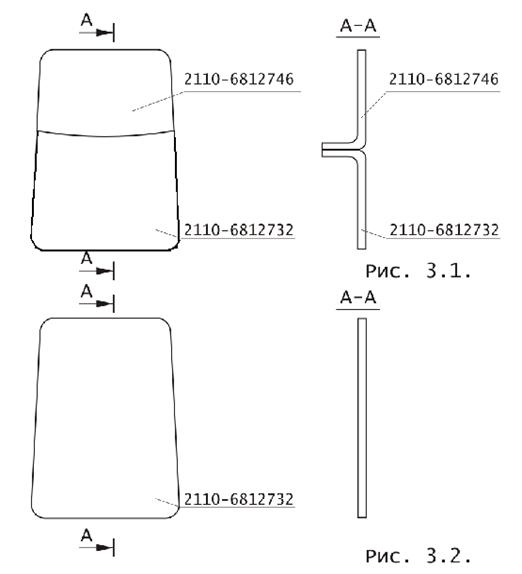
С целью улучшения качества изготовления обивки спинки переднего сидения в сборе 2110-6812610-10; - 20, снижения трудоемкости и материалоемкости предлагаю исключить операцию кроя и сшивки детали 2110-6812746 с деталью 2110-6812732 (см. рис.5.1) и в КД ввести деталь 2110-6812732-10; - 20 цельнокроеную, исключив деталь 2110-6812746 (обивка спинки переднего сиденья задняя верхняя) (см. рис.5.8).
Определим экономический эффект от указанного рационального предложения, исходя из следующих данных: а) экономия материал
Таблица 5.8
|
| Ед. изм. | Цена, руб. | Норма расхода материала (В) | |||
| 21100681261000 | 21100681261010 | |||||
| было | стало | Было | стало | |||
| Материал обивочный велюр | м. кв. | 90,73 | 0,346 | 0,326 | ||
| Бархат | м. кв. | 120 | 0.325 | 0.312 | ||
| Итого материальные затраты | 31,39 | 29,58 | 39,00 | 37,44 | ||
| Экономия по мат. затратам, руб/шт | 1,81 | 1,56 | ||||
б) экономия трудовых затрат
Таблица 5.9
| Ед. изм | Стоимость 1 н\ч, руб | Изменение трудоемкости | ||||
| 21100681261000 | 21100681261010 | |||||
| было | стало | Было | стало | |||
| При раскрое | ||||||
| Сводная трудоемкость | н/ч | 0,006 | 0,0018 | 0,0071 | 0,0018 | |
| При пошиве | ||||||
| Сводная трудоемкость | н/ч | 0,0223 | 0,0235 | 0,0333 | 0,0345 | |
| Итого: раскрой + пошив | н/ч | 38,94 | 0,028 | 0,0253 | 0,040 | 0,036 |
| Итого трудовые затраты, руб: | 1,09 | 0,985 | 1,55 | 1,41 | ||
в) экономия электроэнергии
Мощность раскройного оборудования равна 33,5 кВт
Мощность швейного оборудования - 0,55 кВт
Стоимость 1 кВт/час - 1,11 руб
г) Годовой объем выпуска 21100681261000 - 353362 штук, 21100681261010 - 102238 штук.
Таблица 5.10. Расчет экономического эффекта
| Показатель | Формула | Расшифровка формулы | Расчет | Источник |
| Экономия по материалу (Эм) | Эм = Эв* N1+Эб *N2 | Эв - экономия по велюру; Эб. - экономия по бархату; N1 - годовой объем выпуска 21100681261000; N2 - годовой объем выпуска 21100681261010 | Эм = 1,81*353362 + 1,56*102238 = 799076,5 руб | Таблица 3.8 |
| Экономия по электро-энергии (Ээн) | Ээн = М * ΔТе*Ц * N | М - мощность машины; Ц - стоимость энергии; ΔТе - разница в трудоемкости; N - годовой объем выпуска | Экономия при раскрое =33,5* ( (0,006-0,0018) * 1,11 * 353362 + (0,0071-0,0018) * 1,11 * 102238) = 75335,9 руб Перерасход при пошиве = 0,55* ( (0,0223-0,0235) *1,11*353362 + (0,0333 - 0,0345) *1,11*102238 = - 333,77 Ээн = 75335,9 - 333,77 = 75002,1 руб | Паспорт оборудова-ния |
| Снижение трудоем-кости (ΔТе) | ΔТе = Σ Nгод * ( tшт1 - tшт2) ΔТе = 100 * (1 - tшт2/ tшт1 ) | где Nгод - годовой объем выпуска в натуральном выражении (шт), n - число видов продукции, tшт1, tшт2 - норма времени на изготовление единицы продукции (час) | ΔТе = 353362 * (0,028-0,0253) + 102238 * (0,040-0,036) = 1362,9 ч ΔТе1 = 100 * (1 - 0,0253/0,028) = 9,6% ΔТе2 = 100* (1 - 0,036/0,040) = 10% | Таблица 3.9 |
| Условная экономия числен-ности (Эч) | Эч = 
| Эв-экономия времени; ΔТе - снижение трудоемкости, ч; Fп. год - годовой полезный фонд времени 1 раб-го. Квн-коэффициент выполнения норм. | Эч= 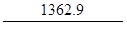 =
0,75 =
0,75
| Таблица 2.13 |
| Рост произво-дитель-ности труда DПт% | DПт = 
| ΔТе - снижение трудоемкости в% | DПТ1=  = 10,6%
DПТ2= = 10,6%
DПТ2=  = 11,1% = 11,1%
| |
| Экономия по заработ-ной плате Эзп руб | Эзп= Nгод 1 (ЗП1 - ЗП2) + = Nгод2 (ЗП1 - ЗП2) | Nгод1 - годовой объем выпуска 21100681261000, шт; Nгод2 - годовой объем выпуска 21100681261010, шт; ЗП1/2 - заработная плата до/после мероприятия | Эзп= 353362 * (1,09-0,985) + 102238 * (1,55-1,41) =51416,3 руб | Таблица 3.9 |
| Экономия на ЕСН | ЭЕСН= 
| О - норма отчислений на соц. нужды | Эсо=51416,3*26,3/100= 13522,4 руб | |
| Годовая экономия Эгод руб | Эгод =Эмат+ Ээн+ Эзп + ЭЕСН | Эмат - экономия материалов; Ээн - экономия эл/энергии, Эз. п - экономия по заработной плате; Эесн - экономия по ЕСН | Эгод=799076,5 +75002,1+51416.3 + 13522,4=939017,3 руб |
Так как данное мероприятие не имеет капитальных затрат, то не рассчитывается годовой экономический эффект (равен условно годовой экономии).
DПТобщ = (0,75*100) / (4198-0,75) = 0,017%.
Совершенствование организации основного производства определяется в следующем: при изменении конструкторской документации и технологии изготовления обивки спинки переднего сидения изменяется система оперативно-календарного планирования, техническая и организационная подготовка по графикам подачи материалов, инструмента.
Дата: 2019-07-24, просмотров: 311.