Оптимизацию абразивного инструмента проводим на операцию 110. На данной операции проводится абразивная обработка паза 45х151 мм. Для этого используется плоскошлифовальный станок 3Г71М с мощностью электродвигателя N = 2,2 кВт. Материал детали сталь 19 ХГН.
Эскиз обработанной детали представлен на рис.8.2.
Эскиз обработанной детали
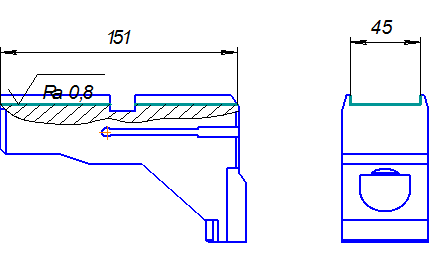
Рис.8.2.
Приведём процесс шлифования к системе линейных уравнений, описывающей ограничения, налагаемые на данный процесс. Результат решения данной системы представим графически.
Ограничения, налагаемые на процесс:
Ra≤Ra0 - ограничение по шероховатости;
T≤T0 - ограничение по температуре;
Nэ≤η∙N - ограничение по мощности привода главного движения станка;
8≤Z≤40 - ограничение по зернистости шлифовального круга;
3≤H≤8 - ограничение по глубине лунки.
Целевая функция:
q→min - износ шлифовального круга должен быть как можно меньше.
8.2.1 Ограничение по шероховатости
Реальная шероховатость должна удовлетворять данному неравенству:
Ra ≤ Ra0, (8.2)
где Ra0 = 0,8 - требуемая шероховатость.
Искомая шероховатость определится из ранее найденной зависимости:
 (8.3)
(8.3)
Проведем некоторые преобразования:
 ;
;
 .
.
Прологарифмировав, получим:
 ;
;
 .
.
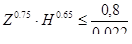
Ограничение по шероховатости:
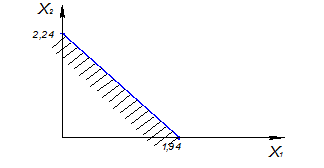
Рис.8.3.
Рис.8.3. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по первому ограничению.
Ограничение по температуре
Получаемая в процессе шлифования температура в зоне резания должна быть меньшей или равной допустимой: T ≤ T0, (8.4) где Т0 = 400 - допустимая температура в зоне резания.
Искомая температура определится из ранее найденной зависимости:
 (8.5)
(8.5)
Проводим некоторые преобразования:
 ;
;  .
.
Прологарифмировав, получим:
 ;
; 
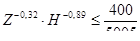
Ограничение по температуре в зоне шлифования:
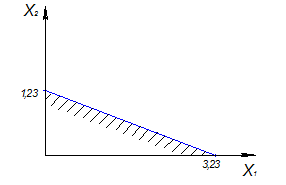
Рис.8.4.
Рис.8.4. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по второму ограничению.
Ограничение по мощности привода главного движения станка
Эффективная мощность станка определяется из неравенства:
Nэ ≤ η∙N, (8.6)
Также эффективную мощность можно найти по формуле:
Nэ =  , (8.7)
, (8.7)
где  - КПД станка;
- КПД станка;
 - паспортная мощность станка;
- паспортная мощность станка;
 - скорость круга.
- скорость круга.
Сила резания Pz определится из ранее найденной зависимости:
 (8.8)
(8.8)
Проводим некоторые преобразования:
 ;
;
 ;
;
 .
.
Прологарифмировав, получим:
 ;
;  .
.
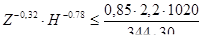
Ограничение по мощности привода главного движения станка:
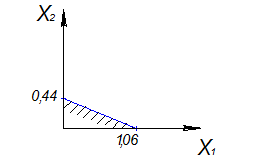
Рис.8.5.
Рис.8.5. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по третьему ограничению.
Ограничение по зернистости
Зернистость абразивного инструмента должна находится в пределах, установленных неравенством: 8 ≤ Z ≤ 40 (8.9). Прологарифмировав, получим: lgZ≥lg8; X1≥0,9; lgZ≤lg40; X1≤1,6.
Ограничение по зернистости абразивного инструмента:
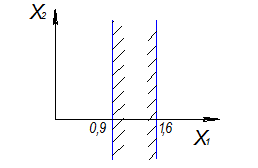
Рис.8.6.
Рис.8.6. позволяет определить допустимую зернистость в логарифмических координатах.
Дата: 2019-07-24, просмотров: 433.