Активные методы ориентирования заключаются в том, что в ориентирующих устройствах создаются условия для перевода всех возможных различимых положений в одно заданное; т.е. все детали приводятся к одному положению и доводятся до рабочих позиций.
Для того, чтобы осуществить переориентирование неблагоприятно расположенных деталей применяются различные способы.
Рассмотрим некоторые общие методы. Например, для целей активного ориентирования, основываясь на теории устойчивости тела (деталей), можно применить движущийся ориентирующий лоток. Основание лотка представляет собой ленту конвейера, движущегося под углом a к горизонту между двумя неподвижными отвесными стенками, представляющими вертикальные боковые стенки лотка.
Допустим, что деталь в форме четырехугольника может занимать на ориентирующей части лотка два положения 1 и 2 (рис. 9.1). Деталь в положении 1 находится под действием силы I веса (тяжести G) и сил трения Fс детали о неподвижную стенку лотка и Fк о движущуюся ленту конвейера. Сила Fк стремится двигать деталь вверх по лотку, сила Fс является силой сопротивления движению.
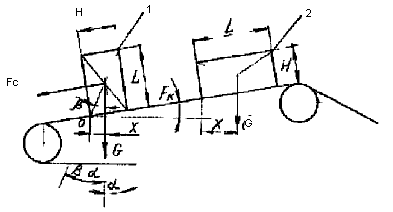
Рис. 9.1.
Силы инерции создают добавочный момент Mg=F2·i/2, который стремится повернуть деталь относительно ребра 0 против часовой стрелки и положив деталь изменить положение 1 на положение 2.
Сила веса G на плече Х создает момент Мо = G Х, который препятствует указанному повороту.
Необходимо создать такие условия, чтобы момент сил трения Мg превысил момент сил сопротивления повороту М2, тогда детали будут поворачиваться относительно ребра 0 переходить в положения 2 и находиться на лотке только в одном направлении, т.е. следует создать такие условия, чтобы положение 1 стало неустойчивым при устойчивом положении 2. Соотношения между величиной моментов от сил трения (поворачивающего) и от сил веса (сопротивления) зависит прежде всего от величины угла наклона лотка.
Минимальным допустимым значением угла α min будет такое, когда поворачивающий момент и момент сопротивления равны, т.е. Мg=Mo.
Определим величину угла a в этом случае.
С другой стороны, следует обеспечить, чтобы деталь в положении 2 была безусловно устойчивой. Для этого определим значение угла, при котором опрокидывающий момент в положении 2 и момент сопротивления повороту также равны между собой.
Таким образом, лента конвейера должна быть наклонена к горизонту под углом a, меньшим, чем угол a max и большим, чем a min. При этом деталь будет всегда самоустанавливаться на движущемся лотке в положении 2, т.е. автоматически произойдет активное ориентирование.
Аналогично ориентирование может осуществляться и в V - образных вибрационных лотках.
Целый ряд деталей, имеющих односторонний уступ, можно ориентировать в вибрирующем желобе V-образного поперечного сечения, выполненном в круглом вибробункере или прямолинейном вибролотке.
Детали перемещаются по желобу, опираясь на его полки торцами большего или меньшего радиуса (рис. 9.2). При этом угол развала полок желоба не превышает определенной величины, все детали со временем устанавливаются в желобе так, что опорной базой детали становится только торец большого радиуса. Однако, детали, движущиеся по желобу, опираются как на одну, так и на другую его полки, т.е. имеет место два потока перемещаемых деталей, ориентация которых противоположна. Поэтому в конце желоб переводится в два параллельных ручья таким образом, что угол развала примерно равен 180. Из-за этого детали на выходе одинаково располагаются меньшим торцом вверх. Такому разделению деталей способствует также установка разделительной заслонки. Оба ручья затем легко сводятся в один.
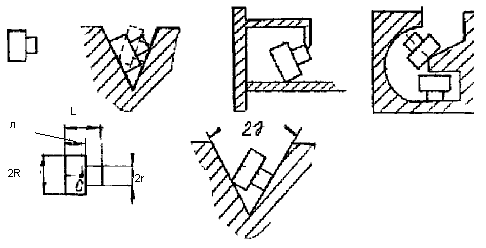
Рис. 9.2.
В том случае, когда требуется подача деталей, расположенных меньшим торцем вниз, за желобом располагается поворотное устройство.
Дата: 2019-05-29, просмотров: 459.