При выборе метода расчета припуска будем исходить из требований максимальной в реальных пределах точности определения припуска, обеспечивающей минимальную величину припуска при гарантированном обеспечении точности и шероховатости поверхности, с одной стороны, и максимальной простоты расчета, с другой стороны.
Проанализировав известные метода определения припуска, остановили свой выбор на расчетно-аналитическом методе, как на наиболее удовлетворяющим нашим требованиям
Определим расчётно-аналитическим методом припуски на поверхность 10 Æ130-0,1, являющуюся одной из наиболее точных.
Качество поверхности после штамповки:
Rz = 160 мкм, h = 300 мкм.
Качество поверхности после механической обработки по данным прил.4 [3] следующие:
Фрезерование черновое Rz = 60 мкм, h = 90мкм;
Фрезерование чистовое Rz = 30 мкм, h = 50 мкм;
Шлифование черновое Rz = 10 мкм, h = 40 мкм;
Шлифование чистовое Rz = 5 мкм, h = 20 мкм
Суммарное пространственное отклонение будем определять по формуле
 , мм (3.8)
, мм (3.8)
где  - коэффициент уточнения (по табл.3.17 [6]);
- коэффициент уточнения (по табл.3.17 [6]);
Di-1 - суммарное пространственное отклонение на заготовительной операции (коробление);
после штамповки Di-1= 0,5 мм;
после фрезерования чернового D = 0,06 × 0,5= 0,03мм;
после фрезерования чистового D = 0,04 × 0,5= 0,02 мм;
после шлифования чернового D = 0,06 × 0,5= 0,03 мм;
после шлифования чистового D = 0,04 × 0,5= 0,02 мм
Определим значение минимального припуска 2Zmin после каждой операции по формуле:
 , мм (3.9)
, мм (3.9)
где Rzi-1, hi-1 - высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di-1 - суммарное значение пространственных отклонений с предыдущей операции;
ei - погрешность установки (определяем по табл.1.16 [6] для закрепления в тисках);
При расчете припуска на операции 35-1 внутришлифовальной значение hi-1 = 0.
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм.
мм.
Определяем предельные размеры для каждого перехода по формулам:
2Аi-1 min = 2Аi min + 2Zi min, мм (3.8)
2Аi max = 2Аi min + T2Аi, мм (3.9)
2U130 min = 129,9 мм;
2U130 max = 130 мм;
2U120 min = 2U130 min +  = 129,9 + 0,11 = 130,01 мм;
= 129,9 + 0,11 = 130,01 мм;
2U120 max = 2U120 min + T2U120 = 130,01 + 0,1 = 130,11 мм;
2U60 min = 2U120 min +  = 130,01 + 0,17 = 130,18 мм;
= 130,01 + 0,17 = 130,18 мм;
2U60 max = 2U60 min + T2U60 = 130,18 + 0,25 = 130,43 мм;
2U50 min = 2U60 min +  = 130,18 + 0,43 = 130,61 мм;
= 130,18 + 0,43 = 130,61 мм;
2U50 max = 2U50 min + T2U50 = 130,61 + 0,4 = 131,01 мм;
2U00 min = 2U50 min +  = 130,61 + 1,46 = 132,07 мм;
= 130,61 + 1,46 = 132,07 мм;
2U00 max = 2U00 min + T2U00 = 132,07 + 3,6 = 135,67 мм;
Определим предельные значения припусков по формуле:
 , мм (3.9)
, мм (3.9)
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм.
мм.
Определение припусков на обработку сведем в таблицу 3.4
Таблица 3.4. Расчет припусков на обработку поверхности 10 Æ130-0,1
| Техноло гические переходы | Элементы припуска, мкм | Расчет- ный припуск 2Zmin, мм | Допуск TD, мм | Предельные размеры заготовки | Предельные припуски, мм
| ||||||
| Rz | h | DS | εу | Dmax | Dmin | 2Zmax | 2Zmin | ||||
| Штамповка | 160 | 300 | 0,5 | - | - | 3,6 | 135,67 | 132,07 | - | - | |
| Фрезерование черновое | 100 | 90 | 0,03 | 0,15 | 1,46 | 0,4 | 131,01 | 130,61 | 4,66 | 1,46 | |
| Фрезерование чистовое | 30 | 50 | 0,02 | 0,15 | 0,43 | 0,25 | 130,43 | 130,18 | 0,58 | 0,43 | |
| Шлифование черновое | 10 | 40 | 0,03 | 0,05 | 0,17 | 0,1 | 130,11 | 130,01 | 0,32 | 0,17 | |
| Шлифование чистовое | 5 | 20 | 0,02 | 0,05 | 0,11 | 0,1 | 130,0 | 129,9 | 0,11 | 0,11 | |
Изобразим на рис.3.1 схему расположения операционных размеров, допусков и припусков.
Графическое изображение припусков и допусков на обработку поверхности 10 Æ130-0,1
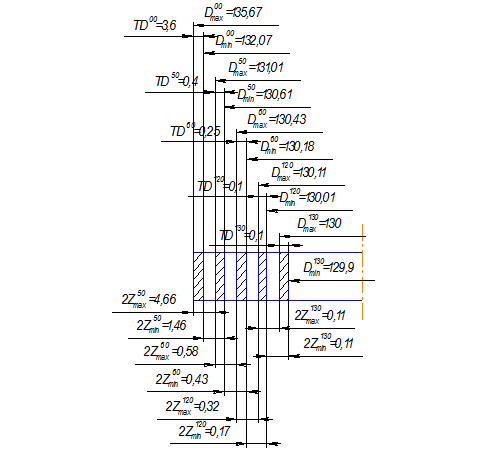
Рис.3.1
4. Выбор технологичесих баз. план обработки
Дата: 2019-07-24, просмотров: 333.