| Описание способа установа | Схема, обозначения |
| 1. В тисках с призматическими губками и пневматическим зажимом | 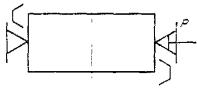
|
| 2. В трехкулачковом патроне с механическим устройством зажима, с упором в торец, с поджимом вращающимся центром и с креплением в подвижном люнете | 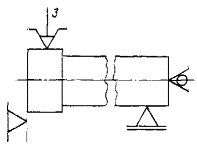
|
| 3. На конической оправке с гидропластовым устройством зажима, с упором в торец на рифленую поверхность и с поджимом вращающимся центром | 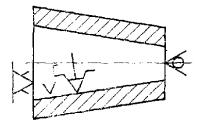
|
| 43. В кондукторе с центрированием на цилиндрический палец, с упором на три неподвижные опоры и с применением электрического устройства двойного зажима, имеющего сферические рабочие поверхности | 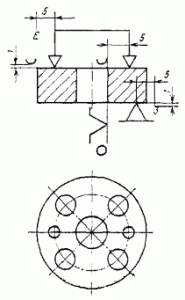
|
| 4. На конической оправке с гидропластовым устройством зажима, с упором в торец на рифленую поверхность и с поджимом вращающимся центром |
|
2.2 Принципы установки ( базирования) заготовок в СП. Б 7.1
При выборе оптимальной схемы установки заготовки в СП необходимо выполнять следующие принципы:
1.Соблюдать, по возможности, совмещение конструкторской (К) и технологической (Т) баз при установке заготовки в СП.
В приспособлении на рис. 2.9 основной базой для установки детали является нижняя поверхность СП, как задано и в КД на деталь, т.е. принцип соблюдения К и Т баз выполнен.
Допускается несовмещение К и Т баз, если позволяет допуск на выполняемый размер. Расчет этого варианта будет приведен позднее.
2. Следует соблюдать условие неотрывности баз от опор, то есть, сохранять плотный и неотрывный контакт между ними во время обработки, а также необходимо предусмотреть возможность контроля прилегания базовых поверхностей (щупом).
Заготовка не должна вибрировать, сдвигаться или поворачиваться относительно координатных осей.
Эти условия осуществляется выбором поверхностей для закрепления и способом закрепления заготовки при механической обработке.
В конструкции приспособления на рис. 2.7 предусматривается возможность установки заготовки с доведением базовых поверхностей ее (стрелками показано направление усилия) до соприкосновения с опорами приспособления, жестко закрепленными в его корпусе.
4. 3. В зависимости от технических условий обработки заготовки нужно осуществлять полное (лишение заготовки 6-ти степеней свободы) или частичное (неполное) базирование ее в пространстве относительно режущего инструмента. В первом случае заготовке придают однозначное положение в приспособлении, во втором – однозначная установка не требуется, допускается произвольное положение (поворот) заготовки относительно какой либо координатной оси (например, установка кольца или диска в кулачки патрона при токарной обработке).
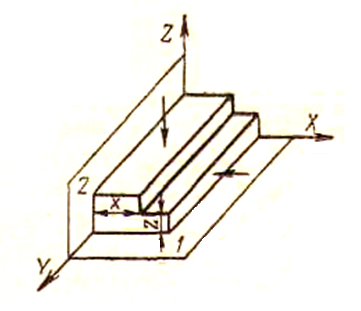
Примером неполного базирования призматической заготовки может служить установка заготовки, изображенной на рисунке 2.8. Положение обрабатываемого уступа определяется двумя размерами: x, z.
Неточная установка заготовки вдоль оси Y не имеет значения, так как уступ выполняется на всей длине заготовки, и поэтому здесь достаточно две базирующие поверхности: 1 (установочная) и 2 (направляющая). При этом заготовка лишается пяти степеней свободы.
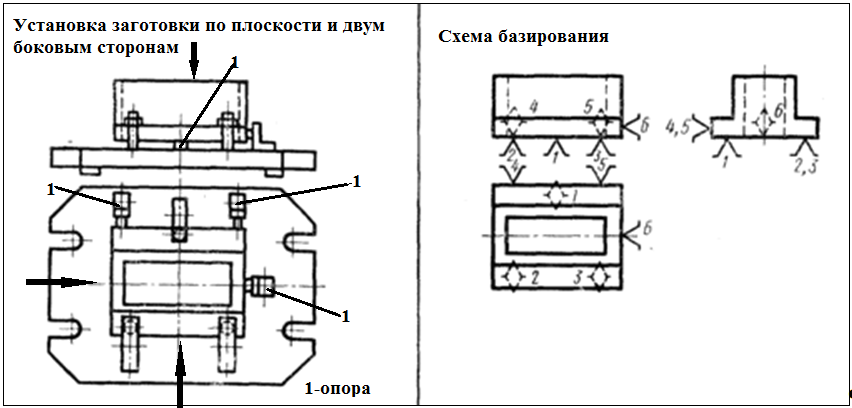
Рис. 2.7 – Установка призматической заготовки и схема базирования
Примером неполного базирования призматической заготовки может служить установка заготовки, изображенной на рисунке 2.8. Положение обрабатываемого уступа определяется двумя размерами: x, z.
Неточная установка заготовки вдоль оси Y не имеет значения, так как уступ выполняется на всей длине заготовки, и поэтому здесь достаточно две базирующие поверхности: 1 (установочная) и 2 (направляющая). При этом заготовка лишается пяти степеней свободы.
|
Рис. 2.8 – Пример неполного базирования
Следует отметить, что из двух поверхностей установочной базой служит поверхность, большая по плоскости. Стрелками показано направление доведения базовых поверхностей заготовки до соприкосновения с установочными элементами (опорами) приспособлений.
4.Установку режущих инструментов на размер или установку упоров и копиров надо производить от опорных баз детали, точнее – от соответствующих им установочных поверхностей или осей приспособления
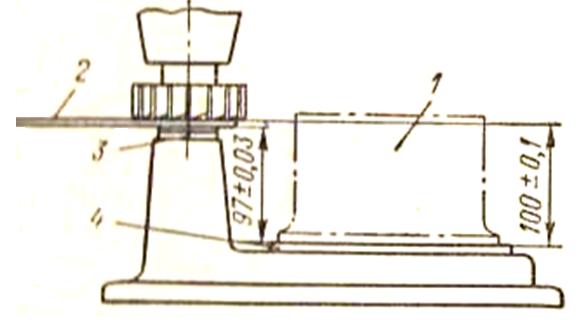
У заготовки 1 (рис. 2.9) требуется обработать верхнюю плоскость, выдерживая размер 100 мм от нижней плоскости, являющейся конструкторской базой. В приспособлении предусмотрена настройка положения инструмента с помощью щупа 2 толщиной 3 мм, при этом расположение поверхности для выверки инструмента корпуса 3 приспособления от плоскости установочной пластины 4 задано размером 97 мм. В этом случае для установки достаточно использовать лишь одну установочную базу (нижняя плоскость), и схема становится простейшей (заготовка лишается трех степеней свободы). (Щуп бережет приспособление и вносит универсальность обработки: например, чтобы обработать в размер 101мм, надо применять щуп толщиной 4мм).
|
Рис. 2.9 – Пример настройки инструмента для обработки верхней плоскости заготовки
5.Для обеспечения устойчивого положения заготовки в приспособлении в случае применения установочных опор расстояние между ними следует выбирать как можно большим. При этом уменьшается влияние погрешностей формы базовых поверхностей на положение заготовки в приспособлении.
6. При установке заготовки на опоры не должен возникать опрокидывающий момент.
На практике для исключения вибраций, опрокидывания и в случаях установки по черновым поверхностям (базам) применяются стандартные подводимые опоры (рис.2.10).
Для придания устойчивого положения заготовке следует, кроме постоянных, применять и самоустанавливающиеся опоры, так как применение дополнительных жестких опор делают схему базирования статически неопределенной и понижают точность установки.
Так, например, при базировании детали плоскостью одну из постоянных опор следует заменить двухточечной плавающей, как показано на рис.2.11а. Двухточечную плавающую опору можно применить и в случае базирования ступенчатой плоскости рис.2.11 б.
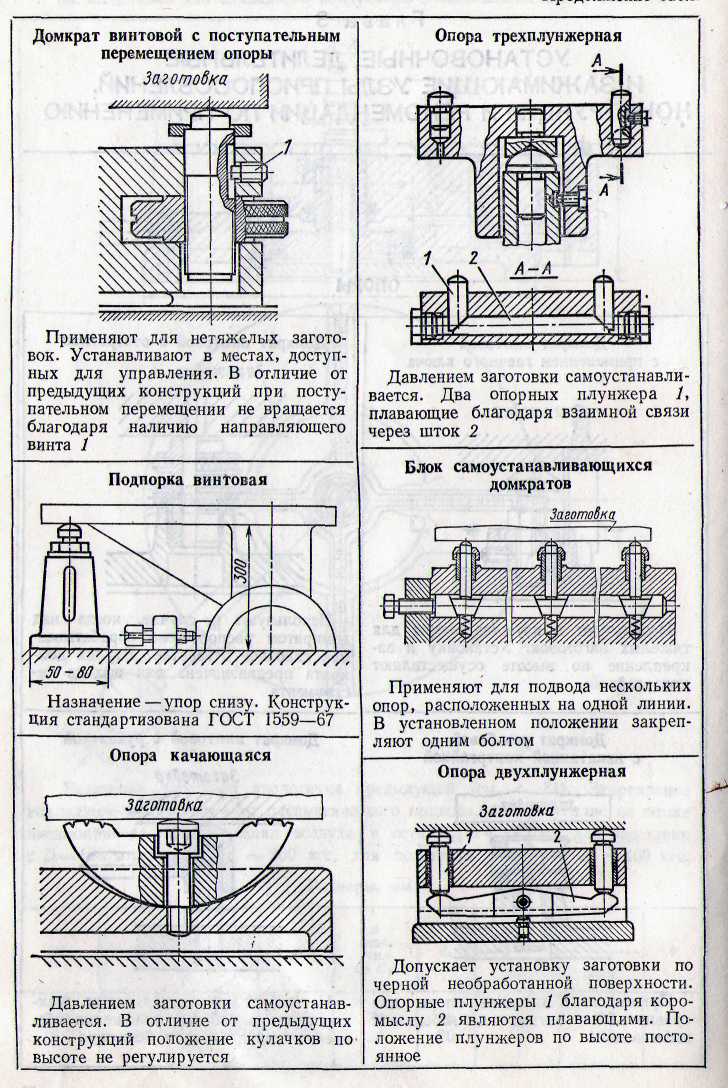
Рис.2.10 Подпорка винтовая
Конструкция установочных деталей зависит от формы и расположения, а также площади поверхностей обрабатываемой заготовки.
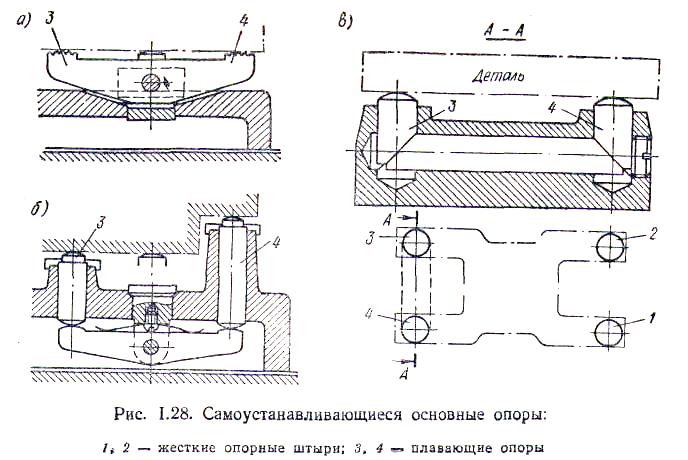
Рис.2.11 Самоустанавливающиеся основные опоры:
3, 4 – плавающие опоры
Вопросы.
1. Классификация баз в теории базирования.
2. Каковы принципы установки заготовки в СП с целью получения заданной точности детали.
3. Когда применяется полное и неполное базирование заготовки, показать на примерах.
4. В каких случаях необходимо применять дополнительные подводимые и плавающие опоры.
Лекция 4
Дата: 2019-02-19, просмотров: 1206.