МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ
(национальный исследовательский университет)» (МАИ)
Л.Б. Метечко, С.М.Вострикова, А.Е. Сорокин
Прикладные экологические расчеты
Учебное пособие
Часть первая
Москва
Издательство МАИ
2018
УДК: 614.7:657.28.001.2(075.8)
Рецензенты: ______________ -
______________ -
Прикладные экологические расчеты: Учебное пособие/ С.М. Вострикова, Л.Б.Метечко, А.Е. Сорокин – М.:–МАИ, 2018. –96 с.
Учебное пособие предназначено занятий по дисциплине «Прикладные экологические расчеты» для обучающихся по направлению 05.03.06 "Экология и природопользование" по всем профилям подготовки в соответствии с программами для высших учебных заведений. В учебном пособие рассмотрены понятия отходов производства и потребления и их классификация. Определены взаимодействия геотехнических систем с окружающей средой. Даны краткие характеристики основных производств авиастроения, виды загрязняющих веществ выделяемых ими в окружающую среду и расчетные формулы для определения их количества в процессе производства.
© Московский авиационный институт
(национально исследовательский университет).
© Л.Б.Метечко, С.М.Востриковва, А.Е. Сорокин 2018 г.
ВВЕДЕНИЕ
Машиностроительные производства аэрокосмической отрасли находящейся в авангарде современного промышленного производства обладают повышенной экологической опасностью.
При изучении предмета экология мы анализировали взаимодействие человеческого общества с природой и могли сделать однозначный вывод о том, что эти отношения далеки от гармонии и требуют разумного преобразования.[1]
Такими преобразованиями являются разнообразные механизмы в области экологического законодательства, экологического нормирования, экономического регулирования производственной деятельностью, при котором было бы невыгодно развивать и содержать производства выделяющие загрязняющие вещества больше законодательно определенной нормы загрязнений.
У человечества нет другой альтернативы как при одновременно развивающемся промышленном производстве активно внедрять адекватные методы снижения загрязнений и энерго- и материало- емкости современных производственных процессов.[2]
В решении поставленных задач важную роль играют прикладные экологические расчеты. Именно прикладные экологические расчеты позволяют определить объем и состав выделяющихся загрязняющих веществ при различных производственных процессах разнообразных машиностроительных производств аэрокосмической отрасли и привить студентам авиационного института практические навыки экологически обоснованной профессиональной деятельности.
Прикладные экологические расчеты позволяют применить различные механизмы экономического регулирования экологического сопровождения производственной деятельности.[3]
Экономическое управление проблемами экологической безопасности общества относится к области экологического менеджмента, который совместно с государственным регулированием позволяет решать проблемы обеспечения экологической безопасности общества.
Характеристики
Состояние отхода
Отходы в основном
Основной компонент отходов
Органические вещества химического и нефтехимического происхождения (O) Органические вещества органо-биологического происхождения (В)
Металл (М)
Смесь органических веществ (Р)
Смесь органических и неорганических веществ (V)
Смесь неорганических веществ (I)
Неизвестно (X)
Присутствие веществ
Тяжелые металлы (М)
Фенолы и их производные (Р)
Цианиды (С)
Органические галогенсодержащие вещества (Н) Органические вещества, не содержащие галогены (S) Биоциды или лекарственные препараты (В) Смолосодержащие вещества (Т)
Асбест (А)
Окислители (О)
Полициклические органические вещества (R) Карбонилы металлов (D)
Нет(N)
Неизвестно (X)
Отходы кислые или щелочные
Кислые (А)
Щелочные (В)
Нейтральные (N)
Неизвестно (X)
Воспламеняемость отходов
Легковоснламеняемые (S)
Горючие (С)
Горючие с другими веществами или в высушенном виде (Р)
Невоспламеняемые (N)
Неизвестно (X)
Возможность повторного использования
Возможно использование без переработки (R)
Возможно использование после переработки (Р)
Нет возможности использования (N)
Неизвестно (X)
Возможность смешивания с ТБО для удаления
На свалке ТБО (L)
Непосредственно в канализационном коллекторе (S)
Смешивание невозможно (N)
Неизвестно (X)
Следует ли учитывать отходы
Да (Y)
Нет(N)
Опасные отходы
Опасные отходы – это отходы, которые содержат вредные вещества, обладающие опасными свойствами (токсичностью, взрывоопасностью, пожароопасностью, высокой реакционной способностью) или содержащие возбудителей инфекционных болезней, либо которые могут представлять непосредственную или потенциальную опасность для окружающей среды и здоровья человека самостоятельно или при вступлении в контакт с другими веществами.[4]
При содержании в отходах любой категории тех или иных химических веществ в определенной концентрации их, как правило, выделяют в отдельный класс и называют опасными.
Однако любая классификация отходов в какой-то степени условна и во времени может изменяться. Так, например, по старой классификации ЭПА (1967 г.) промышленные отходы считались опасными при наличии в них хотя бы одного из восьми тяжелых металлов, четырех инсектицидов и двух гербицидов.
Согласно новой классификации, к этому перечню добавлено еще двадцать пять органических веществ, в связи с чем количество промышленных отходов, считающихся опасными, увеличилось.
В соответствии с приказом Министерства природных ресурсов России (от 15.06.2001 №511) класс опасности отходов устанавливается по степени возможного вредного воздействия на окружающую природную среду (1-й класс - чрезвычайно опасные отходы, 5-й класс — практически не опасные).
Отнесение отходов к одному из пяти классов опасности осуществляется расчетными или экспериментальными методами.
Существует два способа определения: расчет и эксперимент.
Метод расчетов
Отнесение к классу опасности отхода производится по индексу (К), он определяет уровень опасности для окружающей природной среды (ОПС). Он рассчитывается по сумме опасности каждого элемента отхода (Кi).[4]
Индекс уровня опасности элементов отхода (Ki) равняется
Ki = Ci / Wi; (1.1)
Где:
Ci –концентрации элементов,
Wi – коэффициент уровня опасности для ОПС. Коэффициент является относительным показателем, который в численном значении равен количеству компонента, ниже данного значения он не вредит ОПС.
Существует таблица, в которой приведен коэффициент для основных элементов. Размерность - мг/кг.
K = K1 + K2 + ... + Kn, (1.2)
Где:
K – индекс уровня опасности отхода для ОПС;
K1, K2, ... Кn - индексы уровня опасности каждого элемента отхода для ОПС.
Экспериментальный метод
Если расчет показал 5 класс опасности, это нужно подтвердить путем эксперимента. Иначе отходу присвоят 4 класс. Метод экспериментов проводится в специальных лабораториях тогда, когда:
· нельзя определить количество и качество элементов состава;
· заинтересованная сторона желает уточнить результат, полученный методом расчетов.
В основе метода лежит биотестирование вытяжки воды на тест-объектах.
Опасные отходы утилизируются только в специальные места сбора и переработки.
Классы опасности отходов
Принадлежность веществ к определенному классу определяется ГОСТ 12.1.007-76 "Вредные вещества. Классификация и общие требования безопасности".
ГОСТ относит вещества к вредным в том случае, если они могут привести к заболеваниям, травмам на производстве, нарушениям здоровья. К таким последствиям приводят нарушения правил безопасности, приведшие к соприкосновению опасного компонента с человеческим организмом. Нынешние способы анализа определяют вред для человека, как в момент работы, так и воздействия на следующие поколения.
В ряде случаев используется классификация отходов по определенным возможностям их утилизации, причем технический прогресс обусловливает постоянное пополнение, как перечня утилизируемых отходов, так и направлений их переработки и использования. (Таблица 1.2.)
Таблица 1.2.
Таблица классов опасности отходов в России
| Класс отходности | Степень наносимого вреда | Параметры принадлежности веществ к классу | Примеры материалов/веществ/товаров |
| 1 - чрезвычайно опасные | Очень высокая | Система экологии непоправимо повреждена. Нет восстановительного периода. | Дифенильные вещества, терфенилы, трансформаторы, конденсаторы, антидетонационые присадки, крезол, минеральные масла и масла из синтетики. |
| 2 -высокоопасные | Высокая | Система экологии повреждена сильно. После прекращения опасного воздействия возвращение к исходному состоянию будет происходить не меньше 30 лет. | Освинцованный кабель, свинцовые аккумуляторы, отходы нефтепродуктов после процесса рафинирования, щелочи и кислота от аккумуляторов, отходы свинцовых солей и медного хлорида в твердом состоянии, свинцовые опилки. |
| 3 - умеренно опасные | Средняя | Система экологии повреждена. После уменьшения опасного воздействия, восстановление будет осуществляться не меньше 10 лет. | Ацетон, материал обтирки, очистной шлам нефтепроводов и нефтяных емкостей, дизельное топливо, моторные масла, грязный песок, пыль от цемента, помет уток, кур, гусей, свиной навоз. |
| 4 - малоопасные | Низкая | Система экологии повреждена. Возвращение до прежнего уровня будет происходить не меньше 3 лет. | Мусор от строительства, бытовой мусор, не подвергшийся сортированию, покрышки, битумные, асфальтные отходы, черно металлическая пыль, картонные и бумажные остатки, рубероид, перьевые остатки, навоз. |
| 5 - практически не опасные | Очень низкая | Система экологии почти не повреждена. | Скорлупа, стружка от дерева, упаковка из древесины, зола, предметы из керамики, обломки кирпича, отходы пищи. |
Например, в Японии ТБО при организации их селективного сбора в местах образования классифицировали на горючие отходы (направляют на сжигание), негорючие (подлежат захоронению) и ценные (направляют на переработку).
Многотоннажные отходы
При решении проблемы твердых отходов в первую очередь необходимо выделить так называемые многотоннажные отходы, поскольку именно эти отходы в наибольшей степени загрязняют окружающую среду и в то же время могут дать максимальный эффект при вовлечении в хозяйственный оборот.[4]
Для практического решения вопросов переработки, использования и безопасного удаления многотоннажных отходов, а также для аналитической оценки их образования, твердые отходы удобно классифицировать по признаку их принципиального химического состава на четыре группы:
ü содержащие преимущественно органические вещества,
ü неорганические вещества,
ü смешанные отходы (в состав входят как органические, так и неорганические вещества и компоненты),
ü радиоактивные отходы (табл. 2.5).
В каждую группу входят отходы производства и потребления различной номенклатуры, объединенные общностью химического состава.
Как правило, даже внутри одной группы отходы являются многокомпонентными и для повышения эффективности переработки и вторичного использования требуют предварительной сортировки (ручной или механизированной) или селективного сбора. В большинстве случаев отходы каждого вида (номенклатуры) требуют своих методов переработки, смешивание отходов, как правило, не допускается.
Геотехнические системы
Биоцентрический взгляд на проблемы взаимодействия человеческого общества и природной среды ставят вопрос о том, что основным объектом исследования современной экологии становится не ЭКОЛОГИЧЕСКАЯ СИСТЕМА в ее первоначальном понимании, а ГЕОТЕХНИЧЕСКАЯ СИСТЕМА (ГТС) в которой человек и созданная им техносфера является естественным компонентом биосферы. Такой подход к экологическим проблемам требует анализа закономерностей функционирования и развития таких комплексных геотехнических систем (Рис.2.1.).[4]
Для примера рассмотрим геотехнические системы образованные техническими объектами аэрокосмической отрасли.
Постоянный рост потребностей общества в промышленных изделиях, научно-исследовательских и конструкторских разработок, получение новой информации и пр., приводит к включению всех компонентов природной среды в состав геотехнических систем, в которых они обмениваются с их системообразующим центром (промышленным объектом) веществом, энергией и информацией.
Материальный баланс
Геотехнические системы подчиняются законам сохранения массы и энергии. [4] При рассмотрении любой геотехнической системы без детализации его внутренней структуры (любое производство аэрокосмической отрасли) можно утверждать, что за некоторый промежуток времени будут выполняться следующие уравнения, демонстрирующие закон сохранения массы вещества М:
М входящего + М имеющегося =М выведенного + М оставшегося
М входящего - М выведенного =М имеющегося + М оставшегося
М имеющегося + М оставшегося = М накапливаемого
М входящего - М накапливаемого = М выведенного
Из чего следует, при анализе потоков массопредачи вещества в можно определить скорость накопления вещества VM в ГТС:
М расход вещества на входе - М расход вещества на выходе = VM
Если в технологическом процессе промышленного производства протекают химические реакции преобразования вещества то закон сохранения массы вещества можно выразить формулой:
М входящего - М выведенного +
+ М образовавшегося - М разрушенного = М прироста
При этом материальный баланс ГТС или отдельного блока ГТС представляется в системном, формализованном виде на основе строгих закономерностей.
Материальный баланс при этом составляют на единицу или массу выпущенной продукции (шт, ед), на единицу массы или объема ( кг, м3), в единицу времени (час, сутки, месяц, год). Расчет материального баланса предприятия осуществляется при обязательном учете перерабатываемого сырья, готового продукта, избытков компонентов, определяемых условиями химических реакций, степень превращения сырья в конечном продукте и возможные потери.
Материальный баланс позволяет при заданной мощности производства определить :
ü расход материалов (сырья);
ü выход продукции;
ü количество отходов, переходящих в окружающую среду.
Материальный баланс – наиболее часто встречаемая форма технологических расчетов, которая, как правило, выражается в табличной форме или в форме диаграммы.
Пример материального расчета:
Требуется определить необходимое количество воздуха для осуществления оптимального сгорания топлива в двигателе летательного аппарата. Где 1 кг топлива содержит С/100 углерода, S /100 серы, Н/100 водорода (в % масс). Стехиометрические[1] уравнения горения основываются на законе сохранения массы и выглядят с учетом данных таблицы Менделеева следующим образом (Рис.2.3.).
Формулы для углерода: (2.1.)
12,01кг С +32кг О2 44,01кг СО2
1кг С + 1,8м3 О2 1,8 м3 СО2
Формулы для водорода: (2.2.)
4,032 кг Н2 + 32кг О2 36,032 кг Н2О
1кг Н2 +5,55 м3 О2 11,1 м3 Н2О
Формулы для серы: (2.4.)
32,06кг S + 32кг S О2 64,06 кг SО2
1кг S + 0,7м3 S 0,7м3 SО2
Объем кислорода (м3) для полного сгорания 1 кг топлива составит:
V О2 ( C ) = 1,86  ; (2.5.)
; (2.5.)
V О2 ( S ) = 0,7  ; (2.6.)
; (2.6.)
V О2 ( H ) = 5,6  ; (2.7)
; (2.7)
Таким образом общий объем кислорода составит:
V О2 = 1,86  + 0,7
+ 0,7  + 5,6
+ 5,6  (2.8)
(2.8)
Мы знаем, что в воздухе содержится в среднем 21% кислорода
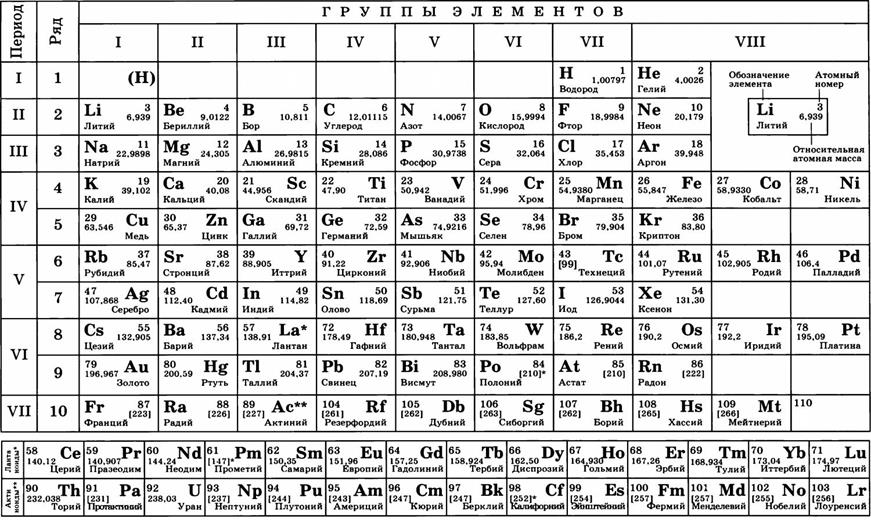
Рис.2.3.Таблица химических элементов
Следовательно общий объем воздуха будет равен:
VoO = V О2 / 0,21  (2.9.)
(2.9.)
Однако из практики известно, что потребность в воздухе несколько больше, что связано с типом топлива и конструкцией двигателя и определяется дополнительным повышающим коэффициентом ὰ . таким образом оптимальный объем воздуха для полного сгорания 1 кг топлива будет равен: V = ὰ VoO = ὰ  ; (2.10)
; (2.10)
Авиационного предприятия
Авиационное предприятие содержит большое количество цехов и производств: штамповочный, механический, кузнечно-прессовый, гальванический, окрасочный, литейный, сборочный и т.д. Таблице 3.1 [22, 26, 27–30].
Таблица 3.1
Примеры вредных факторов, воздействующих на биосферу в результате деятельности авиационного предприятия
| Цех / производство | Вредные факторы | Пути поступления |
| Литейный | Пыль (двуокись кремния, металлические частицы) Пары и газы (ацетон, ацетилен, бензол, окись азота, фенол, хлор и др.) Теплота, шум, вибрация | Загрязнение вредными веществами водной среды, атмосферного воздуха, почв. Акустическое и тепловое (атмосферный воздух, водные объекты) загрязнение окружающей среды |
| Гальванический | Пары кислот (серной, соляной, азотной и т.д.) Пары щелочей Соединения металлов (цинка, хрома, кадмия, никеля и т.д.) | Загрязнение вредными веществами водной среды, атмосферного воздуха, почв |
| Лакокрасочный | Лакокрасочные аэрозоли Пары растворителей (бензин, керосин, уайт-спирит, ксилол, толуол) | Загрязнение вредными веществами водной среды, атмосферного воздуха, почв (основным является загрязнение атмосферного воздуха) |
| Кузнечно-прессовый | Окислы углерода, серы, азота, масла, сероводород, частицы окалины, графита Теплота, шум, вибрация | Загрязнение вредными веществами водной среды, атмосферного воздуха, почв. Акустическое и тепловое (атмосферный воздух, водные объекты) загрязнение окружающей среды |
| Штамповочный | Шум, вибрация Пары токсичных веществ | Физическое и химическое загрязнение атмосферного воздуха |
| Сборочный | Пары растворителей (керосина, бензина) Пары кислот (серной, азотной, фосфорной), щелочей Металлическая пыль Физическая нагрузка Монотонность труда | Загрязнение вредными веществами атмосферного воздуха |
| Термический | Оксиды серы, азота, углерода. Пары кислот и солей Теплота | Загрязнение вредными веществами водной среды, атмосферного воздуха, почв. Тепловое (атмосферный воздух, водные объекты) загрязнение окружающей среды |
Все эти цеха и производства характеризуются большим количеством вредных факторов (химических, физических), воздействующих на работающих на предприятии, население селитебных территорий и загрязняющих окружающую среду. Примеры вредных факторов для некоторых производств представлены в
Вредные факторы, воздействуя на работников предприятия и население селитебных территорий могут привести к возникновению и развитию различных заболеваний, в том числе онкологических и профессиональных. Например, пары кислот, щелочей, окислы тяжёлых металлов (кадмий, никель, цинк, хром, ртуть и др.), металлические пыли, пары растворителей приводят к возникновению и развитию аллергических, бронхо-лёгочных заболеваний, заболеваний глаз, новообразований и др. Повышенный уровень шума вызывает стойкое понижение слуха и нарушение вестибулярного аппарата. Повышенное тепловое загрязнение может стать причиной широкого спектра заболеваний: гипертоническая болезнь, хронические болезни сердца, хронические заболевания кожи, дыхательных путей, болезни глаз. Физические перегрузки провоцируют заболевания периферической нервной системы, скелетно-мышечной системы, болезни сердца, варикозное расширение вен и т.д.[31].
Сброс тепла в окружающую среду приводит к техногенному изменению температурного режима атмосферы и гидросферы.
Мощные источники антропогенных выбросов тепла при условии их высокой концентрации на небольших территориях могут оказывать заметное влияние на тепловой режим этих территорий. Температура воздуха зимой в крупных городах обычно на несколько градусов выше, чем поблизости расположенных небольших населенных пунктах. Также заметно изменяется тепловой режим рек и озер при сбросе в них сточных нагретых вод тепловых электростанций. Это существенно влияет на условия обитания водных организмов и на структуру экологических систем таких водоемов. Таким образом, влияние мощных антропогенных источников тепла на биосферу вполне ощутимо, хотя и имеет локальный характер.
Наиболее опасно теплового загрязнения водоемов, т.к. водные обитатели неспособны регулировать температуру тела. Возможна тепловая гибель рыб, т.к. для каждого вида существует свой интервал температур, наиболее благоприятный для его выживания. При увеличении температуры воды происходит понижение концентрации кислорода. Возможно снижение репродуктивной функции организмов, например, форель способна выживать в теплой воде, но не способна размножаться. Происходит повышение чувствительности к болезням и снижается устойчивость экосистемы. (Рис.3.1.)
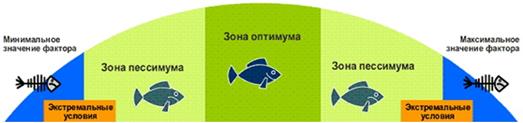
Рис.3.1. Демонстрация температурного лимитирующего фактора на водных обитателей
Техногенные изменения температурного режима могут ухудшать условия жизни и работы людей. Возможно, также усиление коррозии материалов и повреждение тепло- и газопроводов, канализации и т.п. [1,4].
Анализировать и проводить оценки всех отрицательных факторов воздействия на окружающую среду целесообразно в каждом конкретном случае, исследуя работу каждого цеха, технологического процесса, используемого сырья и материалов в процессе производства готового изделия воздушных судов. (Рис.3.2.)

Рис. 3.2. Цеха машиностроительных производств авиастроения
Поскольку результат такого исследования напрямую зависит от производственных особенностей, непосредственных химических и физических процессов технологического цикла каждого отдельного цеха машиностроительного производства аэрокосмической отрасли.
На рисунке 3.3. представлена принципиальная схема воздействия основных производств и цехов предприятия на окружающую среду. Демонстрируется загрязнение окружающей среды вредными веществами, тепловой энергией и шумами.
Основное внимание уделено загрязнению вредными веществами. Вредные вещества поступают от авиационного предприятия во все среды биосферы: через отходящие газы загрязняется атмосферный воздух, через сточные воды – поверхностные водоёмы, через захоронение отходов производства – почва и подземные воды.
Загрязнение воздушного бассейна происходит на всех стадиях производства и во всех цехах авиационного предприятия, состав и масса загрязняющих веществ разняться от процесса к процессу. Вредные вещества, загрязняющие воздух рабочей зоны в виде пылей, аэрозолей, газообразных соединений могут приводить к профессионально обусловленным заболеваниям у работников предприятия.

Рис. 3.3.. Принципиальная схема воздействия авиационного предприятия на окружающую среду: ОГ – отходящие газы, СВ – сточные воды.
Отходящие газы удаляются через систему вентиляции и проходят через систему очистки. Количество загрязняющих веществ, выбрасываемых в атмосферный воздух после системы очистки, зависит от её исправности и эффективности. Выбросы, поступившие в атмосферный воздух.
В процессе производства на авиационном предприятии потребляется большое количество воды, образующиеся сточные воды содержат различные примеси. На городские очистные сооружения принимаются воды определённого качества, поэтому перед сбросом воды в канализацию её необходимо очистить. Очищенная вода по возможности возвращается в оборотную систему водоснабжения авиационного предприятия.На авиационном предприятии образуется большое количество отходов, как производственных (отработанные электролиты, формовочная земля, металлическая стружка и т.д.), так и бытовых (макулатура, канцелярские изделия, пищевые отходы). Также к отходам относятся уловленные системами очистки примеси, часто представляющие ценность для дальнейшего производства.
Собранные на предприятии отходы по возможности регенерируются и направляются в дальнейшее производство (как данного завода, так и в другие отрасли промышленности). При невозможности возвращения отходов в производство они направляются на захоронение, предварительно пройдя при необходимости обезвоживание. Захороненные отходы, особенно не на специализированных полигонах, загрязняют почву, выводя её из хозяйственного оборота. Кроме того попавшие в почву вредные вещества просачиваются в подземные воды, в дальнейшем загрязняя поверхностные воды, отравляю растению, таким образом влияя на здоровье населения.
Помимо выделения в окружающую среду авиационным предприятием большого количества загрязняющих веществ при производстве происходит тепловое и шумовое загрязнение.
Подобные принципиальные схемы воздействия можно разработать и для каждого цеха авиационного предприятия отдельно.
Литейный цех
В авиационной отрасли литьё используется для производства большого многообразия деталей: узлы двигателей, корпуса подшипников, корпуса колес, корпуса, шпангоуты, блоки тормозных цилиндров авиационных колес и т.д.
Важными характеристиками для изделий авиационной промышленности является вес, стоимость и надежность. Для получения наиболее экономичных и легких деталей используются различные литейные сплавы: титановые, алюминиевые, магниевые. Каждый сплав обладает специфическими физическими и механическими свойствами, а также определенным уровнем обрабатываемости, свариваемости, устойчивости к коррозии и другими характеристиками, что обязательно необходимо учитывать при выборе технологии [32].
Литая сталь имеет пониженные механические свойства по сравнению с катанной и кованной сталью при одинаковом химическом составе. Преимуществом литья является возможность экономичным путём изготовить детали сложной формы [33].
В таблице 1.2 представлен пример применения литейных сталей и сплавов в конструкциях летательных аппаратов [33, 34].
Таблица 4.1.1.
Кузнечно-прессовый цех
Обработка материалов давлением позволяет получить конечную деталь либо заготовку, близкую по форме к готовому продукту. Обработанный давлением металл после термической обработки имеет наилучшие механические характеристики, значительно превосходящие характеристики литого металла.
Различные виды обработки металлов давлением применяются в машиностроении, авиационной промышленности, автомобилестроении и пр.[46,48].
На рисунке 4.2.1. представлена классификация методов обработки металлов давлением (ОМД).
Прокаткой называется вид пластической обработки, в процессе которого исходная заготовка обжимается вращающимися валками прокатного стана.
Целью операции является уменьшение поперечного сечения заготовки и придания ей заданного профиля.
Ковка относится к высокотемпературным операциям. Заготовка предварительно нагревается до ковочной температуры, зависящей от конкретной марки металла
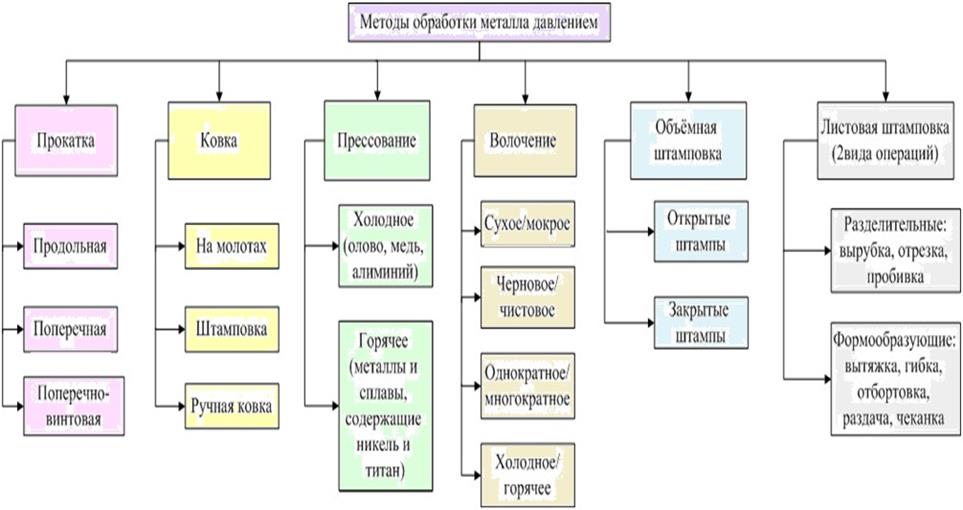
Рис.4.2.1. Классификация методов обработки металла давлением.
Машинная (на молотах) и ручная ковка является свободной, так как металл при воздействии на него инструмента ничем не ограничен.
Штамповка свободной не является, так как заготовка находится в матрице штампа (т. е. ограничена со всех сторон). В результате штамповки металл принимает форму полости матрицы.
Ковка применяется в единичном и мелкосерийном производстве. Для получения поковки разогретую заготовку помещают между ударными частями (бойками) молота.
В процессе прессования металл выдавливается прессом из полости матрицы через ее отверстие. Применяется для обработки хрупких металлов.
Прессованием получают полые и сплошные профили из титановых сплавов, алюминия, меди и магния – детали для автомобилей, самолетов, лопатки, подвески, трубы [46].
Волочением называется метод обработки металлов, в процессе которого заготовка круглого (или фасонного) профиля принудительно протягивается через фильеру (волоку). Примером может служить изготовление проволоки, когда заготовка большого диаметра (катанка) протягивается через ряд фильер, на выходе из которых получается проволока гораздо меньшего диаметра.
Объёмная штамповка представляет собой метод обработки металла, при котором придание заготовке заданной формы осуществляется с помощью штампа. При этом течение металла ограничивается полостями его частей.
Листовая штамповка заключается в изготовлении детали из листа, полосы или ленты, полученных прокаткой.
Листовая штамповка широко применяется практически во всех отраслях промышленности. Детали, полученные этим методом, отличаются высокой точностью. От мельчайших деталей микроэлектроники до кузовов автомобилей – все это производится методом листовой штамповки [46].
Кузнечно-штамповочное производство является одной из лидирующих отраслей в современном машиностроении. Трудно представить современное авиастроение без структурных подразделений, в которых используются технологические операции обработки металлов давлением.
Ковка является древнейшим способом обработки металлов. Процессы ковки стоит применять в индивидуальном и мелкосерийном производстве.
В общем виде технологические процессы ковки и листовой штамповки могут быть представлены простейшими схемами (рис.4.2.2. и 4.2.3.).
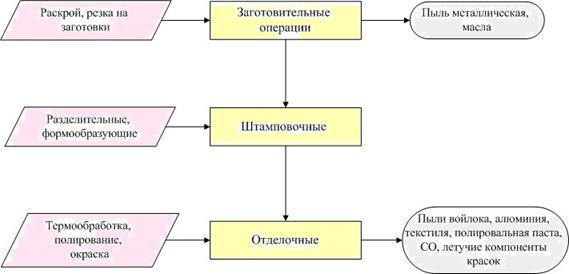

Рис.4.2.2. Последовательность операций при листовой штамповке: в прямоугольнике – операция, в паралеллограмме – виды и способы осуществления операции, в овале – выделяющиеся вредные вещества.
В промышленности, особенно в авиационной, широко применяется горячая и холодная штамповка (прессование) цветных металлов и сплавов. Свободной ковке цветные металлы и сплавы подвергаются редко.
В авиационной промышленности большое количество деталей изготавливается методами листовой штамповки, например, детали фюзеляжа и крыльев самолетов; часть обшивки: обтекатели, воздухозаборники, крышки переднего и заднего капота и т.д.; детали стоек шасси; барабаны и реборды самолетных колес; лопасти самолетных винтов; лопатки двигателей и др. [32, 48]. В таблице 4.2.1 представлен пример деталей летательных аппаратов (ЛА), изготавливаемых из сталей и сплавов в кузнечно-прессом цеху [33, 47].

Рис.4.2.3. Последовательность операций при ковке: в прямоугольнике – операция, в паралеллограмме – оборудование, условия и способы осуществления операции, в овале – выделяющиеся вредные вещества.
При этом каждый класс операций может включать в себя большое количество процессов, применение того или иного конкретного технологического процесса зависит от конкретной детали. Например, при ковке кольца используемого для бандажирования сильфона ракетного двигателя РД-1171 из титанового сплава операции непосредственно ковки включают в себя: осадку, прошивку и раскатку [54]. А при листовой штамповке корпуса компрессора из разделительных штамповочных операций используется пробивка, а из всего множества формообразующих – вытяжка, формовка и правка.
Производственные процессы горячей обработки металлов состоят из отдельных технологических операций: нагрев заготовок и деталей под ковку в кузнечных горнах, нагревательных печах, солевых ваннах, токами высокой частоты (ТВЧ); ковка металла на молотах различного типа и на ковочных машинах.
Таблица 4.2.1.
Термический цех
После литья, ковки или штамповки металлические детали для изменения их свойств до необходимых показателей необходимо подвергнуть термообработке.
В современном авиастроении широко применяется термообработка как сталей, так и цветных металлов.
Основными стадиями термообработки являются отжиг, закалка и отпуск стали.
Отжигом называется операция термообработки, при которой путём нагрева, выдержки и последующего медленного охлаждения в стали образуется устойчивая структура, свободная от остаточных напряжений.
Нормализация является видом отжига, при котором охлаждение происходит на воздухе.
Закалкой называется процесс нагрева до температуры на 30…50°С выше критической точки, выдержка при этой температуре и последующее быстрое охлаждение.
Отпуск – это процесс нагрева ниже критической точки, выдержки и последующего охлаждения.
Применительно к сплавам говорят не об отпуске, а о старении.
Старение – термическая обработка сплава, подвергнутого закалке, заключающаяся в нагревании и выдержке при повышенной температуре с последующим охлаждением на воздухе или при комнатной температуре [46].
Важное значение имеет обоснование не только температурно-временных параметров термической обработки, но и выбор способа нагрева, атмосферы печи, охлаждающей среды.
Нагрев можно осуществлять конвекцией, излучением, электроконтактным и индукционными методами.
При термической обработке цветных металлов широкое применение нашли печи-ванны. В качестве нагревательной среды в них используют расплавы солей, щелочей, металлов, а также масла.
Выбор атмосферы печи определяется интенсивностью взаимодействия металлов и сплавов газами. Термическая обработка некоторых металлов на воздухе не допустима из-за интенсивного взаимодействия их с кислородом и парами воды.
Выбор охлаждающей среды определяется видом термообработки. При некоторых видах термообработки цветных металлов скорость охлаждения не играет существенной роли. В ряде случаев выбор допустимой скорости нагрева и охлаждения определяется геометрией и размерами изделия [57].
Режимы термообработки некоторых сталей и сплавов, применяемых в авиастроении, а также выделяющиеся вредные вещества представлены в таблице 4.3.1. [45, 56, 57].
Наиболее распространенная атмосфера печей при термической обработке алюминиевых сплавов — сухой воздух. Кислород воздуха при высоких температурах окисляет находящуюся на поверхности металла смазку, образуя нагар в виде пятен.
Для предотвращения этих явлений применяют отжиг в защитной атмосфере. Чаще всего используют бедный экзотермический газ, получаемый при сжигании жидкого или газообразного топлива в специальных газогенераторах.
Эндогаз - эндотермический газ получают при сгорании городского газа с недостатком воздуха 0 25 в присутствии катализатора при 1050 С. Процесс идет с поглощением тепла.
Газовая смесь, полученная путем частичного сгорания горючих
веществ в установках для производства защитных газов при экзотерми-ческом процессе в условиях избытка воздуха.
Если газ получают при эндотермическом процессе в условиях недостатка воздуха, то такая газоваясмесь назвывается эндогазом. Исходные вещества для получения этих газов - природный газ, пропан, бутан, генераторный газ, бензин, Экзогаз
и эндогаз применяют в качестве контролируемых атмосфер.
Таблица 4.3.1.
Среда охлаждения
Температура старения, °С
СТАЛИ
670…900
Водный раствор (8…10% NaOH)
Воздух
Не применяется
CO, SO2, NO2, NH3, HCl, NaCl, KCl, BaCl2, масло минеральное нефтяное
Вода, масло
Масло
Алюминиевые сплавы
380…420
Вода
Не применяется
20
>96
CO, SO2, NO2, NH3, HCl, NaCl, KCl, BaCl2
115…190
Не применяется
Не применяется
Титановые сплавы
Не применяется
Не применяется
Не применяется
CO, SO2, NO2
Вода, масло, воздух
450…600
CO, SO2, NO2, HCl, NaCl, KCl, масло минеральное нефтяное
500…600
Не применяется
Не применяется
Магниевые сплавы
Не применяется
410…420
Не применяется
16…24
NH3, HCl, NaCl, KCl, BaCl2
410…420
6
375…385
6
Состав газов(%) приведен в таблице 4.3.2. и таблице 4.3.3.
Таблица 4.3.2.
| Газ | СО2 | СО | H2 |
| Экзогаз | 2-10 | 0,5-16 | 0,5-25 |
| Эндогаз | 0-1 | 18-20 | 32-50 |
Таблица 4.3.3.
| аз | СН4 | N2 | Точка росы, ° С |
| Экзогаз | 0-1 | 59-97 | +20 -: - -25 |
| Эндогаз | 1-2 | 24-28 | +20 -:--25 |
Следует отметить, что для титановых сплавов закалка не нашла широкого применения, лучше всего прокаливаются сплавы ВТ6, ВТ8, ВТ9, ВТ14, ВТ15, ВТ16, ВТ22 [56,57].
Помимо непосредственно термообработки существует также химико-термическая обработка. Она представляет собой процесс диффузного насыщения поверхностного слоя деталей различными элементами. Применяют химико-термическую обработку для повышения твёрдости, износостойкости трущихся поверхностей детали.
В зависимости от того какими веществами насыщают поверхностный слой выделяют несколько видов химико-термической обработки. Основные виды химико-термической обработки представлены в таблице 4.3.4. [35, 48].
Количество и состав загрязняющих веществ, выделяющихся при термообработке, зависит от её стадии и используемого оборудования [44, 45].
При нагреве деталей в нагревательных печах, работающих на твердом, жидком и газообразном топливе, происходит выделение сернистого ангидрида, оксида углерода, диоксида азота. В отходящих газах присутствуют пыль и сажа. Расчёт массы выбросов данных веществ производится по формулам (4.2.1. – 4.2.7.).
Нагрев деталей в соляных ваннах сопровождается незначительными выделениями аэрозоля расплава солей.
При нагреве деталей под закалку и отпуске деталей в соляных электропечах-ваннах и камерных печах количество загрязняющих веществ определяется по формуле (4.1.1.).
При закалке деталей в водяных баках загрязняющие вещества не выделяются. При закалке деталей в минеральном масле, а также при отпуске в нагревательных печах, под воздействием высокой температуры, происходит выделение масленого тумана и продуктов сгорания загрязнений металла [55].
При нагреве под закалку деталей в расплавах солей, а также при охлаждении и отпуске деталей в смесях солей и щелочах, цианировании, цементации в твёрдом карбюризаторе количество загрязняющих веществ определяется по формуле (4.1.2.) [44, 45].
При нагреве деталей, цементации в атмосфере эндогаза, азотировании количество загрязняющих веществ определяется по формуле (4.3.1.):
 , (4.3.1.)
, (4.3.1.)
где  – количество вредного вещества, выделяющегося на единицу объема расходуемого газа, кг/час;
– количество вредного вещества, выделяющегося на единицу объема расходуемого газа, кг/час;  – удельный показатель выделения загрязняющего вещества на единицу объема расходуемого газа, г/м3;
– удельный показатель выделения загрязняющего вещества на единицу объема расходуемого газа, г/м3;  – расход объёма газа, м3/час.
– расход объёма газа, м3/час.
При нитроцементации в защитной эндогазовой атмосфере расчёт выделения оксидов азота производится по формуле (4.1.2), а оксида углерода и аммиака по формуле (4.3.1.).
При цементации в жидком карбюризаторе расчёт количества выделяющихся СО и NaHCO3 может производиться по формуле (4.1.2) или (4.3.2.), а количество выделяющихся углеводородов и алканов по формуле (4.3.2.):
Таблица 4.3.4.
Группа станков
Типы станков (подгруппа)
Токарные
1
Автоматы и полуавтоматы
Токарно-револьверные
Токарно-револьверные полуавтоматы
Карусельные
Токарные и лоботокарные
Многорезцовые и копировальные
Специализированные
Разные токарные
Сверлильные и расточные
2
Настольно- и вертикальносверлильные
Полуавтоматы
Координатно-расточные
Радиально- и координатно-сверлильные
Расточные
Отделочно-расточные
Горизонтально-сверлильные
Разные сверлильные
Разрезные
8
Отрезные, работающие
Правильн.отрезные
Ленточн - пильные
Отрезн.с дисковой пилой
Отрезные ножовочные
Применение СОЖ снижает выделение пыли до минимальных значений, однако, в процессах шлифования изделий количество выделяющейся совместно с аэрозолями СОЖ металло-абразивной пыли остается значительным [59].
Количество загрязняющих веществ, выделяющихся при механической обработке металлов без применения СОЖ за год:
 , (4.4.1)
, (4.4.1)
где  – удельные выделения пыли технологическим оборудованием, г/с;
– удельные выделения пыли технологическим оборудованием, г/с;  – фактический годовой фонд времени работы оборудования, ч.
– фактический годовой фонд времени работы оборудования, ч.
Валовый выброс загрязняющих веществ при обработке металлов в случае применения СОЖ:
 , (4.4.2.)
, (4.4.2.)
где  – удельные показатели выделения масла и эмульсола, г/с;
– удельные показатели выделения масла и эмульсола, г/с;  – мощность установленного оборудования, кВт.
– мощность установленного оборудования, кВт.
Рис.4.6.1. Признаки классификации видов пайки.
Собранные таким образом паяемые узлы помещают в печь, разогретую до температуры, несколько превышающей температуру плавления припоя; в камеру печи из специальной установки подают защитную (контролируемую) атмосферу (восстановительную или обладающую защитными свойствами).
В качестве припоев при пайке в печах служат электролитическая медь М1, М2, латунь Л62 (пайка черных металлов), легкоплавкие серебряные и медные припои (пайка меди и ее сплавов, нержавеющей стали, чугуна), специальные алюминиевые припои (пайка алюминия и его сплавов) и др.
При дуговой пайке нагрев осуществляется дугой прямого действия, горящей между деталями и электродом или дугой косвенного действия, горящей между двумя угольными электродами.
При использовании дуги прямого действия обычно применяют угольный электрод (угольная дуга), реже - металлический электрод (металлическая дуга), которым служит сам стержень припоя.
Для пайки дугой прямого действия пригодны тугоплавкие припои, не содержащие цинка. При помощи угольной дуги косвенного действия можно выполнять процесс пайки твердыми припоями всех типов. Для нагрева этим способом применяют специальную угольную горелку. Дуговые горелки менее удобны для пайки, чем газовые, поэтому их применяют обычно при небольшом объеме работ по пайке.
При газовой пайке нагрев осуществляется пламенем газовой горелки. В качестве горючего газа используют смеси различных газообразных или жидких углеводородов (ацетилен, метан, пары керосина и т. д.) и водород, которые при сгорании в смеси с кислородом дают высокотемпературное пламя. При пайке крупных деталей горючие газы и жидкости применяют в в смеси с кислородом, при пайке мелких деталей в смеси с воздухом.
При газовой пайке применяют как газообразные флюсы на основе метилбората, так и твердые флюсы - различные соли и их смеси, которые обычно используют в виде водных растворов [66,67].
Лужение — это покрытие поверхности металла пленкой мягкого припоя или олова, которое производят электропаяльником, погружением в ванну с расплавленным металлом, в том числе и в ультразвуковую, а также в гальваническую ванну. При лужении необходимо применять флюс (кроме гальванического лужения). Флюс и шлак после окончания процесса необходимо удалить.
Лужение производят в целях защиты деталей от коррозии и окисления, подготовки поверхностей соединяемых деталей к пайке легкоплавкими припоями[66].
На рисунке 4.6.2. представлена классификация видов лужения согласно ГОСТ 3.1704-81 [68].
На поверхности, подлежащие лужению, наносят полуду (олово) двумя способами: натиранием (большие изделия), а небольшие изделия — погружением в расплавленную полуду.
Лужение погружением заключается в том, что очищенную и протравленную деталь сначала погружают на 1 минуту в ванну с раствором хлористого цинка, затем с помощью клещей, плоскогубцев или специальных крючков ее вынимают из ванны и, не удаляя с поверхности хлористый цинк, погружают в ванну (тигель) с расплавленным припоем, выдерживают в ней 2...3 минуты, после чего деталь извлекают из ванны и стряхивают, чтобы удалить излишки припоя. Для получения равномерного, беспористого и гладкого слоя покрытия деталь протирают паклей, пересыпанной порошком нашатыря, затем промывают в воде и сушат.
На поверхности, подлежащие лужению, наносят полуду (олово) двумя способами: натиранием (большие изделия), а небольшие изделия — погружением в расплавленную полуду.
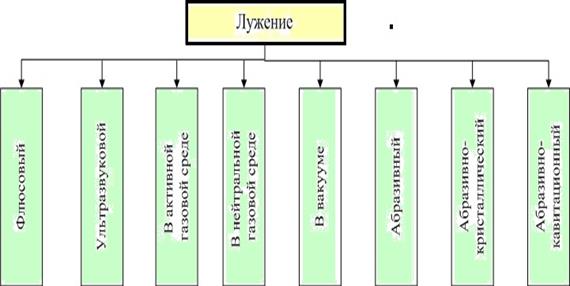
Рис.4.6.2.. Виды лужения.
Лужение погружением заключается в том, что очищенную и протравленную деталь сначала погружают на 1 минуту в ванну с раствором хлористого цинка, затем с помощью клещей, плоскогубцев или специальных крючков ее вынимают из ванны и, не удаляя с поверхности хлористый цинк, погружают в ванну (тигель) с расплавленным припоем, выдерживают в ней 2 -.3 минуты, после чего деталь извлекают из ванны и стряхивают, чтобы удалить излишки припоя. Для получения равномерного, беспористого и гладкого слоя покрытия деталь протирают паклей, пересыпанной порошком нашатыря, затем промывают в воде и сушат.
Технологический процесс пайки состоит из следующих операций: подготовки поверхностей деталей, покрытия спаиваемых поверхностей флюсом, лужения поверхностей, пайки (рис. 4.6.3.) [45, 67, 69].
Согласно методикам [57, 59] количество загрязняющих веществ, выделяющееся при пайке и лужении можно определить по формулам (4.6.1. – 4.6.4).
Выделение аэрозолей свинца и олова при пайке и лужении (  , т/год):
, т/год):
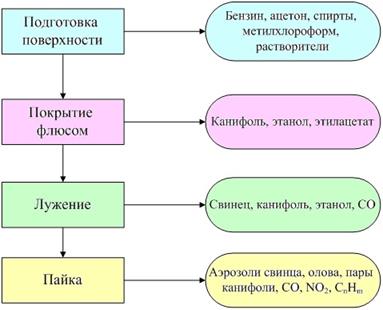
Рис.4.6.3. Технологический процесс пайки и выделяющиеся вредные вещества.
 , (4.6.1.)
, (4.6.1.)
где  – удельный показатель выделения аэрозолей свинца и олова при пайке свинцово-оловянными припоями для одного рабочего места, г/ч;
– удельный показатель выделения аэрозолей свинца и олова при пайке свинцово-оловянными припоями для одного рабочего места, г/ч;  – фонд времени работы оборудования (1 смена – 2070 часов/год, 2 смены – 4140 час/год, 3 смены – 6210 час/год), час/год.
– фонд времени работы оборудования (1 смена – 2070 часов/год, 2 смены – 4140 час/год, 3 смены – 6210 час/год), час/год.
Выделение паров канифоли при пайке (  , т/год):
, т/год):
 , (4.6.2.)
, (4.6.2.)
где  – расход канифоли за год, т/год;
– расход канифоли за год, т/год;  – количество паров канифоли, образующихся при пайке из канифольного флюса, в относительных единицах (
– количество паров канифоли, образующихся при пайке из канифольного флюса, в относительных единицах (  ).
).
Пайка металлов и сплавов бензиновыми горелками сопровождается выделением оксида углерода, углеводородов, двуокиси азота, образующихся при сжигании бензина огнем.
В процессе сгорания 1 т бензина любой марки в пламени горелок образуется 60 % окиси углерода, 10 % углеводородов, 4% двуокиси азота, 26 % - пары бензина.
Количество вредных веществ, образующееся при сжигании бензина во время пайки бензиновыми горелками (  , т/год) можно определить по формуле:
, т/год) можно определить по формуле:
 , (4.6.3.)
, (4.6.3.)
где  – расход бензина за год, т/год;
– расход бензина за год, т/год;  – количество вредного вещества, образующегося при сгорании 1 т бензина в горелках, %.
– количество вредного вещества, образующегося при сгорании 1 т бензина в горелках, %.
Количество вредных летучих веществ (  , т/год), поступающих в атмосферу, при подготовке поверхности может быть также определено по формуле (1.25), но в этом случае – расход моющих (зачищающих) материалов за год, т/год; – удельный показатель выхода газообразной фазы используемого материала (
, т/год), поступающих в атмосферу, при подготовке поверхности может быть также определено по формуле (1.25), но в этом случае – расход моющих (зачищающих) материалов за год, т/год; – удельный показатель выхода газообразной фазы используемого материала (  для бензина, спирта и ацетона, для растворителей определяется по методикам [70, 71]).
для бензина, спирта и ацетона, для растворителей определяется по методикам [70, 71]).
При покрытии поверхности флюсом количество вредных веществ (  , т/год) рассчитывается по формуле:
, т/год) рассчитывается по формуле:
 , (4.6.4.)
, (4.6.4.)
где  – удельный выброс вещества от единицы оборудования с зеркала ванны,
– удельный выброс вещества от единицы оборудования с зеркала ванны,  ;
;  – площадь зеркала ванны, м2.
– площадь зеркала ванны, м2.
Гальванический цех
Летательные аппараты эксплуатируются в различных условиях, поэтому необходимо создавать надёжную защиту от воздействия на них влаги атмосферного воздуха, распыленной морокой воды, а также от находящихся в воздухе промышленных загрязнений. Для этого на поверхности деталей образуют защитные покрытия. В авиационных конструкциях широко применяются защитные металлические покрытия цинком, кадмием, хромом и некоторыми другими металлами.
Кадмирование применяется для защиты от коррозии стальных деталей, работающих при температурах до 250оС. Детали, работающие в топливе и синтетических маслах, кадмированию не подлежат. Кадмиевые покрытия отличаются большой стойкостью во влажных средах, большой пластичностью и меньше наводороживают покрытие. Однако кадмий – дорогой и дефицитный металл, а кроме того высокотоксичный, поэтому кадмирование применяют в тех случаях, когда нельзя применить цинкование, а именно:
- для деталей, работающих в морской воде и влажном климате;
- для болтов диаметром 10 мм и более;
- для пружин из стали 30ХГСА, требующих покрытия высокой пластичности;
- для глубоко профилированных деталей.
Цинкованию подвергаются стальные детали, работающие при температуре до 300оС, а также детали, работающие в топливе. Цинковые покрытия защищают от коррозии:
- детали машин, крепежа, стальные листы, проволоку, работающие в наружной атмосфере, а также при условии загрязнения атмосферы сернистым газом;
- защита изделий из чёрного металла, соприкасающихся с бензином, маслами (бензобаки, бензино- и маслопроводы и т.п.);
- а также защита изделий из чёрного металла, соприкасающихся с пресной водой.
Хромовое покрытие обладает высокой износостойкостью, жаростойкостью и низким коэффициентом трения. Поэтому покрытие эффективно работает на трение и хорошо выдерживает равномерно распределённую нагрузку. Но при этом следует учитывать, что хром, как и кадмий, является высокотоксичным металлом.
При производстве летательных аппаратов широко используются алюминиевые сплавы. Их защищают от коррозии посредством анодного оксидирования. Наиболее широкое распространение получили два метода анодного оксидирования деталей из алюминиевых сплавов: сернокислотный и хромовокислотный.
Хромовый ангидрид, применяемый при хромовокислотном оксидировании, является более дефицитным и дорогостоящим химикатом, чем серная кислота, он вредно действует на здоровье обслуживающего персонала и требует соблюдения специальных мер предосторожности.
В таблице 4.7.1. представлена область применения различных гальванических покрытий при производстве авиационной продукции [72, 73].
Таблица 4.7.1.
Вид специального покрытия
Лакокрасочный цех
Лакокрасочные материалы (ЛКМ) – многокомпонентная система, которая наносится в жидком или порошкообразном состоянии на предварительно подготовленную поверхность и после высыхания (затвердевания) образует прочную, хорошо сцепленную с основанием пленку. Получившуюся пленку называют лакокрасочным покрытием. ЛКМ применяются для защиты металлических, а также других видов изделий от влияния внешних вредных факторов (влага, газы, воздух и т.д.), придания поверхности декоративных свойств.
В зависимости от назначения и состава лакокрасочные материалы (ЛКМ) принято делить на: лаки, краски, эмали, грунтовки, шпаклевки.
Лаки – это растворы пленкообразующих веществ в растворителях (или воде), которые после высыхания образуют однородное, твердое, прозрачное (кроме битумного лака) покрытие. Их состав не содержит пигменты и наполнители.
Краски – суспензии пигментов в пленкообразующих веществах, которые после высыхания образуют непрозрачное однородное покрытие.
Эмаль – суспензия пигментов, наполнителей в лаке, которая после высыхания образует непрозрачное, твердое покрытие различной структуры и блеска.
Грунтовка – суспензия пигментов с наполнителями в пленкообразующем веществе, которая после высыхания образует однородную непрозрачную пленку.
Шпаклевка – смесь наполнителей, пигментов и пленкообразующих веществ, пастообразная вязкая масса, предназначена для заполнения дефектов поверхности, придания ей равномерной фактуры.
Применяемые ЛКМ
Технологический процесс нанесения лакокрасочных покрытий и выделяющиеся вредные вещества представлены на рисунке 4.8.2. [71].


Рис. 4.8.2.. Технологический процесс нанесения ЛКМ и выделяющиеся вредные вещества.
Количество образующегося аэрозоля краски зависит от способа окраски (рис.4.8.3.) [28].
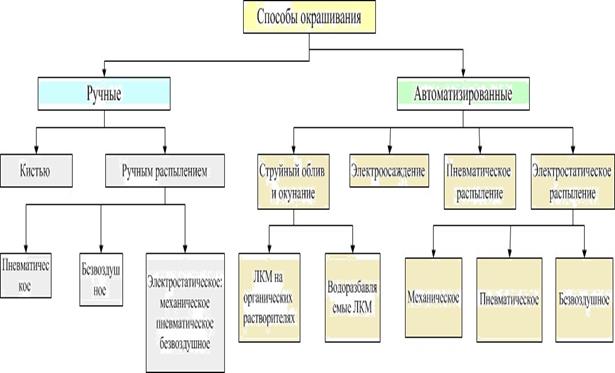
Рис.4.8.3.Схема классификации способов окрашивания, применяющихся в промышленности.
Основные вредные и опасные производственные факторы, характерные для процесса окраски изделий, обусловлены применением токсичных лакокрасочных материалов, образованием в воздухе рабочей зоны лакокрасочных аэрозолей и выделением паров растворителей при подготовке красок, нанесении и сушке покрытий [19].
В методике [71] представлены формулы для расчёта массы загрязняющих веществ при нанесении лакокрасочных покрытий (ЛКМ).
Количество аэрозоля краски (  ; кг), выделяющегося при нанесении ЛКМ на поверхность изделия (детали), определяется по формуле:
; кг), выделяющегося при нанесении ЛКМ на поверхность изделия (детали), определяется по формуле:
 , (4.8.1.)
, (4.8.1.)
где  – масса краски, используемой для покрытия, кг;
– масса краски, используемой для покрытия, кг;  – доля краски, потерянной в виде аэрозоля, %.
– доля краски, потерянной в виде аэрозоля, %.
Количество летучей части (  ,кг) каждого компонента рассчитывается по формуле:
,кг) каждого компонента рассчитывается по формуле:
 , (4.8.2.)
, (4.8.2.)
где  – доля летучей части (растворителя) в ЛКМ, %;
– доля летучей части (растворителя) в ЛКМ, %;  – доля растворителя в ЛКМ, выделившегося при нанесении покрытия, %.
– доля растворителя в ЛКМ, выделившегося при нанесении покрытия, %.
Количество паров компонентов ЛКМ, выделяющихся при сушке:
 , (4.8.3.)
, (4.8.3.)
где  – доля растворителя в ЛКМ, выделившаяся при сушке покрытия, %.
– доля растворителя в ЛКМ, выделившаяся при сушке покрытия, %.
При расчетах следует принимать во внимание тог факт, что в местные отсосы поступает 97 - 98 % вредных веществ, остальная её часть через неплотности укрытий трубопроводов и проемов поступает в производственные помещения.
Литература
1. Метечко Л.Б. Экология для инженерно-экономических и технических вузов. Учебное пособие. – Саарбрюкен, Германия, Lap Lambert Academic Publishing, 2013. – 520 с.
2. Л.Б.Метечко, А.Е.Сорокин, А.И.Тихонов, С.В.Новиков. Эпоха трех «Э» и возможные тенденции развития/ Московский экономический журнал. №4/ 2017. http://qje.su/rekreacia-i-turizm/moskovskij-ekonomicheskij-zhurnal-4-2017-93/
3. Взаимодействие университетов и работодателей аэрокосмической отрасли. Эко-инноватика - необходимая компонента профессиональной компетентности будущего специалиста аэрокосмической отрасли Метечко Л.Б. раздел 4.3. коллективной монография/под редакцией Д.А.Козореза , А.Ю.Сидорова - М.: Изд-во МАИ, 2017.(С254 - 275)-348с.: илл
4. Метечко Л.Б., Сорокин А.Е., Новиков С.В., Введение в экологию аэрокосмической отрасли. Учебник.-/Калуга: Издательство «Эйдас», 2016. - 320с.
5. ГОСТ Р 55094-2012 Ресурсосбережение. Обращение с отходами. Принципы классификации и характеристики опасных отходов, подлежащих трансграничному перемещению. Электронный текст документа подготовлен ЗАО "Кодекс" и сверен по:
официальное издание М.: Стандартинформ, 2014. – Режим доступа http://docs.cntd.ru/document/1200103185
6. Метечко Л.Б., Тихонов А.И., Сорокин А.Е., Новиков С.В. Влияние экологических нормативов на развитие авиационного двигателестроения. //Труды МАИ. 2016. № 85.С.9-19.
7. Метечко Л.Б., Сорокин А.Е. Гармонизация эколого-экономических показателей на рынках продукции высоких технологий. //Экономика и управление в машиностроении. 2016. №4, №5 С.79-85.
8. Метечко Л.Б., Сорокин А.Е. Кластерная стратегия экоинновационного развития машиностроительной отрасли//Научно-технический журнал СТИН №10, М, 2017.С.27-31
9. Голов Р.С., МетечкоЛ.Б., Мыльник А.Е., Сорокин А.Е. Экологическая инноватика - современный подход к решению глобальной проблемы человечества//Экономика и управление в машиностроении. 2016. №6. С.22-29.
10. Указ Президента Российской Федерации от 10.08.2012 №1157 [Электронный ресурс]. – Режим доступа http://base.consultant.ru/cons/cgi/online.cgi?req=doc;base=LAW;n=133951 (дата обращения 11.07.2014)
11. Проект федерального закона «О промышленной политике в Российской Федерации» [Электронный ресурс]. – Режим доступа
http://www.consultant.ru/law/hotdocs/29251.html (дата обращения 11.07.2014)
12. И. Калиновский «Промышленности предпишут «зелёные» стандарты» / «Expert Online» 09 июля 2014 [Электронный ресурс]. – Режим доступа http://expert.ru/2014/07/9/promyishlennosti-predpishut-zelenyie-standartyi/ (дата обращения 11.07.2014)
13. Федеральная служба государственной статистики [Электронный ресурс]. – Режим доступа http://www.gks.ru/wps/wcm/connect/rosstat_main/rosstat/ru/statistics/accounts/# (дата обращения 11.07.2014)
14. Кисельников Е.А. «Статистика машиностроения: основные показатели эффективности функционирования (часть 1)» / «Основы экономики, управления и права» №2(8), 2013.
15. Машиностроение: нелогичный рост/ «Рейтинговое агентство «РИА Рейтинг» [Электронный ресурс]. – Режим доступа
http://riarating.ru/corporate_sector_study/20140611/610620448.html (дата обращения 11.07.2014)
16. Государственный доклад «О состоянии и об охране окружающей среды Российской Федерации в 2012 году» [Электронный ресурс]. – Режим доступа
http://www.mnr.gov.ru/regulatory/detail.php?ID=132221 (дата обращения 22.07.2014)
17. Доклад о состоянии окружающей среды в городе Москве в 2007 году [Электронный ресурс]. – Режим доступа http://www.mosecom.ru/reports/(дата обращения 22.07.2014)
18. Доклад Министерства здравоохранения и социального развития Российской Федерации «О реализации государственной политики в области условий и охраны труда в Российской Федерации в 2008 году» – М.: 2009. – 59 с.
19. Доклад Министерства труда и социальной защиты Российской Федерации «О реализации государственной политики в области условий и охраны труда в Российской Федерации в 2012 году» [Электронный ресурс]. – Режим доступа http://www.rosmintrud.ru/docs/mintrud/salary/9 (дата обращения 22.07.2014)
20. Гарнов А.П., Краснобаева О.В. Общие вопросы эффективного природопользования: Монография – М.: ИНФРА-М, 2014. –214 с.
21. Вострикова С.М. Расчёт социально-экономического ущерба от загрязнения окружающей среды гальваническим производством// Труды МАИ: электронный журнал 25.12.2009. URL: www.mai.ru/science/trudy/ (дата обращения 25.07.2014)
22. Вострикова С.М. Разработка иерархической системы показателей безопасности гальванического производства// Вестник МАИ – 2008. – т.15. – .№6. – С. 161 – 168.
23. Кудрявцева Н.С., Вострикова С.М. Теоретические основы организации безопасного гальванического производства на предприятиях авиационной промышленности// Организатор производства – 2010. –№3(46). – с. 25 – 30.
24. Кудрявцева Н.С., Вострикова С.М. Моделирование экономического механизма организации экологически безопасного гальванического производства на предприятиях авиапромышленного комплекса// Организатор производства – 2011. –№3(46). – с. 103 – 107.
25. Морозов Г.И., Кудрявцева Н.С., Вострикова С.М. Проблемы теории безопасности технологических процессов в аэрокосмических системах». – М.: изд-во МАИ, 2013. – 212 с.
26. Виноградов С.С. Экологически безопасное гальваническое производство. – 3е изд. – М.: Глобус , 2002. – 351 с.
27. Дайнов М.И., Метечко Л.Б., Толоконникова В.В. Расчёт величины выбросов загрязняющих веществ в окружающую природную среду при нанесении лакокрасочных покрытий: Учебное пособие. – М.: Издательство «Доброе слово», 2012. – 44с.
28. Безопасность производственных процессов: Справочник/ под общей редакцией С.В. Белова. – М.: Машиностроение, 1985. – 448с.
29. Руководство P 2.2.2006 – 05 «Руководство по гигиенической оценке факторов рабочей среды и трудового процесса. Критерии
и классификация условий труда» [Электронный ресурс]. – Режим доступа http://ohranatruda.ru/ot_biblio/ot/276/ (дата обращения 04.01.2013)
30. Приказ Минздравсоцразвития РФ от 12.04.2011 N 302н "Об утверждении перечней вредных и (или) опасных производственных факторов и работ, при выполнении которых проводятся обязательные предварительные и периодические медицинские осмотры (обследования), и Порядка проведения обязательных предварительных и периодических медицинских осмотров (обследований) работников, занятых на тяжелых работах и на работах с вредными и (или) опасными условиями труда" [Электронный ресурс]. – Режим доступа http://ohranatruda.ru/ot_biblio/ot/146938/ (дата обращения 04.01.2013)
31. http://www.esi-russia.ru/content/lite-v-aviacionnoy-promyshlennosti
32. Александров В.Г., Базанов Б.И. Справочник по авиационным материалам и технологии их применения. – М.: Транспорт, 1979. – 263с.
33. ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия. [Электронный ресурс]. – Режим доступа http://www.gosthelp.ru/text/GOST158393Splavyalyuminie.html (дата обращения 19.11.2015).
34. Маслеева О.В., Воеводин А.Г., Пачурин Г.В. Тепловое загрязнение окружающей среды объектами малой энергетики.// Международный журнал фундаментальных и прикладных исследований – 2014. – №5. – с.26 – 30.
35. http://www.mtomd.info/
36. http://delta-grup.ru/bibliot/
37. Конспект лекций по дисциплине «Специальные методы литья» / Авт. Зборщик А.М. – Донецк: ГВУЗ «ДонНТУ», 2007. – 158 с.
38. http://www.uzcm.ru/spravka/tech/earth/index.php
39. http://www.makuha.ru/remeslo/003-metall.htm
40. http://aitcom.ru/texnologiya-litya-v-peschanyie-formyi
41. http://www.stroitelstvo-new.ru/liteynoe-proizvodstvo/formovka-s-ispolzovaniem-zhidkostekolnyh-smesey.shtml
42. Шуляк В.С. Литьё по газифицируемым моделям. – СПб: НПО «Профессионал», 2007. – 408с.
43. Удельные показатели выбросов загрязняющих веществ в атмосферу для ремонтно- обслуживающих предприятий и машиностроительных заводов Агропромышленного комплекса. Издание второе, переработанное. Ростов-на-Дону, ЗАО «Институт Проектпромвентиляция», 2007.
44. Расчетная инструкция (методика) “Удельные показатели образования вредных веществ, выделяющихся в атмосферу от основных видов технологического оборудования для предприятий радиоэлектронного комплекса”. СПб., ООО «ЭВИОН», 2008 г.
45. http://elsvarkin.ru/obrabotka-metalla/osnovy-obrabotki-metallov-davleniem/
46. http://www.kumz.ru/produkcii/katalog/pg1/rz5/27/
47. Охрименко Я.М. Технология кузнечно-штамповочного производства. М.: Машиностроение, 1966. – 601с.
48. Инженерный справочник. Таблица DPVA.info: сайт – URL http://www.dpva.info/Guide/GuidePhysics/GuidePhysicsHeatAndTemperature/ComnustionEnergy/FuelsHigherCaloricValues/ (дата обращения 26.01.2016).
49. Розанов В.С., Рязанов А.В. Обеспечение оптимальных параметров воздушной среды в рабочей зоне: Учебное пособие/ МИРЭА. – М., 2011 – 48с.
ОГЛАВЛЕНИЕ
| ВВЕДЕНИЕ ……………………………………………………… | 3 | |
| 1. | Машиностроительные производства и их воздействие на окружающую среду………………………………………………. | 4 |
| 2. | Геотехнические системы…………………………………………………………… | 18 |
| 3. | Основные вредные факторы главных производств авиационного предприятия ……………………………………… | 28 |
| 4. | Загрязнение вредными веществами атмосферного воздуха основными цехами авиационного предприятия………………… | 28 |
| 4.1. Литейный цех………………………………………………… 4.2.Кузнечно-прессовый цех……………………………………… 4.3.Термический цех………………………………………………. 4.4.Механический цех обработки металла……………………… 4.5.Цеха и участки сварки и резки металлов…………………… 4.6. Цеха и участи пайки и лужения…………………………….. 4.7. Гальванический цех………………………………………….. 4.8. Лакокрасочный цех…………………………………………… | ||
| ЛИТЕРАТУРА ……………………………………………………….. | ||
| ОГЛАВЛЕНИЕ ……………………………………………………… | ||
[1]Стехиометрическое уравнение — уравнение, показывающее количественные соотношения реагентов и продуктов химической реакции. Простейший пример такого уравнения — это уравнение горения водорода: 2Н2 + O2 → 2Н2O. Общий вид стехиометрического уравнения химической реакции таков:  где натуральные числа
где натуральные числа  и
и  называются стехиометрическими коэффициентами. Стехиометрическому уравнению подчиняются приращения количеств реагентов и продуктов, и на его основе определяется материальный баланс веществ при химических превращениях. Количества веществ принято измерять в молях.
называются стехиометрическими коэффициентами. Стехиометрическому уравнению подчиняются приращения количеств реагентов и продуктов, и на его основе определяется материальный баланс веществ при химических превращениях. Количества веществ принято измерять в молях.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ
(национальный исследовательский университет)» (МАИ)
Л.Б. Метечко, С.М.Вострикова, А.Е. Сорокин
Прикладные экологические расчеты
Учебное пособие
Часть первая
Москва
Издательство МАИ
2018
УДК: 614.7:657.28.001.2(075.8)
Рецензенты: ______________ -
______________ -
Прикладные экологические расчеты: Учебное пособие/ С.М. Вострикова, Л.Б.Метечко, А.Е. Сорокин – М.:–МАИ, 2018. –96 с.
Учебное пособие предназначено занятий по дисциплине «Прикладные экологические расчеты» для обучающихся по направлению 05.03.06 "Экология и природопользование" по всем профилям подготовки в соответствии с программами для высших учебных заведений. В учебном пособие рассмотрены понятия отходов производства и потребления и их классификация. Определены взаимодействия геотехнических систем с окружающей средой. Даны краткие характеристики основных производств авиастроения, виды загрязняющих веществ выделяемых ими в окружающую среду и расчетные формулы для определения их количества в процессе производства.
© Московский авиационный институт
(национально исследовательский университет).
© Л.Б.Метечко, С.М.Востриковва, А.Е. Сорокин 2018 г.
ВВЕДЕНИЕ
Машиностроительные производства аэрокосмической отрасли находящейся в авангарде современного промышленного производства обладают повышенной экологической опасностью.
При изучении предмета экология мы анализировали взаимодействие человеческого общества с природой и могли сделать однозначный вывод о том, что эти отношения далеки от гармонии и требуют разумного преобразования.[1]
Такими преобразованиями являются разнообразные механизмы в области экологического законодательства, экологического нормирования, экономического регулирования производственной деятельностью, при котором было бы невыгодно развивать и содержать производства выделяющие загрязняющие вещества больше законодательно определенной нормы загрязнений.
У человечества нет другой альтернативы как при одновременно развивающемся промышленном производстве активно внедрять адекватные методы снижения загрязнений и энерго- и материало- емкости современных производственных процессов.[2]
В решении поставленных задач важную роль играют прикладные экологические расчеты. Именно прикладные экологические расчеты позволяют определить объем и состав выделяющихся загрязняющих веществ при различных производственных процессах разнообразных машиностроительных производств аэрокосмической отрасли и привить студентам авиационного института практические навыки экологически обоснованной профессиональной деятельности.
Прикладные экологические расчеты позволяют применить различные механизмы экономического регулирования экологического сопровождения производственной деятельности.[3]
Экономическое управление проблемами экологической безопасности общества относится к области экологического менеджмента, который совместно с государственным регулированием позволяет решать проблемы обеспечения экологической безопасности общества.
Дата: 2019-04-23, просмотров: 547.