Изготовление сборочного приспособления складывается из двух этапов: изготовления деталей и сборки элементов (узлов) приспособления и, собственно, монтаж приспособления на площадях цеха потребителя оснастки.
Изготовление деталей и элементов приспособления сводится к получению тем или иным способом заготовок, их последующей обработке на металлорежущих станках, слесарной, слесарно-сварочной обработке, сборке в узлы. Каркас приспособлений для сборки небольших плоских узлов или агрегатов (секции механизации крыла, нервюры, секции лонжеронов и т.д.) выполняют цельно-сварными из швеллеров, уголков, труб. Каркасы приспособлений (стапелей) для сборки крупных объемных секций, отсеков, агрегатов собирают из отдельных, в основном нормализованных, элементов – опорных плит, опорных колонн, продольных и поперечных балок, кронштейнов, фиксаторов и т.д.
В настоящее время в отечественном самолетостроении освоен и широко применяется координатно-расчлененный метод проектирования и изготовления сборочных приспособлений и стапелей.
Сборочное приспособление (стапель) при проектировании расчленяется конструктором оснастки на следующие группы элементов:
ü опорные (каркасные) элементы (рамы, фермы, балки, колонны, опорные плиты);
ü установочно-фиксирующие элементы (вилки, уши, реперные площадки и т.д.);
ü стыковочно-фиксирующие элементы (фиксаторы, кронштейны, фитинги стыковочные, базовые плиты и т.д.);
ü обводообразующие элементы (ложементы, рубильники, плиты разъемов несущие ТК).
Требуемая точность изготовления (установки в заданной точке пространства) элементов сборочной оснастки достигается за счет координатного способа, при котором точность установки и увязки установочно-фиксирующих элементов (УФЭ) и стыковочно-фиксирующих элементов (СФЭ) на каркасе обеспечивается инструментальными стендами.
Установочно-фиксирующие элементы (УФЭ) служат для установки и фиксации в пространстве приспособления ложементов, рубильников, плит, а также для установки во взаимоправильное положение балок, отдельных рам и оснастки второго порядка.
Стыковочно-фиксирующие элементы (СФЭ) служат для образования в заданной точке пространства стапеля осей, плоскостей, линий стыковки и разъемов узлов секций, отсеков и агрегатов.
УФЭ и СФЭ монтируются на рамы и балки с помощью инструментальных стендов мод. МС-636 Ф2 компенсационным методом, где компенсатором является состав НИАТ-МЦ.
УФЭ конструктивно выполняются с базовыми отверстиями Æ18Н7 (иногда Æ12Н7) с оребрёнными хвостовиками под «заливку» в стаканах составом НИАТ-МЦ.
Конструкция и размеры УФЭ представлены в сборнике отраслевых стандартов ОСТ 1.51205-72 ÷ ОСТ 51267-72, часть I. Наиболее применяемые УФЭ представлены на рисунке 8.1.
СФЭ также конструктивно выполняются с оребрёнными хвостовиками под «заливку», но рабочая часть их своим пазом, плоскостью, отверстиями имитирует ответную часть стыковых узлов или узлов навески секции агрегата, с которыми стыкуется СЕ, собираемая в данном приспособлении.
В основу работы координатных средств установки УФЭ, СФЭ положен принцип определения в пространстве положения элементов за счет создания пространственной прямоугольной координатной системы с помощью точно расположенных классных отверстий (по оси Z в абсолютной системе координат) и с помощью непрерывных отсчетных систем стенда с цифровой индикацией ( по осям Х, Y).
Инструментальный стенд мод. МС-636Ф2 является полуавтоматизированным средством установки УФЭ, СФЭ. Выход на заданные координаты (по осям X, Y) в пространстве стенда осуществляется программируемыми перемещениями по предварительному набору координат на пульте управления. Стенд имеет подвижный стол размером 2000х10000 мм, его перемещение обеспечивает позиционирование рабочего органа – фитинга по оси Х.
Позиционирование по оси Y осуществляется перемещением поперечной линейки стенда по направляющим вертикального портала. Высота портала обеспечивает перемещение линейки в пределах 3000 мм.
Перемещение по оси Z рабочего органа – фитинга, на который фиксируется «заливаемый» элемент, осуществляется вручную. Позиционирование фитинга по оси Z в пределах 1000 мм вправо, влево от оси стола стенда осуществляется с помощью мерных плиток, они устанавливают дистанцию по оси Z с дискретой 1 мм. Установка дистанции с дискретой ± 0,02 мм осуществляется по специальному микрометру (рисунок 8.2).

Рисунок 8.1
Поперечная линейка легкосъемная, ей достаточно простой демонтаж – монтаж предусмотрен конструкцией стенда с целью возможности введения поперечной линейки в замкнутое пространство фермы или рамы и «заливки» внутренних УФЭ, СФЭ.
Точность позиционирования рабочего органа в пределах ± 0,05 мм на длине 2000 мм.
На инструментальных стендах используется принцип последовательной установки УФЭ от одного сечения по дистанции к другому с выдержкой времени на каждой дистанции под «заливку» хвостовика УФЭ составом НИАТ «МЦ» и его отверждения.
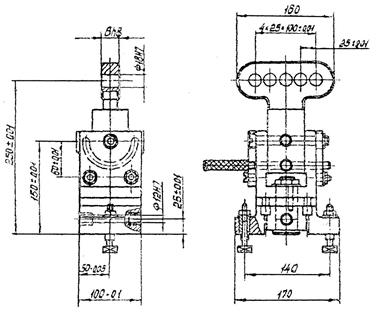
Установка УФЭ или СФЭ по угловым размерам выполняется с помощью специальных и универсальных угловых фитингов и калибров (рисунок 7.7).
В перечень оснастки инструментальных стендов входит 10 наименований фитингов, фиксаторов, калибров. Наиболее применяемые представлены на рисунках 8.2 – 8.7.
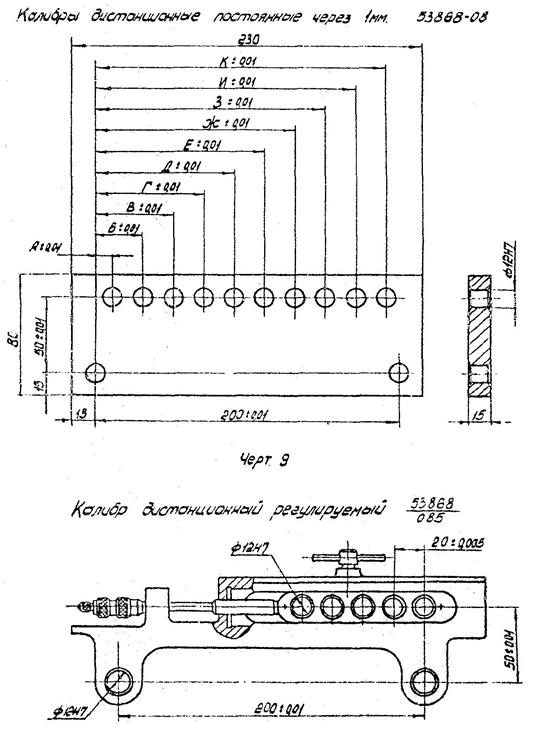
Рисунок 8.2
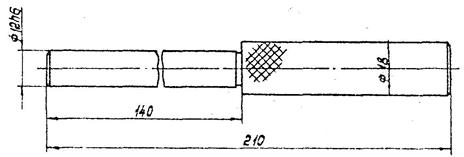
Рисунок 8.3 – Фиксирующий штырь
| |
|
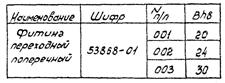
| Рисунок 8.4 |
|
|
|
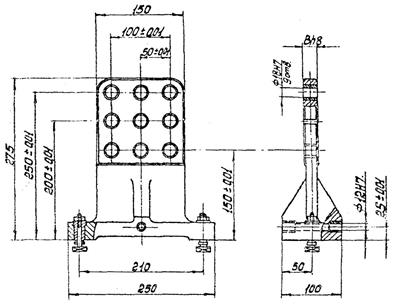
| Рисунок 8.5 |

| |
|
| Рисунок 8.6 |

| |
|
| Рисунок 8.7 |
Узлы каркаса (балки, рамы, фермы) заливаются на стенде самостоятельно и независимо с базой на реперные площадки, установленные в прямоугольной системе координат единых базовых осей сборочного приспособления.
Каждый узел по местам разъема и стыка имеет свои базовые реперные площадки с отверстиями Æ18Н7, под которые в смежном узле имеются ответные реперы. Реперы образуют базовые разъемные плоскости узлов, определяют их взаимное положение и служат опорными площадками при сборке узлов между собой. Реперы выполняются под крепление их в стаканы на составе НИАТ «МЦ». Отверстия Æ18Н7 в реперах одного узла располагаются в прямоугольной системе координат на расстояниях, кратных 50±0,02 мм. Оси их увязываются по дистанциям X, Z, а площадки по оси Y с размерами под установку УФЭ и служат началом отсчета при их «заливке».
Конструктивная схема сборочного приспособления, спроектированного под координат-но-расчлененный метод, представлена на рисунке 8.8.
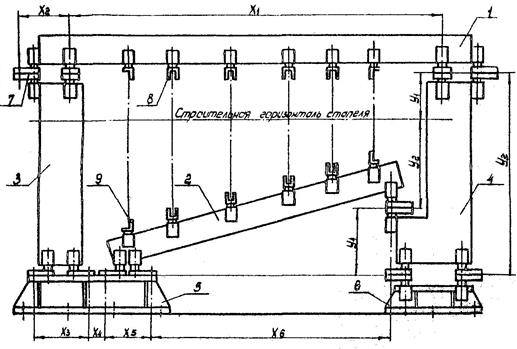
1 и 2, 3 и 4 – каркасные узлы; 5 и 6 – фундаментные основания; 7, 8, 9 – установочно-фиксирующие элементы (реперы, вилки, полувилки и т.п.);
х1, х2, х3, х4, х5, х6, у1, у2, у3, у4 – размеры, кратные 50 мм
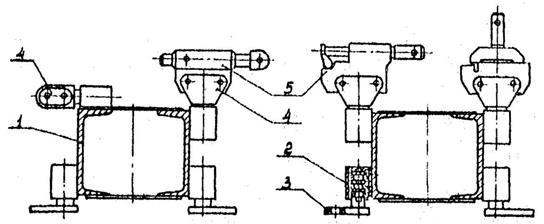
1 – узел (стапельная балка, рама и т.п.); 2 – стакан; 3 – репер; 4 – ухо, вилка; 5 – стыковочно-фиксирующие элементы
Рисунок 8.8 – Конструктивная схема сборочного приспособления
Дата: 2019-12-10, просмотров: 490.