В практике непрерывной разливки стали особое внимание уделяется дозированию стали, вытекающего из промежуточного ковша. При истечении металла из промежуточного ковша стремятся сформировать определенный удельный расход стали (в соответствии со скоростью вытяжки заготовки), максимально компактную поверхность струи, а также ее защиту от вторичного окисления.
Следует иметь в виду, что в процессе истечения стали через дозирующее устройство происходит трансформация геометрической формы определенных зон дозирующих огнеупоров. Это может происходить либо в силу эрозионного износа при сколах и растрескиваниях огнеупорных изделий, либо при отложении оксидов алюминия (или других шлаковых включений) на их рабочей поверхности.
Различают три основные метода дозирования стали:
· свободное истечение металла из промковша при строгой регламентации диаметра отверстия стакана-дозатора (скорость разливки при
этом регулируется за счет высоты налива металла в  промковше);
промковше);
применение стопора-моноблока, который может перемещаться относительно стакана-дозатора и изменять тем самым расход вытекающего металла в широких пределах;
· применение трехплитного шиберного затвора, устанавливаемого на днище промковша.
Для обеспечения первой схемы разливки применяются специальные стаканы-дозаторы (рисунок 6), оснащенные цирконовыми вставками, обладающими высокой огнеупорной и эрозионной стойкостью. Внутренняя вставка такого стакана-дозатора изготавливается из дорогостоящего диоксида циркония (содержание на уровне 95-97%), а внешний стакан из цирконосиликата (ZrO2·SiO2) с содержанием оксида циркония в пределах 60-65% и оксида кремния 30-35%. Они обеспечивают длительную разливку без существенного изменения внутреннего диаметра (до 15-20 часов).

Рисунок 6 – Основные типы стаканов-дозаторов промковшей
При постоянном ферростатическом напоре и одинаковом удельном расходе стали струя металла, свободно истекающая из стакана-дозатора, имеет сплошной участок, длина которого достаточна для достижения ею зеркала металла в кристаллизаторе.
Необходимый внутренний диаметр стакана-дозатора определяется удельным расходом стали (кг/мин). Обычно величина диаметра внутренней полости стакана-дозатора находится в пределах 12-18 мм (рисунок 7).
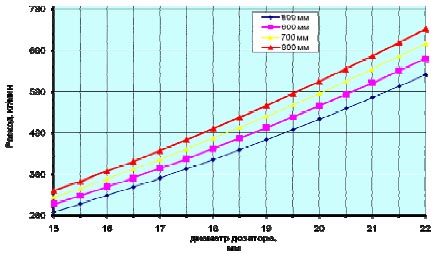
Рисунок 7 – Зависимость удельного расхода стали при разливке открытой струей от высоты налива металла в промковше
В зависимости от сечения заготовки, скорости вытяжки слитка, высоты налива металла в промковше, марки стали и т.п. внутренний диаметр стакана дозатора может быть определен по следующей эмпирической формуле:
do = (0,06…0,07)·[(A·B·V)/h0,5]0,5,
где do – диаметр стакана-дозатора, мм; A и B – толщина и ширина заготовки, м; V – скорость вытягивания заготовки, м/мин; h – высота налива стали в промковше, м.
В случае медленного изменения (увеличения) диаметра стакана-дозатора, регулировка уровня металла в кристаллизаторе осуществляется увеличением скорости вытяжки заготовки. Еще одной причиной выхода стакана-дозатора из строя является зарастание его внутренней полости вследствие оседания на поверхности цирконовой вставки продуктов раскисления стали алюминием. Поэтому на практике по такой схеме разливают «недораскисленные» стали с содержанием остаточного Al2O3 на уровне 0,004-0,006%. Рассмотренная схема дозирования используется в основном для сортовых МНЛЗ и обеспечивает разливку 15-20 ковшей в серию.
В последние годы ведущие зарубежные фирмы большое внимание уделяют системам оборудования для быстрой замены стакана-дозатора непосредственно в ходе разливки в случае его разрушения или затягивания (рисунок 8).
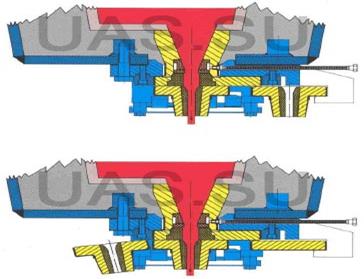
Рисунок 8 – Принципиальная схема устройства для замены стакана-дозатора
Такие устройства предполагают расположение под днищем промковша специальной кассеты, имеющей, по крайней мере, два стакана-дозатора, быстрая установка которых в рабочее положение (цикл перемещения стакана-дозатора составляет 0,2 с) осуществляется с помощью специального гидропривода. Применение устройства для быстрой замены стакана-дозатора обеспечивает повышение стабильности процесса литья и увеличивает количество ковшей стали, которые могут быть разлиты из одного промковша. Это соответственно снижает удельный расход огнеупоров, уменьшает удельную долю отходов металла по поясам, по концевой и головной обрези и с остатком металла в промковше. Кроме того, благодаря обеспечению хорошей организации струи повышается качество заготовки при разливке длинными сериями за счет минимизации вторичного окисления на участке промковш-кристаллизатор.
Между тем, на практике наиболее распространенной схемой разливки стали из промковша является применение схемы дозирования типа «стопор» – «стакан-дозатор» (рисунок 9).

Рисунок 9 – Расположение привода механизма перемещения стопора на промковше (слева) и относительно стакана-дозатора (справа) при разливке стали через систему «стопор» – «стакан-дозатор»
При этом расход металла по ходу разливки регулируется положением головки стопора относительно стакана-дозатора. Управление положением стопора осуществляется с помощью специального механизма, работающего либо в ручном, либо в автоматическом режиме.
Преимуществом такой схемы дозирования металла является:
· возможность оперативного изменения расхода металла;
· возможность полного перекрытия истечения металла из данного стакана-дозатора в случае производственной необходимости;
· возможность существенного увеличения внутреннего диаметра стакана-дозатора (в сравнении со свободным истечением), что в несколько раз снижает скорость его зарастания отложениями корунда;
· применение корундографитовых материалов для изготовления стакана-дозатора взамен дорогостоящего оксида циркония;
· хорошая совместимость с системами автоматического поддержания уровня металла в кристаллизаторе.
В настоящее время на ряде металлургических заводов мира вместо стопора-моноблока в промковше применяется трехплитный шиберный затвор (рисунок 10). Дозирование стали при этом осуществляется за счет перемещения средней плиты.
 В целом, как показывает практика, трехплитный шиберный затвор может при определенных условиях обеспечить разливку сериями 8-10 плавок, что, тем не менее, заметно уступает показателям, которые достигаются при
В целом, как показывает практика, трехплитный шиберный затвор может при определенных условиях обеспечить разливку сериями 8-10 плавок, что, тем не менее, заметно уступает показателям, которые достигаются при
использовании стопоров-моноблоков (15-25 плавок). Также применение шиберных затворов в определенной степени изменяет условия разливки, что может оказывать влияние как на сам процесс литья, так и на качество непрерывнолитой заготовки. Осо- бенно это относится к процессу старта МНЛЗ и регулированию расхода металла в ходе разливки.
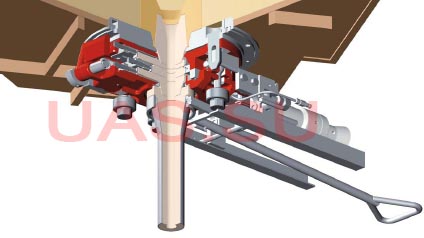
Рисунок 10 – Схема подачи стали из промковша через трехплитный шиберный затвор
По сравнению с разливкой со стопором разливка из промковша через трехплитный шиберный затвор имеет следующие достаточно серьезные функционально-технические недостатки:
· для старта процесса разливки должна предусматриваться дополнительная система операций и приспособлений, поскольку затвор в момент наполнения промковша остается открытым; как правило, над каждым стаканом-дозатором устанавливается керамическая труба высотой 30-50% от высоты номинального налива металла в промковше, что обеспечивает начало разливки при переливе металла через верхний край огнеупорной трубы, либо при всплытии трубы в определенный момент времени;
· при разливке через трехплитный шиберный затвор удлиняется система каналов, по которым движется сталь, от промковша до погружного стакана, что повышает вероятность его зарастания отложениями корунда; при этом возможность «промывки» каналов кислородом практически отсутствует
· при смещении шиберной плиты возможно образование «мертвых» зон, в которых происходит намерзание капель металла и отложение неметаллических включений, что может существенно влиять на точность дозирования металла;
· регулирование расхода металла при использовании шиберного затвора осуществляется за счет изменения положения средней плиты, то в ходе такого дросселирования происходит разрушение компактной геометрической формы  струи, ее разбрызгивание и разрушение огнеупоров, входящих в контакт со струей;
струи, ее разбрызгивание и разрушение огнеупоров, входящих в контакт со струей;
· наличие определенного технологического зазора между плитами шиберного затвора является дополнительным источником подсоса воздуха (вторичного окисления) в движущуюся струю стали, что особенно негативно проявляется при разливке вакуумированных сталей и сталей с повышенным содержанием алюминия;
· при разливке стали через трехплитный шиберный затвор в силу инерционности привода «загрубляется» система автоматического поддержания уровня металла в кристаллизаторе, что приводит к большим рабочим амплитудным значениям и, возможно, к снижению качества поверхности;
· шиберный затвор подвергается дополнительным температурным нагрузкам в силу того, что он располагается над зеркалом металла в кристаллизаторе, что требует дополнительных защитных мероприятий.
В целом же все рассмотренные схемы дозирования стали при переливе ее из промковша в кристаллизатор в настоящее время широко применяются на металлургических заводах и соответствуют требованиям надежности, безопасности и совместимости с современными системами автоматизации, в частности, с системой поддержания уровня металла в кристаллизаторе.
Дата: 2019-03-05, просмотров: 597.