабатывают, начиная с меньшего диаметра, одновременно снимают фаски и подрезают торцы.
4. При проектировании наладок инструментами, оснащенными твердосплавными пластинками, на многорезцовых полуавтоматах не следует значительно увеличивать число резцов, так как эти станки не обладают большой жесткостью и при работе на высоких скоростях резания возникают интенсивные вибрации, вызывающие выкрашивание твердосплавных резцов. Кроме этого, во многих случаях мощность многорезцовых полуавтоматов оказывается недостаточной для работы на высоких скоростях резания. Поэтому в этом случае целесообразней перевести обработку на гидрокопировальные полуавтоматы. При этом достигается повышение производительности обработки на 25% (за счет увеличения подачи, скорости резания, сокращения времени на наладку и подналадку станка).
5. Допускается одновременно выполнять черновой и чистовой переходы на многоинструментальных полуавтоматах, если при этом не снижается точность обработки и не увеличиваются параметры шероховатости.
6. Не рекомендуется применять многорезцовые наладки при чистовом точении длинных гладких валов, так как погрешность настройки нескольких резцов на один размер и неравномерность отжатий резцов при работе приводит к образованию ступенчатой поверхности. Чистовое точение гладких поверхностей рекомендуется выполнять одним резцом.
7. Для получения точности по 1Т6-1Т9 при обработке ступенчатых заготовок наладку оснащают широкими фасонными или бреющими резцами, установленными на поперечных суппортах.
На рис. 5 приведены СИН токарных многорезцового и копировального полуавтоматов.
Дата: 2019-12-09, просмотров: 384.