Выбор способа изготовления заготовок зависит от их массы, серийности выпуска и сложности.
Несмотря на то, что деталь средней сложности формы, она имеет поверхности, которые можно не обрабатывать.
Для изготовления детали «Стакан» можно применить прокат из шестигранника, что позволит получать заготовки повышенного качества и с минимальным объемом механической обработки (в соответствии с рисунком 3).
Для изготовления детали «Стакан» можно также применить заготовку, полученную из горячекатаного проката круглого сечения. Такой метод получения заготовки является экономичным и простым в изготовлении (в соответствии с рисунком 4).
Заготовка из проката
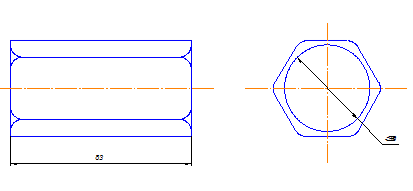
Рисунок 3 – Эскиз заготовки из проката шестигранного сечения
Определим длину заготовки:
 , ,
| (13) |
где LД – длина детали, мм;
ПОБЩ – припуск общий, мм;
ВРАЗР – ширина разреза, мм.

|
Определяется объем заготовки:
 , ,
| (14) |
где F – Площадь шестигранника, м 3;
Lзаг – длина заготовки, мм
 , ,
| (15) |
где r – радиус вписанной окружности, r = 18 мм;

| |

|
Определяется масса заготовки:
 ; ;
| (16) |

|
 кг*см -3
кг*см -3
Коэффициент использования материала определяется по формуле:
 ; ;
| (17) |
|
Себестоимость заготовки определяется по формуле:
 , ,
| (18) |
где С – себестоимость тонны, руб.;
Sотх – стоимость тонны отходов, руб.

|
Заготовка из проката круглого сечения
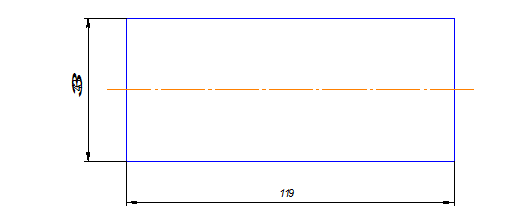
Рисунок 4 – Эскиз заготовки из проката круглого сечения
Определяем объем заготовки по формуле:

| (19) |

|
Определяем массу заготовки по формуле (15):

|
Определяем коэффициент использования материала по формуле (16):
|
Определяем себестоимость заготовки по формуле (17):

|
Таблица 4 – Данные расчета
| Наименование показателей | Вариант | |
| первый | второй | |
| Вид заготовки | прокат шестигранного сечения | прокат круглого сечения |
| Масса заготовки Мзаг, кг | 0,72 | 0,9 |
| Себестоимость заготовки, Cзаг., руб. | 32,59 | 41,61 |
| Коэффициент использования материала, Ким | 0,14 | 0,18 |
Коэффициент использования материала проката круглого сечения больше, чем у проката шестигранного сечения, а его себестоимость составляет 41,61 рубля по сравнению с прокатом круглого сечения, стоимость которого 32,59 рубля, поэтому наиболее выгодным методом изготовления заготовки является прокат шестигранного сечения.
Разработка технологического процесса механической обработки детали
Выбор баз и их обоснование
Разрабатываемый технологический процесс должен обеспечить выполнение всех требований рабочего чертежа и технических условий при минимальных затратах труда, средств производства и материалов. Таким образом, при проектировании технологического процесса необходимо руководствоваться техническими и экономическими принципами; техническими- с целью удовлетворения требования чертежа, экономическими- с целью минимизации затрат. Из всех технически возможных вариантов изготовления одного и того же изделия выбирают тот технологический процесс, который обеспечивает наибольший экономический эффект при его реализации в конкретных условиях производства.
При разработке планов и методов обработки необходимо обеспечить наиболее рациональный процесс изготовления изделия. В плане указывают последовательность выполнения технологических операций; по каждой операции устанавливают метод обработки, используемое оборудование, приспособление и т.д.
Таблица 5 – Выбор баз
| № операции | Наименование поверхности детали | Наименование базы |
| 005 Токарная с ЧПУ | 1; 3 | 13; 11 |
| 11; 10 | 1; 2 | |
| 18; 4; 25 | 13; 11 | |
| 17; 13 | 1; 2 | |
| 030 Токарная с ЧПУ | 1; 25; 24; 26 | 11; 13 |
| 040 Токарная с ЧПУ | 24; 17; 18 | 1; 2 |
| 045 Токарная | 24 | 11; 13 |
| 050 Сверлильная | 19 | 1; 2 |
| 055 Сверлильная | 23 | 1; 2 |
| 083 Токарная | 26; 16 | 1; 13 |
| 085 Токарная | 5; 4; 3 | 1; 2 |
| 090 Токарная | 25; 24 | 3; 13 |
| 120 Шлифовальная | 9; 11 | 1; 13 |
| 125 Шлифовальная | 10 | 1; 13 |
| 130 Шлифовальная | 17 | 1; 7 |
* – в соответствии с рисунком 1
Дата: 2019-07-24, просмотров: 435.