Погрешность базирования εб – это отклонение фактически достигнутого положения заготовки при базировании от требуемого. Она определяется, как предельное поле рассеяния расстояний между технологической и измерительной базами в направлении выдерживаемого размера. Приближенно εб можно оценить разностью между наибольшим и наименьшим значениями указанного расстояния. Величина εб зависит от принятой схемы базирования и точности выполнения баз заготовок (включая отклонения размера, формы и взаимного расположения баз).
Погрешность базирования εб может быть 0, если совмещены технологическая и измерительная базы, к чему необходимо стремиться при проектировании станочного приспособления. В данном случае конструкторский размер не соответствует технологическому размеру базы.
Так как размер посадочной базы по кондуктору DК = ø25,92 +0,027 а размер отверстия по которому устанавливается деталь DД = ø25,9-0,1, то погрешность базирования может достигать:
 , ,
| (70) |
где Smin – зазор минимальный, мм
 , ,
| |

|
Расчет сил зажима детали
Определение усилий зажима, необходимых для надежного удержания обрабатываемых деталей, является основой для установления расчетно-конструктивных параметров силовых цилиндров, приводов и зажимных устройств приспособлений.
Расчет необходимых зажимных сил выполняем в следующем порядке:
1. Выбираем оптимальную схему базирования и закрепления детали.
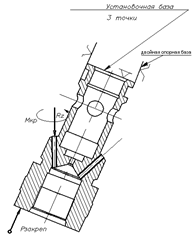
Рисунок 7 – Схема базирования детали в станочном приспособлении и действия сил
2. На составленной схеме изображаются стрелками все приложенные к детали силы: стремящиеся сдвинуть или повернуть деталь в приспособлении (силы резания и их моменты) и удерживающие ее (зажимные силы, силы трения). В нашем случаи объемные силы не учитываются.
3. Вводится коэффициент надежности закрепления k, учитывающий возможное увеличение силы резания в процессе обработки. Величина коэффициента запаса (надежности) k устанавливается дифференцированно с учетом конкретных условий обработки и закрепления детали. Определяется он по формуле:
 , ,
| (71) |
где k0 – гарантированный коэффициент запаса надежности закрепления. Для всех случаев рекомендуется принимать k0 =1,5;
k1 – коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на заготовках. При черновой обработке k1 = 1,2;
k2 – коэффициент учитывающий увеличение силы резания от затупления режущего инструмента, k2 = 1 – 1,8;
k3 – коэффициент, учитывающий условия обработки при прерывистом резании, k3 = 1,2;
k4 – коэффициент, характеризующий погрешность зажимного устройства. Для ручных зажимов k4 = 1;
k5 – коэффициент, характеризующий степень удобства расположения рукояток в ручных зажимных устройствах. При удобном их расположении k5 =1;
k6 – коэффициент, учитывающий только наличие моментов, стремящихся повернуть заготовку на опорах; при установке на плоские опоры k6 = 1,

|
4. Устанавливаются усилия зажима. Величина зажимного усилия определяется на основе решения задачи статики на равновесие детали под действием всех приложенных к ней сил и моментов.
В общем случае должно соблюдаться выражение:
 , ,
| (72) |
Силу резания находим по нормативам по режимам резания (см. 2.5)
Nрез = 0,051767 кВт;
Pz = 126,73 Н;
Ро = 117,083 Н
Условие прочности болта:
 , ,
|
[σp] = 315 МПа
Для обеспечения надежного зажима должно выполняться условие:

| (73) |

В нашем случае условие выполняется.
Дата: 2019-07-24, просмотров: 435.