В состав технологической операции входят следующие работы.
1. Изучение конструкторской и технологической документации, относящейся к этой операции.
2. Проверка сопроводительной документации на объект производства с описанием предшествующих операций и состояния объекта производства к моменту появления на рабочем месте, а также проверка документации на вспомогательные материалы и средства технологического оснащения.
3. Подготовка средств технологического оснащения к выполнению операции.
4. Начальная настройка режимов операции.
5. Подготовка поверхностей объекта производства к выполнению операции.
6. Установка (базирование и закрепление) объекта производства в технологической оснастке.
7. Выполнение операции над объектом производства при режимах, заданных в технологической документации.
8. Освобождение объекта производства от закрепления.
9. Удаление объекта производства из технологической оснастки.
10. Установка нового объекта производства из партии в технологическую оснастку и повторение над ним работ, описанных в пп. 6-9.
11. Удаление отходов производства (непрерывно или периодически) в процессе выполнения работ по пп. 7-10.
12. Приведение средств технологического оснащения в исходное состояние после завершения работ над производственной партией объектов производства.
Выполнение технологической операции начинается после подачи на рабочее место производственной партии объектов производства в количестве Nп штук. Обработка объектов производства на рабочем месте может осуществляться группами в количестве Nо штук.
Работы, соответствующие пп. 1-5 и п. 12 описания технологической операции (см. выше), проводятся единовременно при поступлении партии объектов производства на рабочее место. Работы по пп. 6-9 выполняются над каждым объектом производства. Из перечисленных работ только работы, описанные в п. 7, связаны непосредственно с воздействием на объект производства. Остальные работы либо предшествуют непосредственному воздействию на объект производства, либо завершают его.
В процессе выполнения операции для того, чтобы восстановить уровень точности параметров объектов производства, а также удалить с рабочего места отходы производства, периодически производят подналадку (дополнительную регулировку) средств технологического оснащения.
В операции могут быть задействованы один или несколько исполнителей разных профессий и квалификаций. Исполнители могут закрепляться за рабочим местом или привлекаться из специальных служб предприятия для выполнения необходимых работ по наладке, профилактическому обслуживанию и ремонту технологического оборудования, устранению его внезапных отказов, по настройке режимов выполнения операции, по уборке и ремонту производственной площади и т. д.
Структуру технологической операции – основного элемента технологического процесса – можно представить составляющими ее элементами: установами, позициями, технологическими и вспомогательными переходами, рабочими и вспомогательными ходами (рис. 9.5).
В технологической практике используют понятия «установ» и «позиция».
Установ – это часть технологической операции, выполняемая при неизменном базировании и закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Позиция – это фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования.
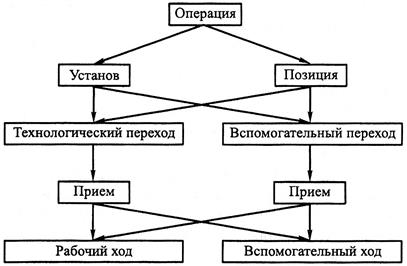
Рис. 9.5. Элементы, составляющие технологическую операцию и их соподчинение
Технологическим переходом называют законченную часть технологической операции, выполняемую одними и теми же средствами технологического оснащения при постоянных технологических режимах и одном установе.
Применительно к условиям механической обработки определение перехода можно уточнить следующей формулировкой: технологический переход представляет собой законченную часть технологической операции, выnолняемую над одной или несколькими nоверхностями заготовки, одним или несколькими одновременно работающими инструментами без изменения или при автоматическом изменении режимов работы станка.
Из приведенного определения следует, что одним переходом является не только часть операции, относящаяся к обработке одной простой поверхности или фасонной поверхности простым или фасонным инструментом, но и одновременная обработка нескольких поверхностей комплектом режущих инструментов (набором фрез, многорезцовая обработка), а также обработка криволинейных поверхностей простым инструментом, движущимся по контуру или заданной программе (фрезерование кулачков, рабочего профиля турбинной лопатки и т.п.).
В токарной операции, эскиз которой изображен на рис. 9.6, а, выполняются два технологических перехода. Такие переходы называются простыми или элементарными. Элементарный переход – часть технологического перехода, выполняемая одним инструментом, над одним участком поверхности обрабатываемой заготовки, за один рабочий ход без изменения режима работы станка.
Понятие элементарного перехода удобно при проектировании технологической операции и расчете основного времени обработки заготовок на станках с ЧПУ, когда внутри технологического перехода производятся изменения режимов работы станка. Так, например, при обработке фасонных контуров на станках с ЧПУ во многих случаях внутри перехода изменяется припуск на обработку или условия резания (работа фрезы «на подъем контура» и «на снижение контура»), что делает целесообразным введение в программу другой величины подачи на соответствующих участках обрабатываемого контура.
Длина участков поверхности, обрабатываемой с неизменной подачей, и соответствующее ей основное время обработки определяют величину элементарного перехода. Совокупность переходов, когда в работе одновременно участвуют несколько инструментов, называют сложным переходом (рис. 9.6, б).
Рис. 9.6. Эскиз токарной операции:
а – простые переходы; б – сложный переход
По аналогии с технологической операцией технологические переходы также можно разделить на преобразующие и информационные.
Преобразующими технологическими переходами операции являются, например, обработка наружной поверхности проходным резцом, токарная обработка торца подрезным резцом, обработка внутренней поверхности расточным резцом, сверлом, зенкером и т. д. Примерами информационных технологических переходов являются технические измерения и испытания всех видов.
Вспомогательным переходом называют законченную часть технологической операции, в процессе которой свойства объекта производства не изменяются и который состоит из действий человека и (или) манипуляций оборудования, необходимых для выполнения технологических переходов.
Часть вспомогательных переходов непосредственно связана с выполняемыми технологическими переходами, например:
· подготовка средств технологического оснащения для выполнения технологических переходов;
· подготовка объекта производства к обработке с помощью средств технологического оснащения;
· подналадка режимов выполнения переходов.
Вспомогательные переходы могут быть не связаны с технологическими переходами, например:
· приведение средств технологического оснащения в исходное состояние после обработки операционной партии Nп объектов производства;
· установка объекта производства в технологической оснастке, его съем, укладка в специальную тару;
· перемещение и складирование объектов производства на рабочем месте;
· профилактические и ремонтные работы для поддержания работоспособности средств технологического оснащения;
· сбор и транспортирование отходов производства.
Переходы в операции могут выполняться как последовательно, так и параллельно (одновременно) – см. рис. 9.3 и 9.4.
Технологический переход состоит из рабочих и вспомогательных ходов. Законченная часть технологического перехода, связанная с изменением формы, размеров, качества поверхности и свойств объекта производства в процессе однократного перемещения инструмента относительно обрабатываемой поверхности определяется как рабочий ход (проход). Вспомогательный ход – это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно обрабатываемой поверхности без изменения свойств этой поверхности.
Число рабочих ходов, выполняемых в одном технологическом переходе, выбирают исходя из обеспечения оптимальных условий обработки, например уменьшения глубины резания при съеме значительных слоев материала (рис. 9.7).
Рабочие и вспомогательные ходы могут быть объединены в приемы – устойчивые последовательности ходов, обладающие оптимальными свойствами.
Рис.9.7. Схема выполнения технологического перехода:
АЗ – размер заготовки; АО – размер обработанной поверхности; 1 – 3 – номера рабочих ходов
Рабочие и вспомогательные ходы могут быть объединены в приемы – устойчивые последовательности рабочих и вспомогательных ходов, обладающие оптимальными свойствами.
Объединение рабочих и вспомогательных ходов в переходы условно и может осуществляться по разным принципам.
Самым очевидным является принцип объединения одна установка (установ) – один инструмент, один технологический режим.
Принцип объединения рабочих и вспомогательных ходов при неизменной установке (установе) объекта производства по постоянству инструмента и технологических режимов, устанавливаемых на регуляторах технологического оборудования (например, при токарной обработке), подразумевает следующее.
Во-первых, при установленном числе оборотов шпинделя скорость относительного перемещения рабочей поверхности инструмента может изменяться в широком диапазоне. Рабочие ходы (проходы) токарной обработки цилиндрической поверхности, выполняемые при одинаковом числе оборотов, подаче и глубине резания имеют разную скорость перемещения инструмента относительно заготовки (по мере уменьшения диаметра заготовки при многопроходной обработке).
Во-вторых, при одних и тех же режимах возможно формирование нескольких поверхностей детали (заготовки). Например, при токарной обработке формирование ступенчатого вала с коническими поверхностями и цилиндрическими поверхностями разного диаметра. При фрезеровании колодцев с «островами» также формируются дно и стенки колодца и «островов».
Возможны и другие принципы объединения рабочих ходов в переходы на одной установке:
· одна поверхность – один инструмент;
· один инструмент – одна траектория движения настроечной точки инструмента;
· один инструмент – одна скорость обработки;
· один инструмент – одна деталь и т.п.
Преобразующие переходы в операции могут выполняться с применением различных средств технологического оснащения, позволяющих реализовать требуемые режимы и условия. Задача технолога состоит в том, чтобы для достижения требуемой точности параметров выбрать рациональную последовательность переходов и средства технологического оснащения.
Средства технологического оснащения, используемые для выполнения преобразующих технологических переходов, по отношению к интервалам допустимых значений параметров объекта производства (допускам на параметры) могут быть точными и неточными. В первом случае интервал рассеяния значений параметра объекта производства, формируемого на переходе, меньше поля допуска, во втором случае этот интервал больше поля допуска. Одно и то же средство технологического оснащения может быть точным и неточным одновременно по отношению к полям допусков разных формируемых параметров объекта производства.
Оценка соответствия параметров объекта производства техническим требованиям обеспечивается правильной организацией информационных переходов технического контроля на всех этапах изготовления и приемки продукции.
При проектировании технологической операции принимают, что общее количество объектов производства Nп вх, подвергающихся технологической операции, должно превышать потребное количество получаемых изделий Nп вых.
Дата: 2019-04-23, просмотров: 357.