Требования к точности аэродинамических обводов планера самолета определяются конструкцией агрегатов и условиями их эксплуатации. Они назначаются таким образом, чтобы летательный аппарат соответствовал предъявляемым к нему тактико-техническим требованиям. В производстве эти требования должны быть выполнены в пределах допустимых отклонений, которые определяются нормативно-технической и конструкторской документацией на объект производства.
С этой документацией (ТУ, ПИ), студент знакомится на предприятии в процессе прохождения производственной практики (стажировки) при изучении и анализе процессов сборки, рабочих чертежей и ЭМ объекта сборки.
Расчет точности внешнего контура заданной сборочной единицы в производстве по заданным допускам на отдельные этапы переноса размеров, т.е. решения прямой (или обратной) задачи расчета точности геометрических параметров сопрягаемых деталей можно осуществить методами теории размерных цепей.
Определить возможность применения того или иного метода сборки можно, сравнивая точность (погрешность) сборки с допусками на агрегат или узел. В нормативно-технической документации допуски на контур предусмотрены только для агрегатов dТ.У., поэтому для узлов, выходящих на контур, допуск рассчитывается, исходя из выражения
d узла = d Т.У. – Спр(агр-уз) ,
где Спр(агр-уз) – погрешность взаимной увязки агрегата и входящего узла.
| В связи с тем, что в курсовом про-екте заданием являются объекты узло-вой сборки, для которых необходимо сборочное приспособление упрощен-ной конструкции, расчеты осущест-влять применительно к такой сборке. Схема образования отклонения действительного положения контура от теоретического для СЕ собираемой по БО представлена на рисунке 7.1.1. Составляющими звеньями ос-новной размерной цепи будут: расстояние между осью БО в базовом узле и контуром базовой поверхности (A1), толщина обшивки S (А2), расстояние между осью БО в фиксаторе сборочной оснастки и ТК (А3). Величина отклонения действи-тельного положения контура от теоре-тического равна погрешности замыка-ющего звена основной размерной цепи, определяемой по формуле: | 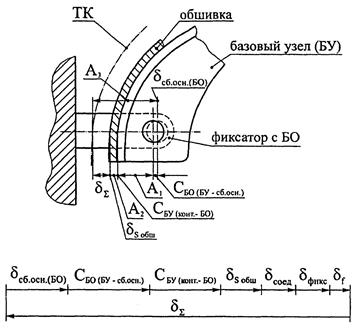 Рисунок 7.1.1 – Схема образования отклонения действительного положения контура от теоретического для СЕ при сборке по БО
Рисунок 7.1.1 – Схема образования отклонения действительного положения контура от теоретического для СЕ при сборке по БО
|
 (7.2.1)
(7.2.1)
где dсб.осн.(БО) - погрешность размера А3, возникающая при установке фиксатора с БО в каркасе сборочной оснастки;
СБО(БУ-сб.осн.) - погрешность, возникающая за счет неточности совмещения осей БО в базовом узле и фиксаторе сборочной оснастки;
СБУ(конт.- БО) - погрешность размера A1, вызванная неточностью изготовления контура базового узла относительно БО;
df - погрешность, вызванная прогибом СЕ от собственного веса и технологических нагрузок, определяемых в результате оценки жесткости каркаса сборочной оснастки.
Максимальный прогиб не должен превышать одной трети от величины допускаемых отклонений на обводы.
Уступ, т.е. ступенчатое отклонение поверхностей деталей по стыкам и разъемам СЧ, при сборке по БО dуст.(БО) определяется погрешностью увязки БО в фиксаторах сборочной оснастки, а также погрешностью увязки контуров и БО базовых деталей (рисунок 7.1.2).
Составляющими звеньями основной размерной цепи будут: расстояние между контуром базовой детали 1 и осью БО в этой детали (A1), расстояние между контуром базовой детали 2 и осью БО в этой детали (А2).
Величина ступенчатого отклонения поверхностей базовых деталей 1 и 2 по стыкам и разъемам СЧ (уступ) равна погрешности замыкающего звена основной размерной цепи, определяемой по формуле:
 (7.2.2)
(7.2.2)
где СБД1(конт.-БО) - погрешность размера А1 , вызванная неточностью изготовления контура базовой детали 1 относительно БО;
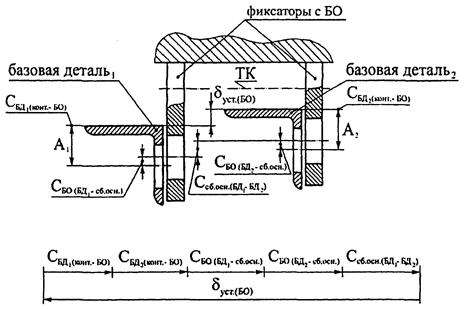
Рисунок 7.1.2 – Схема образования отклонения от плавности сопряжения поверхностей деталей в виде уступа при сборке по БО
СБД2(конт.- БО) - погрешность размера А2, вызванная неточностью изготовления контура базовой детали 2 относительно БО;
СБО(БД1-сб.осн.) - погрешность, возникающая за счет неточности совмещения осей БО в базовой детали 1 и фиксаторе сборочной оснастки;
СБО(БД2-сб.осн.) - погрешность, возникающая за счет неточности совмещения осей БО в базовой детали 2 и фиксаторе сборочной оснастки;
Ссб.осн. (БД1 - БД2) - погрешность, возникающая за счет несоосности БО в фиксаторах сборочной оснастки, предназначенных для установки базовых деталей 1 и 2.
В случае, когда базовые детали 1 и 2 изготавливаются с использованием одной и той же технологической оснастки
 (7.2.3)
(7.2.3)
Дата: 2019-12-10, просмотров: 434.