Электрофизические и электрохимические (ЭФЭХ) методы предназначены для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов. При ЭФЭХ методах обработки механические нагрузки либо отсутствуют, либо настолько малы, что практически не влияют на суммарную погрешность точности обработки. Эти методы позволяют изменить форму обрабатываемой поверхности заготовки, а также влияют на состояние поверхностного слоя. Так, например, в некоторых случаях наклеп обработанной поверхности не образуется, а дефектный слой незначителен, удаляются прижоги поверхности, полученные при шлифовании, повышаются износные, коррозионные, прочностные и другие эксплуатационные характеристики поверхности деталей.
Кинематика формообразования поверхностей деталей ЭФЭХ методами обработки, как правило, проста, что обеспечивает точное регулирование процессов и их автоматизацию. ЭФЭХ методы обработки являются универсальными и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности. На обрабатываемость заготовок ЭФЭХ методами обработки (за исключением ультразвукового и некоторых других методов) не влияют твердость и вязкость материала обрабатываемой заготовки.
4.1 ЭЛЕКТРОЭРОЗИОННЫЕ МЕТОДЫ
Электроэрозионные методы обработки основаны на явлении эрозии (разрушении) электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока. Разряд между электродами происходит в газовой среде или при заполнении межэлектродного промежутка диэлектрической жидкостью – керосином, минеральным маслом и т.д. В жидкой среде процесс эрозии идет более интенсивно. При наличии разности потенциалов на электродах происходит ионизация межэлектродного пространства. Когда разность потенциалов достигает определенной величины, в среде между электродами образуется канал проводимости, по которому устремляется электрическая энергия в виде импульсного искрового или дугового разряда. При высокой концентрации энергии, реализуемой во времени за 10-5 – 10-8 с, мгновенная плотность тока в канале проводимости достигает 8000 – 10 000 А/мм2, в результате чего температура на поверхности обрабатываемой заготовки-электрода возрастает до 10 000 – 12 000°С. При этой температуре происходит мгновенное оплавление и испарение элементарного объема металла, и на обрабатываемой поверхности образуется лунка.
 Следующий импульс тока пробивает межэлектродный промежуток там, где расстояние между электродами наименьшее. Процесс эрозии продолжается до тех пор, пока не будет удален весь металл, расположенный между электродами на расстоянии, при котором возможен электрический пробой при заданном напряжении импульса. Для продолжения процесса необходимо сблизить электроды.
Следующий импульс тока пробивает межэлектродный промежуток там, где расстояние между электродами наименьшее. Процесс эрозии продолжается до тех пор, пока не будет удален весь металл, расположенный между электродами на расстоянии, при котором возможен электрический пробой при заданном напряжении импульса. Для продолжения процесса необходимо сблизить электроды.
Кроме теплового воздействия при электроэрозионных процессах обработки на материал электрода-заготовки действуют электродинамические и электростатические силы, а также давление жидкости вследствие кавитации, сопровождающей процесс импульсных разрядов. Совокупность силовых и тепловых факторов приводит к разрушению металла и формообразованию поверхности обрабатываемой заготовки-электрода. К электроэрозионному методу относят электроискровую, электроимпульсную, высокочастотную электроискровую и электроконтактную обработку.
4.1.1 Электроискровая обработка
Основана на использовании импульсного искрового разряда между двумя электродами, один из которых является обрабатываемой заготовкой (анод), а другой – инструментом (катод). В качестве источников импульсов используют электронные, тиратронные, ламповые и транзисторные генераторы. В зависимости от величины энергии, реализуемой в импульсе, режим обработки делят на жесткий или средний – для предварительной обработки и мягкий или особо мягкий – для отделочной обработки. Мягкий режим обработки позволяет получать размеры с точностью до 0,002 мм при шероховатости поверхности R а = 0,63…0,16 мкм.
Обработку (рис. 4.1) ведут в ваннах, заполненных диэлектрической жидкостью. Жидкость исключает нагрев электродов (инструмента и заготовки), охлаждает продукты разрушения, уменьшает величину боковых разрядов между инструментом и заготовкой, что повышает точность обработки. Для обеспечения непрерывности процесса обработки необходимо, чтобы величина зазора между электродом-инструментом и заготовкой была постоянной. Для этого электроискровые станки снабжают следящей системой и механизмом автоматической подачи инструмента. Величина подачи зависит от режима обработки.
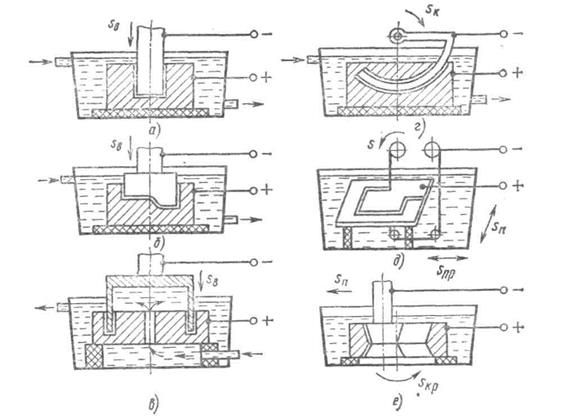
Рисунок 4.1 – Схемы электроискровой обработки:
а – сквозных отверстий любой формы поперечного сечения; б – глухих» отверстий и полости; в – фасонных отверстий и полости по способу трепанации; г – отверстий с криволинейными осями; д – вырезание заготовок из листа; е – плоским, круглым и внутренним шлифованием
Электроискровой метод используют для обработки заготовок из всех токопроводящих материалов. Наиболее целесообразно обрабатывать заготовки из твердых сплавов, тантала, вольфрама, молибдена, труднообрабатываемых металлов и их сплавов. Электроискровую обработку широко применяют для изготовления штампов, пресс-форм, фильер, режущего инструмента, деталей двигателей внутреннего сгорания, сеток и т.д.
4.1.2 Электроимпульсная обработка
При этом методе обработки используют электрические импульсы большой длительности (500 – 10 000 мкс), в результате чего происходит дуговой разряд. Большие мощности импульсов, получаемых от электронных генераторов, обеспечивают высокую производительность процесса обработки. Применение генераторов и графитовых электродов, а также обработки при обратной полярности позволило уменьшить разрушение электродов.
Электроимпульсную обработку наиболее целесообразно применять при предварительной обработке штампов, турбинных лопаток, твердосплавных деталей, фасонных отверстий в деталях из нержавеющих и жаропрочных сплавов и т.д. В станках для электроэрозионной обработки широко используют различные системы программного управления, особенно в тех случаях, когда для обработки заготовки необходимо иметь две или более подач (рис. 4.1,д). В электроэрозионных станках для проволочной резки используют непрерывно разматывающийся проволочный электрод-инструмент, который приводится в движение специальным устройством и вырезает контуры деталей или отверстий в деталях по программе, записанной на перфоленте.
Высокоточная конструкция станков с чувствительными сервосистемами позволяет изготовлять детали сложной геометрической формы с высокой точностью. Приборы автоматического переключения на разные подачу и глубину резания, управляемые системой ПУ, обеспечивают оптимальное использование электроэрозионных станков, так как в зависимости от хода процесса обработки режим работы согласуется с технологическими требованиями к деталям. Применяемые адаптивные системы ПУ позволяют своевременно определять отклонения в ходе обработки и устранять их. Изменения параметров процесса обработки вносятся в устройства, формирующие сигнал коррекции. Использование программного управления перемещениями заготовки относительно инструмента (sпр, sп, sв ) позволяет с помощью простых электродов изготовлять детали сложных геометрических форм, в частности полости штампов.
4.1.3 Электроконтактная обработка
Основана на локальном нагреве заготовки в месте ее контакта с электродом-инструментом и удалении размягченного или даже расплавленного металла из зоны обработки механическим способом относительным движением заготовки и инструмента. Источником образования теплоты в зоне обработки являются импульсные дуговые разряды. Электроконтактную обработку (ЭКО) оплавлением рекомендуют для обработки крупных деталей машин из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов.
ЭКО применяют при зачистке отливок от заливов, отрезке литниковых систем и прибылей, зачистке проката из спецсплавов, черновом круглом наружном, внутреннем и плоском шлифовании корпусных деталей машин из труднообрабатываемых сплавов, шлифовании заготовок из труднообрабатываемых сплавов (рис. 4.2), шлифовании с одновременной поверхностной закалкой деталей из углеродистых сталей, при обработке металлических конструкций, прошивании отверстий и др. Метод электроконтактной обработки не обеспечивает высокой точности и качества поверхности, но дает высокую производительность съема металла вследствие использования больших электрических мощностей,
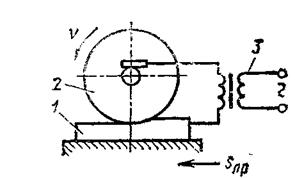
Рисунок 4.2 – Схема электроконтактной обработки плоской поверхности:
1 – обрабатываемая заготовка; 2 - инструмент-электрод; 3 – трансформатор
4.2 ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ
Электрохимические методы обработки основаны на явлении анодного растворения, происходящего при электролизе. При прохождении постоянного электрического тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющейся анодом, происходят химические реакции, и поверхностный слой металла превращается в химические соединения. Продукты электролиза переходят в раствор или удаляются механическим способом. Производительность процессов электрохимической обработки зависит главным образом от электрохимических свойств электролита, обрабатываемого токопроводящего материала и плотности тока.
4.2.1 Электрохимическое полирование
При этом методе обработку ведут в ванне, заполненной электролитом. В зависимости от материала обрабатываемой заготовки электролитом служат растворы кислот или щелочей. Обрабатываемую заготовку подключают к аноду, вторым электродом-катодом служит металлическая пластина из свинца, меди, стали и т.п. Для интенсификации процесса обработки электролит подогревают до температуры 40 – 80°С. При подаче напряжения на электроды начинается процесс растворения материала заготовки – анода. Растворение происходит главным образом на выступах микронеровностей поверхности вследствие более высокой плотности тока на их вершинах. Кроме того, впадины между микровыступами заполняются продуктами растворения: окислами или солями, имеющими пониженную проводимость. В результате избирательного растворения, т.е. растворения выступов, происходит сглаживание микронеровностей обрабатываемой поверхности, и поверхность приобретает металлический блеск. Электрополирование улучшает физико-механические характеристики деталей, так как уменьшается величина микротрещин. Обработанные поверхности не имеют деформированного поверхностного слоя, отсутствуют наклеп и термические изменения структуры, повышается коррозионная стойкость. Электрополирование применяют для получения поверхностей деталей под гальванические покрытия, доводки рабочих поверхностей режущего инструмента, изготовления тонких лент и фольги, очистки и декоративной отделки поверхностей деталей.
4.2.2 Электрохимическая размерная обработка
Особенностью этого способа является то, что обработка происходит в струе электролита, прокачиваемого под давлением через межэлектродный промежуток, образуемый обрабатываемой заготовкой – анодом и инструментом – катодом (рис. 4.3).
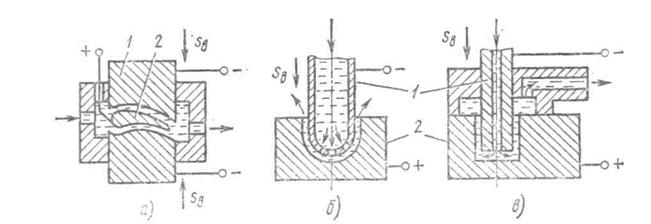
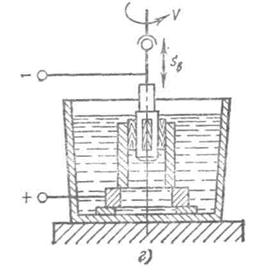
Рисунок 4.3 – Схемы электрохимической размерной обработки заготовок:
а - турбинной лопатки; б - штампа; в - со сквозными цилиндрическими отверстиями; г -цилиндра; 1 - инструмент-электрод; 2 - заготовка
Струя свежего электролита, непрерывно подаваемого в межэлектродный промежуток, растворяет образующиеся на аноде-заготовке продукты анодного растворения (соли) и удаляет их из зоны обработки. При этом способе одновременно обрабатывается вся поверхность заготовки, находящаяся под активным воздействием катода, что обеспечивает высокую производительность процесса. Участки заготовки, не требующие обработки, изолируют. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование поверхности происходит по методу отражения (копирования), при котором отсутствует износ инструмента, так как таковым является струя электролита.
Для повышения точности обработанной поверхности заготовки применяют импульсное рабочее напряжение. Точность обработки значительно повышается вследствие уменьшения рабочего зазора между заготовкой и инструментом. Для контроля величины зазора в станках для электрохимической обработки используют высокочувствительные элементы, встраиваемые в следящую систему. Этот способ рекомендуют для обработки заготовок из высокопрочных сплавов, карбидных и других труднообрабатываемых материалов. При обработке отсутствует давление инструмента на заготовку и силы резания, что позволяет обрабатывать нежесткие тонкостенные детали, обеспечивая высокие точность и качество обработанной поверхности.
4.2.3 Электроабразивная и электроалмазная обработка
Их особенность состоит в том, что инструментом-электродом является шлифовальный круг, выполненный из абразивного материала на электропроводящей связке (бакелитовая связка с графитовым наполнителем). Между анодом – заготовкой и катодом – шлифовальным кругом имеется межэлектродный зазор вследствие наличия зерен, выступающих из связки. В зазор подается электролит. Продукты анодного растворения материала заготовки удаляются абразивными зернами, для чего шлифовальный круг имеет вращательное движение, а заготовка – движения подачи, т.е. движения, соответствующие процессу механического шлифования.
Введение в зону резания ультразвука повышает производительность электрохимического абразивного и алмазного шлифования в 2 – 2,5 раза при одновременном значительном улучшении качества обработанной поверхности. Электроабразивные и электроалмазные способы обработки применяют для отделочной обработки заготовок из труднообрабатываемых материалов, а также нежестких заготовок, так как силы резания здесь незначительны. Кроме того, при этих способах обработки прижоги обрабатываемой поверхности практически полностью исключены.
Отделочную обработку поверхностей заготовок можно проводить электрохимическим хонингованием (рис. 4.3,г). Кинематика процесса идентична хонингованию абразивными головками. Отличие состоит в том, что обрабатываемая заготовка устанавливается в ванне, заполненной электролитом, и подключается к аноду. Хонинговальная головка подключается к катоду. Вместо абразивных брусков в головке установлены деревянные или пластмассовые бруски. Продукты анодного растворения удаляются с обрабатываемой поверхности заготовки брусками при вращательном и возвратно-поступательном движениях хонинговальной головки. Чтобы продукты анодного растворения удалялись более активно, в электролит добавляют абразивные материалы. После того как удаление припуска с обрабатываемой поверхности закончено, осуществляется процесс «выхаживания» поверхности при выключенном электрическом токе для полного удаления анодной пленки с обработанной поверхности. Электрохимическое хонингование обеспечивает более низкую шероховатость поверхности, чем хонингование абразивными брусками. Поверхность получает зеркальный блеск. Производительность электрохимического хонингования в 4 – 5 раз выше, чем производительность механического хонингования.
4.3 АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
Анодно-механическая обработка основана на сочетании электротермических и электромеханических процессов и занимает промежуточное место между электроэрозионными и электрохимическими методами. Обрабатываемую заготовку подключают к аноду, а инструмент – к катоду. В зависимости от характера обработки и вида обрабатываемой поверхности в качестве инструмента используют металлические диски, цилиндры, ленты, проволоку. Обработку ведут в среде электролита, которым чаще всего служит водный раствор жидкого натриевого стекла. Заготовке и инструменту задают такие же движения, как при обычных методах механической обработки резанием. Электролит льется в зону обработки через сопло.
При пропускании через раствор электролита постоянного электрического тока происходит процесс анодного растворения, присущий электрохимической обработке. При соприкосновении инструмента-катода с микронеровностями обрабатываемой поверхности заготовки – анода происходит процесс электроэрозии, присущий электроискровой обработке. Кроме того, при пропускании электрического тока происходит разогрев металла заготовки в точке контакта ее с инструментом, как это имеет место при электроконтактной обработке, и материал обрабатываемой заготовки размягчается. Продукты электроэрозии и анодного растворения удаляются из зоны обработки при относительных движениях инструмента и заготовки.
Анодно-механическим способом обрабатывают заготовки из всех токопроводящих материалов, высокопрочных и труднообрабатываемых металлов и сплавов, твердых сплавов, вязких материалов и пр. (рис. 4.4). В станках для анодно-механической обработки используют системы ЧПУ. От программы осуществляется управление скоростями движений заготовки и инструмента, поддерживается постоянство зазора в рабочем пространстве между ними, задаются параметры электрического режима при переходе с черновой обработки на чистовую.
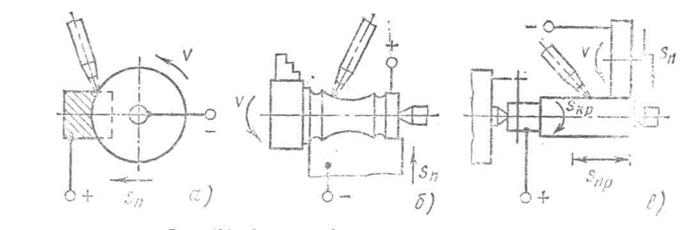
Рисунок 4.4 – Схемы анодно-механической обработки:
а – разрезание заготовок на части, прорезание пазов и щелей; б – точение поверхностей тел вращения; в – шлифование плоских поверхностей и поверхностей,
имеющих форму тел вращения
4.4 УЛЬТРАЗВУКОВАЯ ОБРАБОТКА
Ультразвуковая обработка (УЗО) материалов является разновидностью механической обработки. Она основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии служат ультразвуковые генераторы тока с частотой от 16 до 30 кГц. Инструмент получает колебания от ультразвукового преобразователя с сердечником из магнитострикционного материала. Эффектом магнитострикции обладают никель, железоникелевые сплавы (пермендюр), железоалюминиевые сплавы (альфер), ферриты и др.
В сердечнике из магнитострикционного материала при наличии электромагнитного поля домены разворачиваются в направлении магнитных силовых линий, что вызывает изменение размера поперечного сечения сердечника и его длины. В переменном магнитном поле частота изменения длины сердечника равна частоте колебаний тока. При совпадении частоты колебаний тока с собственной частотой колебаний сердечника наступает резонанс, и амплитуда колебаний торца сердечника достигает 2 – 5 мкм. Для увеличения амплитуды колебаний на сердечнике закрепляют резонансный волновод переменного поперечного сечения, что увеличивает амплитуду колебаний до 10 – 60 мкм. На волноводе закрепляют рабочий инструмент – пуансон. Под пуансоном – инструментом устанавливают заготовку и в зону обработки поливом или под давлением подают абразивную суспензию, состоящую из воды и абразивного материала. Из абразивных материалов используют карбид бора, карбид кремния, электрокорунд. Наибольшую производительность получают при использовании карбидов бора. Инструмент поджимают к заготовке с силой от 1 до 60 Н.
Процесс обработки заключается в том, что инструмент, колеблющийся с ультразвуковой частотой, ударяет по зернам абразива, лежащим на обрабатываемой поверхности, которые скалывают частицы материала заготовки (рис. 4.5).
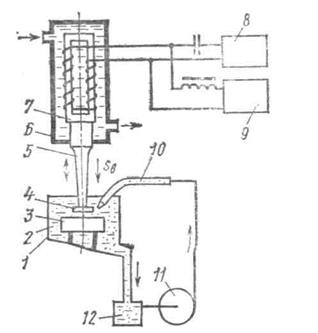
Рисунок 4.5 – Принципиальная схема ультразвукового станка
Заготовку 3 помещают в ванну 1 под инструментом – пуансоном 4. Инструмент установлен на волноводе 5, который закреплен в магнитострикционном сердечнике 7, смонтированном в кожухе о, сквозь который прокачивают воду для охлаждения сердечника. Для возбуждения колебаний сердечника магнитострикционного преобразователя служит генератор 8 ультразвуковой частоты и источник постоянного тока 9. Абразивную суспензию 2 подают под давлением по патрубку 10 насосом 11, забирающим суспензию из резервуара 12. Прокачивание суспензии насосом исключает оседание абразивного порошка на дне ванны и обеспечивает подачу в зону обработки абразивного материала.
Ультразвуковым методом (рис. 4.6) обрабатывают заготовки из хрупких твердых материалов: стекла, керамики, ферритов, кремния, кварца, драгоценных минералов, в том числе алмазов.
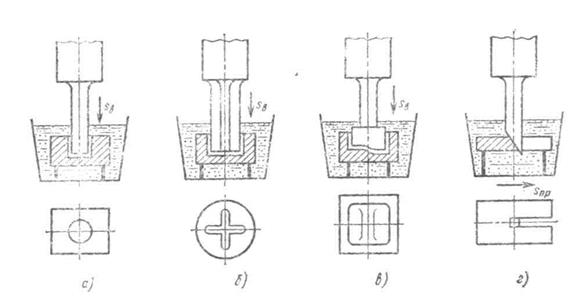
Рисунок 4.6 – Схемы ультразвуковой обработки:
а, б – сквозных и глухих отверстий с любым поперечным сечением; в – фасонных полостей; г – разрезание заготовок на части
Метод используют для профилирования наружных поверхностей, гравирования, изготовления деталей сложной конфигурации и т.д. Движениями подачи для указанных видов обработки являются: вертикальная подача инструмента sв при обработке отверстий и полостей, продольная подача заготовки sпр при разрезании ее на части, продольная и поперечная подачи sпр и sп заготовки при разрезании ее по сложному контуру. Для управления движениями заготовки и вертикальной подачей инструмента используют системы программного управления. Точность размеров и шероховатость поверхностей деталей, обработанных ультразвуковым способом, зависят от величины используемых абразивных материалов и соответствуют точности и шероховатости поверхностей деталей, обработанных шлифованием.
4.5 ЛУЧЕВЫЕ МЕТОДЫ ОБРАБОТКИ
К лучевым методам формообразования поверхностей заготовок относят электронно- и светолучевую (лазерную) обработки. Электронно-лучевая обработка основана на превращении кинетической энергии пучка электронов в тепловую. Высокая плотность энергии сфокусированного электронного луча позволяет осуществлять размерную обработку заготовок вследствие расплавления и испарения материала с узколокального участка.
Поток электронов, получаемый вследствие электронной эмиссии вольфрамового катода электронной пушки, ускоряется напряжением, приложенным между катодом и анодом, и фокусируется магнитными линзами. Стигматор придает лучу круглую форму, а перемещение луча по поверхности заготовки осуществляется отклоняющей системой, которая может управляться от системы программного управления.
Система ПУ также управляет продольными и поперечными перемещениями стола, на котором закреплена заготовка, продолжительностью импульсов и интервалами между ними.
При размерной обработке заготовок установка работает в импульсном режиме, что обеспечивает локальный нагрев заготовки. В зоне обработки температура достигает 6000°С, а на расстоянии 1 мкм от кромки луча она не превышает 300°С. Продолжительность импульса и интервалы между ними подбирают так, чтобы за один цикл успел нагреться и испариться металл только под лучом, а теплота не успела бы распространиться на всю заготовку. Установки работают в режиме, когда длительность импульсов составляет 10-4 – 10-6с, а частота импульсов 50 – 6000 Гц. Диаметр сфокусированного электронного луча составляет несколько микрометров.
Электронно-лучевой метод наиболее перспективен при обработке отверстий диаметром от 1 мм до 10 мкм, прорезании пазов, резки заготовок, изготовлении тонких пленок и сеток из фольги и т.д. Обработке подвергают заготовки из труднообрабатываемых металлов и сплавов (тантала, вольфрама, циркония, нержавеющих сталей), а также из неметаллических материалов: рубинов, керамики, кварца.
Электронно-лучевая обработка имеет преимущества, обусловливающие целесообразность ее применения создание локальной концентрации высокой энергии, широкое регулирование и управление тепловыми процессами. Электронно-лучевым методом обрабатывают заготовки из любых материалов. Повышенная чистота окружающей среды позволяет обрабатывать заготовки из легкоокисляющихся активных материалов. Электронный луч позволяет наносить покрытия на поверхности заготовок в виде пленок, толщиной от нескольких микрометров до десятых долей миллиметра. Недостатком обработки является то, что она возможна только в вакууме.
Светолучевая (лазерная) обработка основана на тепловом воздействии светового луча высокой энергии на поверхность обрабатываемой заготовки. Источником светового излучения является лазер – оптический квантовый генератор (ОКГ). Существуют твердотелые, газовые и полупроводниковые ОКГ. Работа оптических квантовых генераторов основана на принципе стимулированного генерирования светового излучения. Атом вещества, имея определенный запас энергии, находится в устойчивом энергетическом состоянии и располагается на определенном энергетическом уровне. Чтобы атом вывести из устойчивого (стабильного) энергетического состояния, его необходимо возбудить. Возбуждение – «накачка» активного вещества – осуществляется световой импульсной лампой. Возбужденный атом, получив дополнительный фотон от системы «накачки», излучает сразу два фотона, в результате чего происходит своеобразная цепная реакция генерации лазерного излучения.
Для механической обработки используют твердотелые ОКГ, рабочим элементом которых является рубиновый стержень, состоящий из окиси алюминия, активированного 0,05% хрома. Рубиновый ОКГ работает в импульсном режиме, генерируя импульсы когерентного монохроматического красного цвета. При включении пускового устройства ОКГ электрическая энергия, запасенная в батарее конденсаторов, преобразуется в световую энергию импульсной лампы. Свет лампы отражателями корпуса фокусируется на рубиновый стержень, в результате чего атомы хрома приходят в возбужденное состояние. Из этого состояния они могут возвратиться в нормальнее, излучая фотоны с длиной волны 0,69 мкм (красная флюоресценция рубина).
Взаимодействие фотонов с возбужденными атомами дает лавинообразные потоки фотонов в различных направлениях. Наличие торцовых зеркальных поверхностей рубинового стержня приводит к тому, что при многократном отражении усиливаются свободные колебания в направлении оси стержня рубина вследствие стимулирования возбужденными атомами. Спустя 0,5 мс более половины атомов хрома приходит в возбужденное состояние, и система становится неустойчивой. Вся запасенная энергия в стержне рубина одновременно высвобождается, и кристалл испускает ослепительный яркий красный свет. Лучи света имеют высокую направленность. Расходимость луча обычно не превышает 0,1о. Системой оптических линз луч фокусируется на поверхности обрабатываемой заготовки.
Энергия светового импульса ОКГ обычно невелика и составляет от 20 до 100 Дж, но она выделяется в миллионные доли секунды и сосредотачивается в луче диаметром около 0,01 мм. В фокусе диаметр светового луча составляет всего несколько микрометров, что обеспечивает температуру около 6000 – 8000°С. В результате этого поверхностный слой материала заготовки, находящийся в фокусе луча, мгновенно расплавляется и испаряется.
Лазерную обработку применяют для прошивания сквозных и глухих отверстий, резки заготовок на части, вырезания заготовок из листового материала, прорезания пазов и других способов формообразования поверхностей. Этим методом можно обрабатывать заготовки из любых материалов, включая самые твердые и прочные. Перемещениями заготовки относительно светового луча управляют системы ЧПУ, что позволяет прорезать в заготовках сложные криволинейные пазы или вырезать из заготовок детали сложной геометрической формы.
4.6 ПЛАЗМЕННАЯ ОБРАБОТКА
Сущность этой обработки состоит в том, что плазму (полностью ионизированный газ), имеющую температуру 10 000 – 30 000оС, направляют на обрабатываемую поверхность заготовки. Этим способом можно обрабатывать заготовки из любых материалов, выполняя прошивание отверстий, вырезку заготовок из листового материала, строгание, точение. При прошивании отверстий, разрезке и вырезке заготовок головку ставят перпендикулярно к поверхности заготовки, при строгании и точении – под углом 40 – 60°. Плазменные головки применяют также для сварки, пайки, наплавки и создания защитных покрытий на деталях.
Принципиально новым методом является метод получения деталей непосредственно из плазмы. Он заключается в том, что в камеру головки подается порошкообразный конструкционный материал с одновременной подачей инертного газа при высоком давлении. Под действием дугового разряда конструкционный материал плавится и переходит в состояние плазмы. Струя плазмы сжимается в плазмотроне плазмообразующим газом. Выходя из сопла головки, луч фокусируется электромагнитной линзой и направляется на экран. Системы вертикальной и горизонтальной разверток обеспечивают перемещение луча по всей площади экрана.
Детали получаются в результате наращивания микрочастиц конструкционного материала в определенных местах экрана. Иногда вместо экрана используют тонкостенную заготовку, на которую направляется плазма, и происходит наращивание металла по заданной толщине стенок. Специальные контрольные устройства следят за наращиванием металла и автоматически отключают систему, когда деталь готова.
Вопросы для самоконтроля
1. Опишите сущность, особенности и технологические возможности электроэрозионной обработки.
2. Каковы особенности, преимущества и технологические возможности электрохимической обработки.
3. Перечислите особенности и положительные стороны анодно-механической обработки.
4. Чем характеризуется и с помощью каких средств осуществляется ультразвуковая обработка.
5. На каких основах базируются лучевые методы обработки.
6. В чем сущность, каковы особенности и технологические возможности плазменной обработки.
Дата: 2019-04-23, просмотров: 453.