Метод копирования
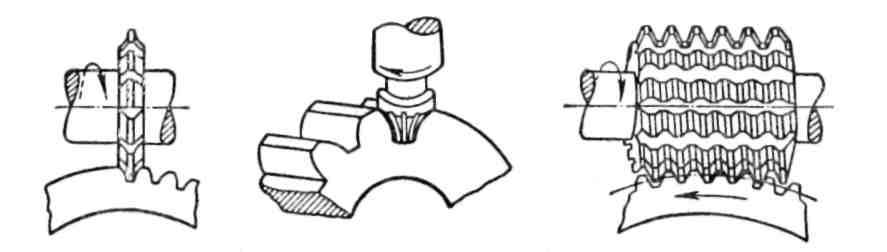
Метод копирования заключается в последовательном фрезеровании впадин между зубьями фасонной дисковой или пальцевой модульной фрезой. Форма инструмента совпадает с профилем впадины зубчатого колеса. В процессе работы фреза переносит ("копирует") свой профиль на впадину зубьев. После нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного механизма и фреза формирует следующую впадину.
а б в
Рис.14.1. Методы получения зубчатых поверхностей а, б – метод копирования; в – метод обкатки
Этот метод применяют в единичном и мелкосерийном производстве. Недостатками метода являются низкая производительность и низкая степень точности обработки зуба.
Нарезание производят на горизонтально-, вертикально-фрезерных или универсально-фрезерных станках. В качестве инструмента используют модульные фрезы: дисковые – для нарезания колес малых и средних модулей; пальцевые – для нарезания колес средних и крупных модулей и шевронных колес.
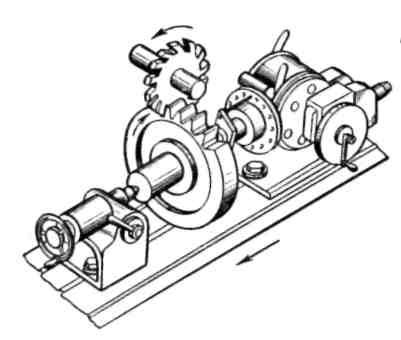
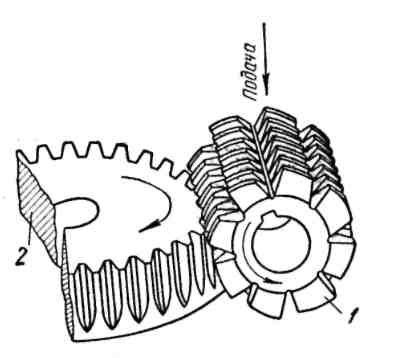
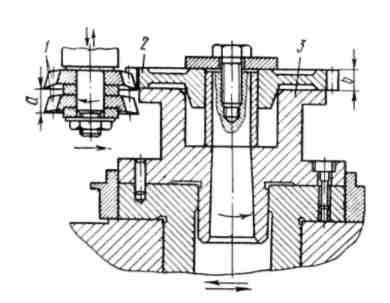
Рис.14.2. Нарезание зубьев дисковой модульной фрезой
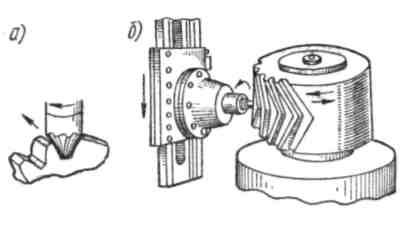
Рис.14.3. Нарезание зубьев пальцевой модульной фрезой а – прямозубого колеса; б – шевронного колеса
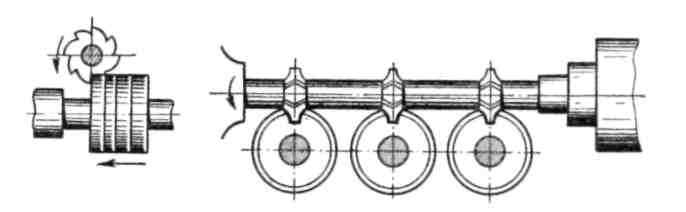
Для повышения производительности обработки обрабатывают одновременно несколько зубчатых колес на одной оправке или размещают на шпиндельной оправке несколько дисковых фрез. Не смотря на низкую производительность, этот метод позволяет получить зубчатые поверхности при отсутствии специальных зубообрабатывающих станков. Черновое нарезание колес средних модулей можно производить не модульными, а угловыми фрезами.
а б
Рис.14.4. Нарезание колес дисковыми модульными фрезами
а – нескольких заготовок на одной оправке; б – тремя фрезами одновременно
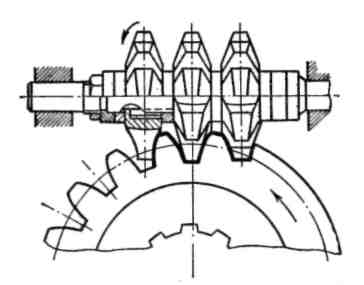
Рис.14.5. Нарезание зубьев дисковыми угловыми фрезами
Метод обкатки
В серийном и крупносерийном производствах зубья нарезают методом обкатки. Метод обкатки заключается в том, что в процессе обработки воспроизводится зацепление зубчатой пары, в которой одно зубчатое колесо является режущим инструментом, а другое – заготовкой.
Нарезание зубьев методом обкатки производится червячными фрезами на зубофрезерных станках и долбяками на зубодолбежных. При обработке долблением получается более правильный профиль, чем при фрезеровании, но возникающие при долблении удары вредно отражаются на инструменте и станке. Метод долбления применяется главным образом для чистового нарезания зубьев. Метод фрезерования червячными двухзаходными и трехзаходными фрезами, как наиболее производительный, применяется для чернового нарезания. Фрезерование однозаходными фрезами применяется для чистового фрезерования.
Зубонарезание червячными фрезами
1 – червячная фреза; 2 – заготовка
Рис.14.6. Схема нарезания зубьев червячной фрезой
Этот метод благодаря высокой производительности и достаточной точности получил наибольшее применение. Нарезание производится на зубофрезер-ных станках червячной фрезой. Червячная фреза представляет собой червяк,
имеющий профиль осевого сечения в виде зубчатой рейки и продольные канавки, образующие режущие зубья. При резании червячная фреза вращается и движется поступательно вдоль оси зубчатого колеса. Ось фрезы наклонена под углом α подъема винтовой линии витков фрезы. В зависимости от величины модуля нарезаемых зубьев устанавливается число проходов. Мелкомодульные зубья нарезаются за один проход. Врезание фрезы может быть осевым и радиальным.
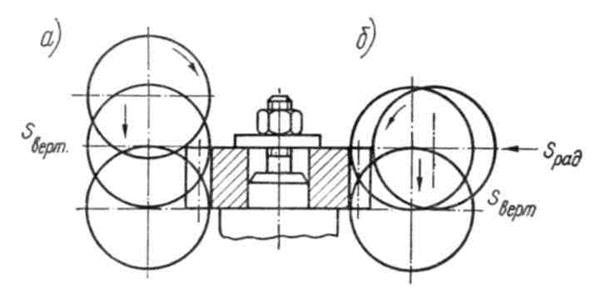
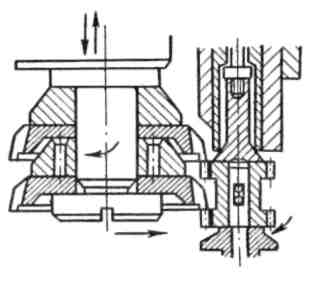
Рис.14.7. Врезание червячной фрезы
а – осевое; б – радиальное
Нарезание зубьев долбяками
Долбяк, являющийся режущим инструментом, имеет форму шестерни того же модуля, что и нарезаемое зубчатое колесо. Долбяки изготовляются для наружного и внутреннего долбления ( для изготовления колес с внутренним зацеплением). Долбяк представляет собой зубчатое колесо, на торце которого заточкой образованы режущие кромки.
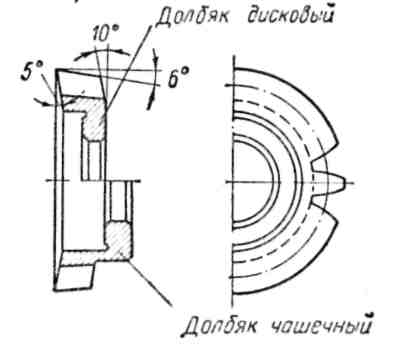
Рис.14.8. Долбяк
Долбяк при обкатке совершает возвратно-поступательное движение, в результате чего на заготовке нарезаются зубья. Быстроходные зубодолбежные станки с числом ходов долбяка 600-700 в минуту обладают высокой производительностью.
|
|
а б
Рис.14.9. Нарезание зубьев долбяками а – черновое и чистовое долбление; б – одновременное долбление двух колес
Протягивание зубьев
Обработка протягиванием впадин между двумя или несколькими зубьями производится протяжкой с профилем, соответствующим профилю зубьев нарезаемого колеса. После каждого прохода протяжки заготовка поворачивается посредством делительного механизма стола. Таким способом нарезают зубья венцов больших размеров на вертикально-протяжных станках с круглым поворотным столом. При этом формируется достаточно точный профиль зубьев, но достичь высокой точности шага трудно из-за погрешностей в делительном механизме станка.
Для изготовления колес внутреннего зацепления применяют одновременное протягивание всех зубьев.
Отделочные виды обработки зубчатых колес подразделяют на способы обработки со снятием стружки – шевингование, шлифование, притирка и обработку без снятия стружки – обкатывание.
Шевингование
Шевингованием (от англ. глагола to shave – брить) называется процесс чистовой отделки зубьев незакаленного зубчатого колеса, заключающийся в снятии (соскабливании) очень мелких волособразных стружек, благодаря чему исправляются профиль эвольвенты, ошибки шага, экцентриситет начальной окружности. Шевингование производится круглым шевером, шевер-рейкой, шевер-червяком.

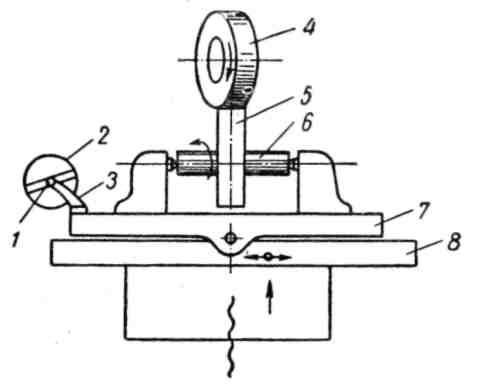
Рис.14.11. Шевер 121
|
| Рис.14.12. Схема шевингования |
Шевер представляет собой режущее зубчатое колесо с прорезанными на боковых сторонах каждого зуба канавками, образующими режущие кромки. Шевер для обработки прямозубых колес имеет наклон зубьев до 15°, а для обработки косозубых колес применяют прямозубые шевера.
Шевингование производят на специальном станке. Шевер 4, установленный под углом к оси обрабатываемого колеса 5, получает принудительное вращение, вызывая вращение обрабатываемого колеса, свободно установленного в центрах на оправке 6. Столу 8 сообщают продольную подачу, а в конце хода – продольную (вертикальную) подачу.
Шлифование
Шлифование зубьев производят методом копирования и методом обкатки. Станки, работающие по методу копирования, производят шлифование фасонным кругом, профиль которого соответствует впадине зубьев, аналогично дисковой модульной фрезе. Круг шлифует две стороны двух соседних зубьев.
При шлифовании по методу имеет место значительный износ круга. По сравнению с методом обкатки, этот метод дает меньшую точность.
а б
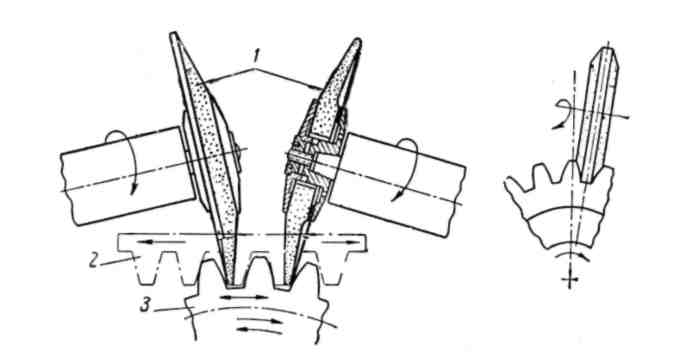
Рис.14.13. Схемы шлифования зубчатых колес а – метод обкатки; б – метод копирования
Метод обкатки менее производителен, но дает большую точность. Шлифование методом обкатки заключается в том, что в процессе шлифования воспроизводится зубчатое зацепление пары рейка – зубчатое колесо, в котором инструментом является рейка. Шлифование производится двумя кругами 1, расположенными под углом друг к другу и образующими профиль зуба воображаемой рейки 2, находящейся в зацеплении с заготовкой 3. Круги или заготовка совершают возвратно-поступательное движение перпендикулярно оси заготовки. Кроме того, шлифуемое колесо имеет возвратно-поступательное движение вдоль своей оси, что обеспечивает шлифование зуба по всей длине.
Обкатывание и притирка
Обкатывание незакаленных зубчатых колес производят в масляной среде без абразивного порошка в паре с одним или несколькими закаленными колесами-эталонами, изготовленными с высокой точностью. В результате давления зубьев колес-эталонов на поверхности обрабатываемых зубьев сглаживаются неровности на обрабатываемых поверхностях. Профиль и шаг зубьев при этом не исправляется. Обкатывание применяют для колес невысокой точности вместо термообработки.
Притирку зубьев зубчатых колес производят после их термообработки на специальных станках с чугунными зубчатыми колесами-притирами. Притиры смазывают смесью мелкого абразивного порошка с маслом.
Дата: 2019-04-23, просмотров: 414.