В автоматических линиях для обработки заготовок деталей типа валов применяют портальные автоматические манипуляторы (АМ). Широкое использование портальных АМ объясняется возможностью объединения с их помощью в автоматические системы практически любого технологического оборудования и создания автоматических линий как с фронтальным, так и с поперечным расположением основного технологического оборудования. Преимущества портальных АМ заключаются в экономии производственной площади и удобстве обслуживания оборудования.
Отечественной промышленностью серийно выпускаются портальные автоматические манипуляторы М40Ц05.01; СМ40Ф2.Щ,91; М20Ц48.01; УМ160М2.81.01 и др. За рубежом разработкой подобных конструкций занимаются фирмы "Рено" (Франция), "Фишер" (Швейцария), "Геллер" (ФРГ) и др.
На рис. 8.1. представлена принципиальная схема портального АМ. Над станком расположена балка (портал), по которой перемешается каретка 3 с питателями 4 и 5. Один из питателей предназначен для выгрузки детали, а другой – для загрузки заготовки. Удерживаются заготовки с помощью захватных устройств 8. Для осуществления плавного торможения каретки в конце хода используют специальные амортизаторы 6. Справа от станка расположен конвейер 7 заготовок и деталей. Во время обработки заготовок каретка 3 находится над рабочей зоной станка. При этом в захвате 8 питателя 4 зажата заготовка. По окончании обработки питатель 5 перемещается вниз, и его захватное устройство зажимает обработанную заготовку, а патрон станка освобождает ее. Питатель 5 выгрузки перемещает вверх, а питатель 4 опускается и устанавливает заготовку соосно с центрами станка. Заготовка в патроне шпинделя станка зажимается, а захват 8 питателя поднимается вверх. Начинается обработка заготовки. Каретка 3 перемещается вправо и останавливается над конвейером 7. Питатель 5 опускается, кладет обработанную заготовку на конвейер и поднимается. Конвейер 7 перемещается на один шаг, питатель 4 опускается, забирает новую заготовку и поднимается. Каретка перемещается к рабочей зоне станка и останавливается. По окончании обработки заготовки цикл работы АМ повторяется.
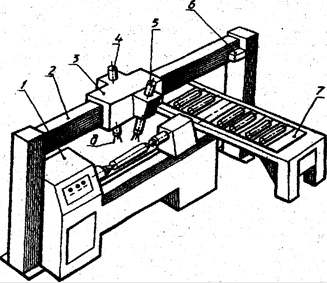
Рис. 8.1. Портальный автоматический манипулятор
Портальные АМ работают в следующих системах координат: прямоугольной декартовой, т.е. совершают два основных движения – вдоль оси портала (движение каретки) и в перпендикулярном к оси портала направлении (выдвижение питателя (руки) в вертикальном направлении или под углом к вертикали); цилиндрической, т.е. имеют три основных движения – вдоль оси портала, поворот питателя (руки) вокруг горизонтальной оси (качание) и выдвижение питателя (руки); угловой, т.е. имеют три основных движения – вдоль оси портала и качание звеньев двухшарнирной руки питателя; системе, представляющей собой комбинацию плоской прямоугольной системы с дополнительным качанием второго звена руки.
Кроме основных движений, определяющих систему координат манипулятора, в последнем можно конструктивно предусмотреть возможность выполнения ориентирующих движений – вращения кисти (в которой крепится захватное устройство) вокруг оси руки (питателя); поворота кисти вокруг оси (одной или двух), перпендикулярно к оси руки.
Для перемещения рабочих органов в портальных АМ используют приводы трех видов: гидравлические с гидроцилиндрами, гидравлические с гидромоторами, и электрические. Для перемещения каретки по порталу в основном применяют привод с гидромотором и реечной передачей, так как он обеспечивает более точное позиционирование фиксированных положений АМ при обслуживании нескольких рабочих позиций.
В зависимости от конструктивных параметров обслуживаемого оборудования применяют несколько конструктивных исполнений портальных АМ, различающихся числом степеней подвижности.
Манипуляторы различают по следующим признакам: углу наклона рук, наличию механизма качания рук и кантования захвата, способу позиционирования каретки (жестким упорам или по программе) и т.д.
Имеются специальные модификации портальных АМ: с односторонним расположением рук вдоль каретки, с одной, двумя, тремя или четырьмя руками, с двумя двухзахватными руками.
На рис. 8.2 показаны некоторые типы механических рук для портальных автоматических манипуляторов и виды их рабочих движений. Продольное перемещение по траверсе сообщается гидравлическим приводом с гидромотором и реечной передачей, поперечное перемещение рук осуществляется от гидроцилиндров. Руки могут быть подвешены под различными углами относительно вертикальной оси. Для захвата заготовок АМ снабжают различными видами захватных устройств с гидравлическим приводом. Поворот захватного устройства (рис. 8.2, а, б) необходим для ориентирования заготовки при переходе от одной операции к другой. Качание рук (рис. 8.2, в ) предусматривают в некоторых специфических случаях при обслуживании рабочей зоны станка (конвейера). Блокировка движений в конечных положениях осуществляется механическими упорами.
Конструктивно-компоновочное решение портальных автоматических манипуляторов, расположение и степень доступности их схемы загрузки – все это определяет число степеней подвижности и значения перемещений рабочих органов АМ.
На схемы загрузки станков, а следовательно, и на число степеней подвижности АМ влияют: характер ориентирования заготовок перед загрузкой; тип устройства для подачи заготовок на позицию загрузки и для хранения; выполняемые операции; компоновка и число станков, одновременно обслуживаемых АМ; планировка автоматизированного участка.
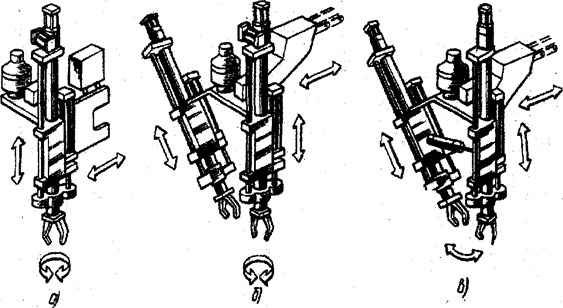
Рис. 8.2. Типы механических рук портальных автоматических манипуляторов
Все станки, при автоматизации которых можно использовать портальные АМ, делят на две группы: станки с горизонтальной осью шпинделя и станки с вертикальной осью шпинделя.
Минимальное число степеней подвижности должно быть равно двум (без учета вращения захвата). На число степеней подвижности и на характер системы управления существенно влияет тип используемого устройства подачи и хранения заготовок. Если заготовки поступают на станок из стационарной тары, штабеля или склада, то целесообразно применять системы программного управления. При работе с магазином барабанного типа, шаговым конвейером и другими устройствами, позволяющими брать заготовки из одной постоянной точки, можно использовать системы циклового управления АМ.
Если портальный АМ обслуживает группу станков, то на число его степеней подвижности влияет планировка участка. Исходя из условия минимума числа степеней подвижности, наиболее удобными считают линейную и линейно-параллельную планировки, причем последняя позволяет одновременно обслуживать наибольшее число станков автоматизированного комплекса.
Проектирование и расчет АМ представляют собой достаточно сложный и трудоемкий процесс и выполняются по методикам проектирования оборудования машиностроительного производства и грузоподъемных механизмов.
Дата: 2019-05-29, просмотров: 471.