Експандування – це термомеханічний обробіток, що дозволяє отримувати структурований корм, що має переваги перед екструдуванням в добавці великого проценту рідини (олії, жиру, меляси) і у використанні більш дешевшої і складної сировини, удільна енергомісткість процесу експандування в 4-6 рази менша ніж екструдування. Особливе значення в роботі експандера має головка, яка сумісно із зовнішнім підводом теплоти і дією гвинтової поверхні на кормову сировину формує температурний режим і тиск в робочому просторі.
Експандування забезпечує слідуючі переваги: увід великої кількості рідких компонентів – олії, жиру,меляси та ін.; знешкодження шкідливих для живлення компонентів; покращення якості і засвоюваності кормів; більш високу продуктивність пресу, кращу якість продукту; використання більш дешевої і складної для пресування сировини; кращу збереженість вітамінного складу; менші енергозатрати в порівнянні із традиційним обробітком на пресах.
Процес ущільнення корму в експандері можна розділити на чотири зони (Рисунок4.1):
1-а - перемішування, переміщення кормової суміші вздовж шнека та початку ущільнення;
2-а - наростання тиску, пресування і руйнування часток;
3-я - подальше підвищення тиску, температури і переходу корми в вязкопластичний стан;
4-а - продавлювання маси через отвори вихідний головки машини.
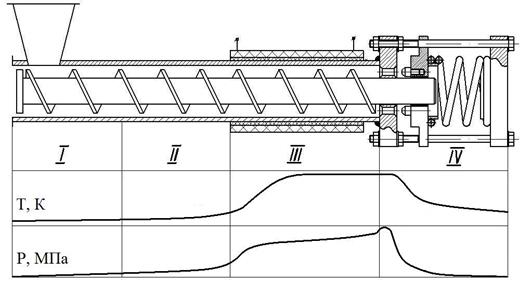
Рисунок 4.1 Зони ущільнення корму в експандері і зміна фізичних властивостей реологічні сировини при русі в робочому органі
Розглянемо режим роботи установки без пружини на вихідний голівці. Внутрішній радіус на початку каналу rk і довжина кільцевого каналу головки експандера Lk змінюються при переміщенні конуса. Хай при закритому вихід довжина Lk дорівнює Lko (може бути Lko = 0) (Рисунок 4.2).
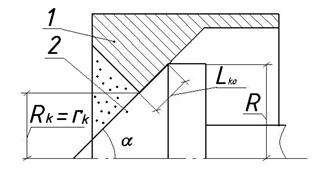
Рисунок 4.2. Початкове положення головки експандера: 1 - корпус експандера; 2 - запірний конус головки експандера.
При цьому rkо = Rk. Зовнішній радіус на початку каналу Rk при переміщенні конуса не змінюється, Rk = const. Перемістивши конус на відстань Δx вправо (Рисунок 4.3).
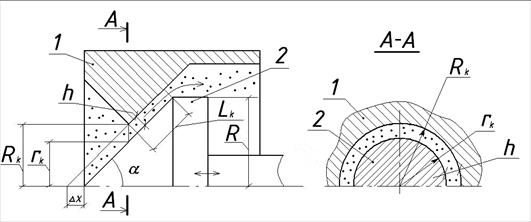
Рисунок 4.3. Робоче положення головки експандера: 1 - корпус експандера; 2 - запірний конус головки експандера.
Тоді rk = Rk - Δx ∙ tgα і Lk = Lkо + Δx ∙ cosα. Наприклад, при α = 60о буде
rk = Rk - Δx, Lk = Lkо + Δx / 2, де Δx - осьовий переміщення конуса.
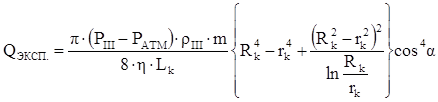
Пропускна здатність вихідний головки експандера, кг / с:
 (4.1)
(4.1)
де Lk - довжина кільцевого каналу, м;
Rk, rk - зовнішній і внутрішні радіуси на початку каналу, м;
α - кут між утворюючої регулюючого конуса і його висотою;
РIII - щільність суміші в кінці 3-ї зони, кг/м3;
m - кількість каналів головки експандера;
PIII - максимально можливий тиск оброблюваної суміші на останньому витку шнека наприкінці 3-ї зони, Па;
η - динамічна в'язкість суміші в 3-й зоні, Па • с.
З рівняння (1) визначають залежність основного регульованого конструктивного параметра експандера - ширини кільцевого каналу (Rk- rk) від тиску PIII при Rk = const.
Важливий параметр, що задається в залежності від необхідної якостіі виду оброблюваного корми - тиск суміші PIII наприкінці 3-ї зони, максимально по всій довжині шнека. Воно залежить від ширини кільцевого вихідного каналу.
При повністю закритих отворах вихідний головки тиск суміші PIII наприкінці 3-ї зони буде максимально, і, з припущенням, що тиск між 1-й і 2-й зонами практично відсутня, визначається за формулою (Рисунок 4.1), Па:
 (4.2)
(4.2)
де zII, zIII - число витків шнека в 2-й і 3-й зонах;
D, d - зовнішній і внутрішні діаметри шнека, м;
ω - частота обертання шнека, с-1;
Формула (4.1) може бути записана у вигляді, кг / с:
 (4.3)
(4.3)
де Р - тиск (середній тиск понад атмосферного (РIII - PАТМ) / 2), Па;
ρ - щільність суміші, кг / м 3;
ξ - геометричний параметр (залежить від Rk, rk, Lk, α, m).
При заданих Rk, Lkо, α - можна табульованою залежністю ξ (Δx) і зобразити цю залежність графічно. При Δx = 0 буде ξо = 0 (тому що Rk = rk).
При rk = 0,  . При Δx> Rk • cosα / tg α формула для QЕКСП. буде іншою.
. При Δx> Rk • cosα / tg α формула для QЕКСП. буде іншою.
Продуктивність шнека наприкінці 3-ї зони, кг / с:
 (4.4)
(4.4)
де hIII - крок витків шнека в 3-й зоні, м;
е - товщина витка шнека, м;
εIII - коефіцієнт осьового переміщення суміші останнім витком шнека в
3-й зоні, обумовлений провертання маси відносного нього.
Умова неперервності потоків матеріалу, що забезпечує стійку роботу експандера, визначається рівністю пропускної здатності вихідний головки (3) і продуктивності шнека (4):
 (4.5)
(4.5)
Звідси можна знайти ε - коефіцієнт переміщення продукту. При закритому вихід QЕКСП. = 0, значить QШН. = 0 та ε = 0, тобто продукт не рухається.
Для розрахунку продуктивності шнека більш результативною є формула, де враховані коефіцієнти форми для противопотоку та середньої в'язкості в потоці, кг / с:
 (4.6)
(4.6)
де D - зовнішній діаметр шнека, м;
h - глибина витка, м; w - ширина витка (через крок S, w = S cos (θ)), м;
δ - зазор між краєм витка і поверхнею шнека, м;
θ = arctg S / π (D-2δ) - кут нахилу нитки витка, рад.;
n - показник степеневого закону в рівнянні течії ненютоновської рідини (матеріалу), наприклад, для не подрібненого насіння ріпаку,
n = 0,1298;
μс - в'язкість ненютоновської рідини , (Па ∙ с);
Р - тиск, Па;
Х - відстань уздовж шнекового каналу, м;
fd = 1 - (0,487 n2 - 0.948n + 0.972) h / w - коефіцієнт форми вимушеного потоку;
fps = 1 - (0,949 n2 - 1,87 n + 1,59) h / w - коефіцієнт форми для противипотоку, викликаного опором вихідного пристрою; fpd -
коригуючий коефіцієнт для середньої в'язкості в потоці (fpd = 0,98).
Градієнт тиску вздовж осі шнека  можна приблизно замінити на
можна приблизно замінити на  . Формулу (4.6) можна написати у вигляді, кг / с:
. Формулу (4.6) можна написати у вигляді, кг / с:
 (4.7)
(4.7)
де,  ;
;
 величини, що залежать від геометричних па розмірів шнека. Параметри A і В приблизно постійні для даного шнека;
величини, що залежать від геометричних па розмірів шнека. Параметри A і В приблизно постійні для даного шнека;
L - довжина шнека, м.
Рівняння (5) можна записати у вигляді:
 (4.8)
(4.8)
Це рівняння дозволяє розрахувати робочі характеристики (тиск, число обертів і продуктивність експандера). Величини ρ і η вважаємо наближено постійними, тоді рівняння (3) набуде вигляду, кг / с:
 (4.9)
(4.9)
де ξ '= ξ ∙ ρ / η;. 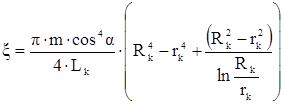
На підставі геометричних перетворень продуктивність експериментального експандера може бути представлена виразом, кг / с:
 (4.10)
(4.10)
де λ - деформація при незмінному зазорі, м;
Δx - переміщення головки експандера, м;
С - коефіцієнт жорсткості пружини, Па;
Fеф. - Ефективна площа поперечного перерізу, м2.
Пружина в роботі експандера виконує демпфіруючу роль. Вона підтримує необхідний тиск у вихідний камері і виключає появу різких стрибків тиску, викликаних випадковими зовнішніми чинниками.
Час обробки суміші при експандуванні корму визначається за виразом, за формулою:
 (4.11)
(4.11)
де τвых - час проходження суміші через головку, с;
 - усереднений коефіцієнт осьового переміщення суміші у 2-й і 3-й зонах.
- усереднений коефіцієнт осьового переміщення суміші у 2-й і 3-й зонах.
Час проходження суміші через головку, з:
 (4.12)
(4.12)
На нагрівання оброблюваної суміші до необхідної температури tk наприкінці 3-ї зони витрачається, Дж:
 (4.13)
(4.13)
де mМ - маса суміші в машині при сталому режимі роботи, кг;
см - теплоємність маси при постійному тиску, Дж / (кг * оС);
tн, tk - початкова і кінцева температура суміші, оС.
Маса суміші в машині при сталому режимі роботи, кг:
 (4.14)
(4.14)
Тепловтрати від нагрівання корпусу машини і навколишнього повітря, Дж:
 (4.15)
(4.15)
де kтп = 1 / (1/αм + δ / λ 1 / αв) - коефіцієнт теплопередачі, Дж / (м2 * с * оС);
αм, αв - коефіцієнт теплопередачі оброблюваної суміші до корпуса установки і від нього в навколишнє середовище, Дж / (м2 * с * оС);
δ - товщина стінки корпусу, м;
λ - коефіцієнт теплопровідності корпусу, Дж / (м2 * с * оС);
tMср = (tн. - tк.) / 2 - середня (по довжині робочої камери) температура оброблюваної суміші, оС;
tв - температура навколишнього повітря, оС;
Fкн. - площа зовнішньої поверхні циліндричного корпусу, м2.
Загальна споживана енергія, Дж:
 (4.16)
(4.16)
де  = (0,7 ... 0,85) - енергії, що витрачається на стиснення суміші, Дж;
= (0,7 ... 0,85) - енергії, що витрачається на стиснення суміші, Дж;
Мкр. - Крутний момент на валу шнека, Н • м.
Енергія додаткового джерела електропідігріву, Дж:
 (4.17)
(4.17)
де Fкв. - площа внутрішньої поверхні корпусу, м2;
tц - середня температура корпусу, необхідна для додаткового підігріву експандуйованої суміші до k> tk, оС;
E Σ - сумарна енергія, що споживається при нагріванні суміші до температури t` k (визначається аналогічно EΣ) , Дж.
Сумарна потужність, необхідна для роботи експандера, Вт:
 (4.18)
(4.18)
де ηм. - коефіцієнт перетворення механічної енергії в теплову;
NН. - потужність електронагрівального елемента, Вт;
Nхх. - потужність холостого ходу установки, Вт.
КПД експандера, ηэ, дорівнює:
 (4.19)
(4.19)
де PIII - тиск суміші вихідний головки експандера, Па;
Qексп. - Продуктивність експандера, кг / с.
У результаті теоретичних досліджень робочого процесу експандера обґрунтована залежність продуктивності та енергоємності від його конструктивно-режимних параметрів при переробці корму.
Також встановлено, що підвищення ефективності пресуючи машин для кормовиробництва, можливо при встановленням пружини на головці експандера.
Оскільки базові експандери мають мінімальні витрати енергії в межах 15-17 кВт/т. Тому при використанні експериментального експандера енергозатрати зменшаться на 16 %.
За результатами проведених досліджень розглянутого процесу експандування визначеніі зміни характеристик вхідної сировини при проходженні її по функціональним ділянкам (зонах ущільнення кормів), а також уточнено аналітичні вирази енергоємності експандера з демпфіруючим пристроєм.
Використана оригінальна конструктивно-технологічна схема експандера, здатна обробляти кормову сировину в широких діапазонах співвідношення складових компонентів: зерно гороху - 20%, а зерно ячменю - 50%; зелена маса до – 30%.
Застосування методу математичного планування при дослідженні технологічного процесу експандування кормів, реалізованого в лабораторних і виробничих експериментах, дозволило визначити оптимальну питому енергоємність процесу експандування 12,6 кВт/т. залежно від частоти обертання шнека 130-140 об/хв., при вмісті зеленої маси 30-32 % і мінімальних витрат енергії стискання, що досягається при нагріванні суміші в зоні максимального ущільнення до температури 110-130 оС. Порівняльним аналізом питомих енергоємності базових та експериментального експандера було встановлено, що цей важливий енергетичний показник зменшився на 16 %.
Дата: 2019-05-28, просмотров: 371.