· При использовании ГОСТ 21495-76 «Базирование и базы в машиностроении» необходимо принять следующие допущения:
a) базирование - теоретический процесс (построение) моделирования ориентации координатной системы ОП (ОП рассматривается в этом случае, как абсолютно жесткий, а его поверхности и псевдоповерхности гладкие) относительно координатной системы обрабатывающего комплекса;
b) установка - процесс моделирования ориентации ОП с учетом некоторых дополнительных факторов (силы, реальные параметры поверхностей ОП). При переходе от схемы базирования к схеме установки необходимо учитывать силовое замыкание (сила зажима ОП должна быть всегда направлена на 3 реперные точки, а ее проекция находится в треугольнике опор);
c) закрепление - физический процесс установки реального ОП.
БАЗИРОВАНИЕ - ПРОЦЕСС ОПРЕДЕЛЕНИЯ ПОВЕРХНОСТЕЙ (ПСЕВДОПОВЕРХНОСТЕЙ) ОП, ОТ КОТОРЫХ СЛЕДУЕТ НАСТРАИВАТЬ ФОЭ ДЛЯ ПОЛУЧЕНИЯ ТРЕБУЕМОЙ ТОЧНОСТИ РАЗМЕРА.
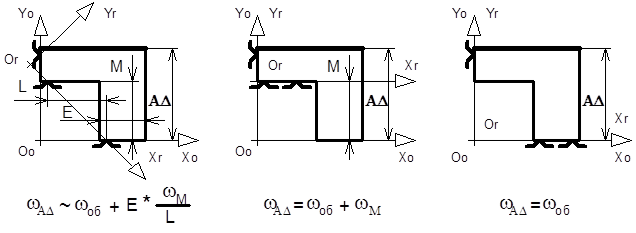
Рис. 5.7. Возникновение погрешности базирования
Xo, Oo, Yo - координатная система, построенная на номинальных поверхностях объекта производства; Xr, Or, Yr - координатная система объекта производства, построенная на реперных точках; L, M - расстояния между реперными точками по осям Xo и Yo соответственно; E - габарит номинальной поверхности, от которой задан требуемый размер; AD - требуемый размер, точность которого следует обеспечить на текущей операции; wоб - погрешность обработки на текущей операции
· Реперная точка - точка, принадлежащая поверхности ОП и формирующая его координатную систему;
· Опорная точка - точка, принадлежащая поверхности обрабатывающего комплекса и формирующая его координатную систему.
· В декартовой системе координат существует 2 вида баз, различающихся по количеству реперных точек, расположенных на координатных плоскостях ОП: 3-2-1 (95% случаев) и 2-2-2 (5%) [5. 7].
· Полный комплект реперных точек (6) формирует координатную систему ОП для текущей операции или координатную систему детали в процессе ее функционирования.
· Мера несовпадения номинальных поверхностей и координатных плоскостей ОП представляет собой погрешность базирования (см. рис. 5.7).
· Номинальная поверхность - поверхность или псевдоповерхность ОП.
· Все существующие до настоящего времени классификации предусматривали только 5 элементарных типов баз [5.1].
· «Естественная» классификация предусматривает 9 элементарных типов баз (схем возможного расположения реперных точек на номинальных поверхностях ОП), которые показаны на рис. 5.8 [5.7].


Рис. 5.8. Классификация элементарных типов баз
1 - тройная полная база; 2 - тройная опорно-направляющая база; 3 - двойная направляющая база; 4 - двойная опорно-направляющая база; 5 - тройная опорная база; 6 - одинарная установочная база; 7 - одинарная направляющая база; 8 - двойная опорная база; 9 - одинарная опорная база.

| и | 
| - реперные точки объекта производства; |

| - базы объекта производства; | ||

| - прочие поверхности объекта производства | ||
· Неизбежное сочетание 2 видов и 9 типов баз при разработке ТП приводит к конечному числу вариантов схем базирования (23 шт.).
· Последние исследования (см. рис. 5.9) показывают наличие всего 3 реперных точек и 1 точки приложения силового замыкания при анализе ОП в «естественной» системе координат (тетраэдальная). В декартовой системе такая схема установки описывается наличием нескольких (1 . . 3) связей каждой реперной точки ОП с координатными плоскостями [5. 8].
· Преимущество представленной теории состоит в разработке схем базирования с учетом действующих сил. Уровень абстракции существенно снижается, а следовательно, увеличивается корректность результата и упрощается процесс проектирования.
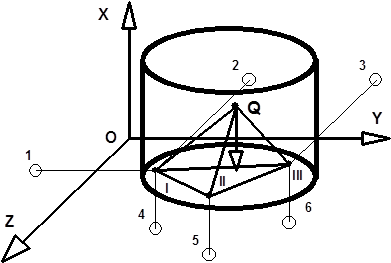
Рис. 5.9. Базирование в тетраэдальной системе координат
I, II, III - реперные точки; Q - точка приложения сил (вес); 1..6 - опорные точки в традиционной декартовой системе координат
Разработка единого комплекта технологических баз (ЕКТБ)
ЕКТБ разрабатывается с целью упрощения процессов проектирования ТП и оснастки.
· ЕКТБ используется для большинства, но не для всех операций ТП.
· ЕКТБ должен разрабатываться для каждого этапа ТП отдельно.
· Необходимость изменения схемы базирования в процессе обработки возникает по следующим причинам:
1) прерывание процесса механической обработки химико-термическими операциями;
2) использование различного оборудования для предварительной и чистовой обработки ОП;
3) невозможность получения требуемой точности без смены баз;
4) многократная обработка «базы» (при механической обработке у каждой поверхности ОП, по мере ее уточнения, изменяются размеры и расположение относительно других поверхностей).
· ЕКТБ обеспечивает ориентацию ОП относительно всех координатных плоскостей.
· При разработке отдельных элементов (баз) ЕКТБ применяются единые правила:
a) элементом ЕКТБ чаще (»70%) становится поверхность с большим числом размерных связей;
b) в подавляющем большинстве случаев (»90%) элементами ЕКТБ являются обработанные поверхности;
c) при выборе элемента ЕКТБ следует учитывать наиболее жесткие абсолютные и средние требования, предъявляемые к размерным связям поверхностей ОП;
d) при анализе следует учитывать возможность использования поверхностей в качестве того или иного элементарного типа баз;
e) после соответствующего ранжирования всех поверхностей ОП по трем координатным осям их отбор осуществляется при совместном анализе с позиции габаритов, формы и удобства использования в качестве элемента ЕКТБ.
Дата: 2019-02-24, просмотров: 398.