Глубина лунки абразивного инструмента должна находится в пределах, установленных неравенством:
3 ≤ H ≤ 8 (8.10)
Прологарифмировав, получим:
lgН≥lg3;
X2≥0,5;
lgН≤lg8;
X2≤0,9.
Ограничение по глубине лунки абразивного инструмента:
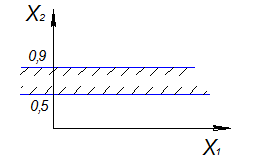
Рис.8.7.
Рис.8.7. позволяет определить допустимую глубину лунки в логарифмических координатах.
Определение целевой функции
Ранее было определено, что целевой функцией является износ шлифовального круга:
q → min (8.11)
Износ шлифовального круга определим по ранее найденной зависимости:
 (8.12)
(8.12)
Прологарифмировав, получим:
 ;
;  .
.
Оптимизация режимов резания графическим методом
На рис.8.8. построим ограничение и увидим область оптимальных значений зернистости и глубины лунки шлифовального круга в логарифмических координатах. Область оптимальных значений:
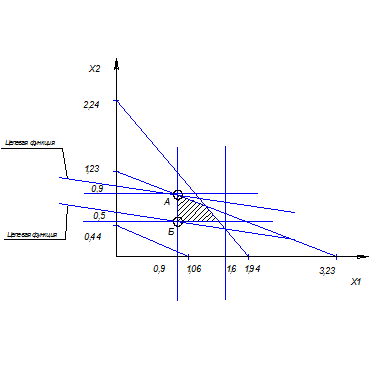
Рис.8.8.
Из графика (рис.8.8) видно, что оптимальными точками из всей области значений являются точки А и Б. Теперь надо узнать, какая из них будет наиболее оптимальной, т.е. износ шлифовального круга будет наименьшим. Очевидно, что это точка А. Найдём её координаты и, тем самым, узнаем оптимальные значения зернистости и глубины лунки шлифовального круга.
Координаты точки А:
X1 = 0,9; Х2 = 0,9.
Значит lg Z = 0,9 b lg H = 0,9
Z = 10 0,9 = 8
H = 10 0,9 = 8
Исходя из полученных результатов, делаем вывод, что при данных условиях шлифования оптимальным является круг со следующими характеристиками: зернистость Z=8, глубина лунки Н=8. Этим характеристикам соответствует круг средней твердости со степенью твердости СТ3.
Вывод
Использование специальной литературы и результатов экспериментальных данных, а также применение методов математического моделирования позволили внести в шлифовальную операцию обработки кулачка патрона усовершенствование. Данное усовершенствование позволит подобрать на операцию максимально стойкий к износу шлифовальный круг, что в свою очередь повысит время его работы без правки и, тем самым, снизит затраты времени на обслуживание станка.
Выбор и проектирование приспособления
Задача раздела - спроектировать приспособление для базирования и закрепления кулачка на I установе операции 30 при его обработке на горизонтально-фрезерном станке 6Р80Г.
Сбор исходных данных
Фрезеровать поверхности 3, 4, 5, 6, 7, выдерживая размеры 38-0,26, 45-0,26, 85-0,3, 34-0,23, 53-0,23, 85-0,28, а также поверхности 17, 18, выдерживая размеры 59-0,26, 148-0,28.
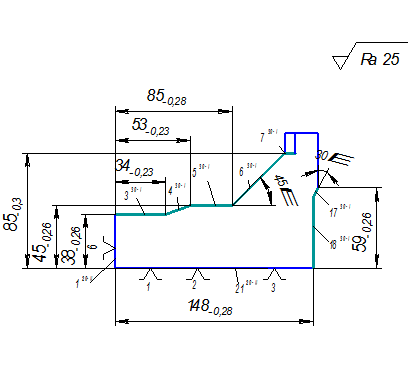
Рис.9.1
Вид и материал заготовки - 19ХГН, sв = 785 МПа, после фрезерования габаритов. Режущий инструмент - фреза торцовая Æ40 мм, Т15К6, фреза двухугловая Æ80 мм, Т15К6.
Металлорежущий станок - горизонтально-фрезерный станок 6Р80Г.
Режимы резания - подача Sz = 0,09/0,08 мм, V = 460/340 м/мин, n = 1000/800 об/мин.
Тип оснастки - одноместное специализированное безналадочное приспособление (СБП).
Расчет сил резания
Главная составляющая силы резания - окружная сила Pz для фрез, работающих на 30 операции, была посчитана в предыдущих главах. Рассчитаем остальные составляющие силы резания. Для этого воспользуемся соотношениями сил, представленных в [5]. Для торцовой фрезы: Pz = 1087 Н; Ph = 0,6. Pz = 652,2 Н, Pv = 0,6. Pz = 652,2 Н. Для двухугловой фрезы: Pz = 718,6 Н; Ph = 0,6. Pz = 431,2 Н, Pv = 0,7. Pz = 503 Н.
Расчет усилия зажима
Схема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования представлена на рисунке 9.2. Исходя из схемы закрепления и руководствуясь [5], усилие зажима в первом случае (Рис.9.2, а) найдем по формулам:
 и
и 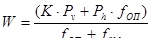 (9.1)
(9.1)
во втором случае (Рис.9.2, б):
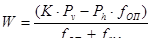 , (9.2)
, (9.2)
Схема закрепления заготовки:
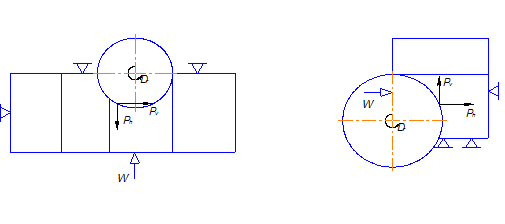
а) б)
Рис.9.2
где fОП, fЗМ - коэффициенты трения при контакте заготовки с опорами и зажимным механизмом. При контакте обработанных поверхностей заготовки с опорами и зажимным механизмом f = 0,16;
 -
-
коэффициент запаса, учитывающий нестабильность силовых воздействий на заготовку.
Коэффициенты: Ко=1,5 - гарантированный коэффициент запаса; К1=1,2 - коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки при черновой обработке; К2=1,6 - коэффициент, учитывающий затупление инструмента при черновом торцовом фрезеровании; К3=1,2 - коэффициент, учитывающий увеличение сил резания при прерывистом резании; К4=1,0 - характеризует постоянство силы, развиваемой пневматическим устройством двустороннего действия; К5=1,0 - характеризует эргономику немеханизированного зажимного механизма; К6=1,0 - учитывается только при наличии моментов, стремящихся повернуть заготовку, установленную плоской поверхностью.
К = 1,5 ·1,2 ·1,6 ·1,2 ·1,0 ·1,0 ·1,0 = 3,46
При фрезеровании торцовой фрезой сила зажима:
 Н;
Н;
 Н.
Н.
При фрезеровании двухугловой фрезой сила зажима:
 Н.
Н.
Принимаем для дальнейших расчетов наибольшую из полученных сил: W = 7378 Н.
Дата: 2019-07-24, просмотров: 390.