Из методики разработки САПР известно, что второй этап информационного обеспечения заключается в разработке формата и указании конкретных параметров детали (поверхностей), т.е. в подготовке исходной информации для проектирования ТП. Спектр характеристик поверхностей детали для различных этапов проектирования достаточно широк, и в ряде случаев множества этих характеристик не пересекаются. Наиболее часто используются параметры формы и размеры поверхностей. Объем подготовки данных о детали зависит от возможностей препроцессора САПР ТП и представляет собой неавтоматизированный процесс преобразования формата данных чертежа (кодирование исходной информации) для последующего использования в различных процедурах проектирования.
Графическое кодирование
· Визуализация и кодирование графической информации предназначены, соответственно, для зрительного восприятия образа детали разработчиком и для использования полученной информации в дальнейшем автоматизированном проектировании.
· Графическое кодирование поверхностей деталей разделяется на двухмерное, псевдотрехмерное и трехмерное:
1) двухмерная визуализация традиционно применяется конструкторами для изображения трехмерных деталей;
2) двухмерные (плоские) и псевдотрехмерные (валы) детали ограниченно применяются в машиностроении, следовательно, использование двухмерного кодирования поверхностей незначительно;
3) псевдотрехмерное кодирование позволяет без искажений фиксировать информацию о поверхностях, которые не изменяют форму по третьей координатной оси (большинство поверхностей стандартных деталей). Этот метод находит наиболее широкое применение;
4) трехмерное кодирование позволяет кодировать тела (детали) с любой сложностью пространственной формы. Наиболее дорогое и универсальное кодирование - может использоваться на всех этапах преобразования информации от маркетинга до изготовления машины.
Знаковое кодирование
· Знаковое кодирование - обеспечивает ввод исходной информации (в САПР) о поверхностях детали посредством замены их отличительных графических признаков на знаковые модели.
· Классификация знакового кодирования:
1) кодирование элементарных геометрических поверхностей;
2) кодирование конструктивных элементов деталей;
3) кодирование технологически ориентированных поверхностей (групп поверхностей) детали.
· Каждому методу классификации присущи определенные недостатки:
a) при формообразовании элементарных поверхностей возникают дополнительные поверхности, вид и характер которых зависит от кинематики ФОД и особенностей режущей части инструментов. Одна элементарная поверхность обеспечивает выполнение СН только в сочетании с другими аналогичными поверхностями;
b) использование конструктивных элементов при кодировании не гарантирует однозначного выбора технологических методов для их ФО. Все известные конструкторские классификаторы деталей не связаны с технологией их изготовления;
c) проблемы применения технологически ориентированных поверхностей для кодирования исходной графической информации связаны: с низкой универсальностью, сложностью кода, необходимостью предварительного технологического анализа конструкции.
· На современном этапе наиболее широко применяется метод кодирования технологически ориентированных поверхностей (рис. 6.1).
Алгоритмизация кодирования
· Алгоритмизация кодирования позволяет упростить процедуру запоминания большого количества кодов и ослабить влияние качества технологической подготовки оператора САПР ТП на качество проектов.
· Для деталей типа вал рекомендуется использовать 3-значный код и кодировать поверхности следующим образом: 1 знак - тип, 2 знак - вид и 3 знак - порядковый номер поверхности. Например:
a) 11* - гладкая наружная цилиндрическая поверхность;
b) 24* - фаска на осевом отверстии;
c) 63* - шпоночный сегментный паз и т.д.
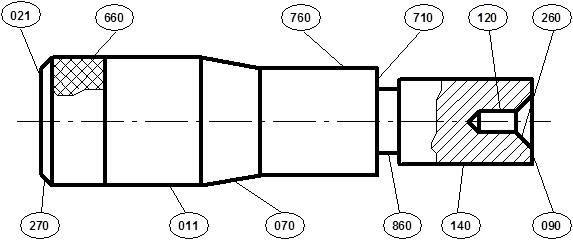
Рис. 6.1. Знаковое кодирование комплексной детали
021, 710, 090 - торцы; 270, 070 - наружные фаски; 011, 760, 140 - наружные цилиндрические поверхности и т.п.
· В этом случае кодирование по Рис. 6.1 представляет собой:
1) для наружных цилиндрических поверхностей: 011 - 111, 760 - 112, 140 - 113;
2) для наружных фасок: 270 - 131, 070 - 132;
3) для торцевых поверхностей: 021 - 711, 710 - 712, 090 - 713 и т.п.
· Для корпусных деталей следует использовать 5-значный код, в котором:
a) 1 знак - направление доступности инструментом или грань детали;
b) 2 знак - тип поверхности;
c) 3 знак - особенности поверхности (открытая, закрытая и т.п.);
d) 4 знак - вид поверхности;
e) 5 знак - порядковый номер поверхности одного типа и вида.
Функциональные модули
· Метод кодирования конструкторской (впоследствии технологической) графической информации при помощи функциональных модулей представляет собой иерархическую структуру восходящего описания графической информации от элементарной поверхности до детали включительно.
· Основное преимущество функциональных модулей состоит в жесткой связи между функцией модуля и его геометрическими параметрами (габариты, точность, уравнение формы и т.п.).
· Метод кодирования детали на основе соответствия технологических приемов и конструктивных параметров поверхности.
· Функциональный модуль - одна или несколько поверхностей, выполняющих одно и то же служебное назначение.
· К функциональным модулям относятся только те поверхности, которые играют роль исполнительных или основных и вспомогательных баз.
· До 70% поверхностей реальных деталей являются «следом» технологических методов и не представляют собой функциональных модулей (см. рис. 6.2).
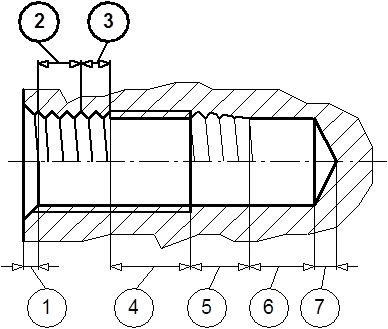
Рис. 6.2. Функциональный модуль
1 - фаска для ориентации метчика и сборки; 2 - функциональная зона (3 витка резьбы); 3 - зона гарантии (2 витка резьбы); 4 - зона свободной резьбы; 5 - зона сбега резьбы; 6 - зона заборного конуса метчика; 7 - зона копирования режущей части сверла
· Анализ структуры деталей показал, что 4 уровней иерархии достаточно для описания всех возможных функциональных модулей от элементарной поверхности до конструкции детали любой сложности. Разработка на этой основе иерархического каталога нерационально, что связано с широким спектром различий между функциональными модулями высшего уровня.
· Использование функциональных модулей для кодирования графической информации о детали не имеет существенных преимуществ перед другими методами кодирования.
САПР ТП адресации «KRAB»
Этимология слова «адресация», в контексте САПР ТП, представляет собой действие, связанное с поиском необходимых переходов в комплексном ТП по принципу полного соответствия условий и требований, предъявляемых к отдельным поверхностям и детали в целом. Все преимущества и недостатки таких систем проектирования связаны с применением жесткой структуры комплексного ТП, соответствующего узкому спектру ассортимента деталей одного типа.
САПР ТП «KRAB» разработана в рамках хоздоговорной НИР сотрудниками кафедры Технология машиностроения ВТИЛП по заказу Оршанского станкозавода «Красный Борец». Система открыта для использования в локальной сети предприятия. При соответствующей адаптации эта программная система может применяться на всех машиностроительных предприятиях с серийным производством.
Конфигурация системы
· Конфигурация САПР ТП методом адресации «KRAB» представлена на рис. 6.3.
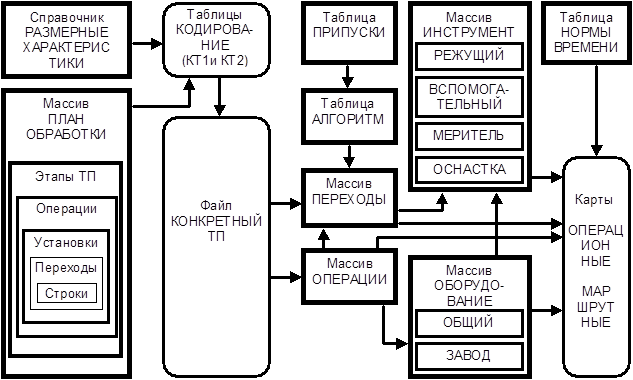
Рис. 6.3. Конфигурация САПР ТП «KRAB»
· Дополнительные элементы конфигурации:
a) анкета «ОПЕРАЦИИ» - рекомендации по месту выполнения операций;
b) массив «УСЛОВИЯ ТРУДА» - нормативные документы, определяющие методы охраны и нормы труда для различных видов работ;
c) справочник «ВИДЫ ЗАГОТОВОК» - список разновидностей заготовок с форматом исходных размерных параметров;
d) справочник «ВИДЫ ПОКРЫТИЙ» - список допустимых и выполнимых видов покрытия для конкретного предприятия;
e) анкета «ПРЕДПРИЯТИЕ» - основные параметры предприятия.
· Назначение и состав баз данных по рис. 6.3 включает:
1) справочник «РАЗМЕРНЫЕ ХАРАКТЕРИСТИКИ» - таблица габаритных размеров для каждого вида поверхностей комплексной детали. Используется во всех процедурах САПР «KRAB» (элемент базы знаний);
2) таблицы «КОДИРОВАНИЕ» - таблицы для ввода исходной информации о конкретной детали, подлежащей изготовлению;
3) массив «ПЛАН ОБРАБОТКИ» - модель комплексного ТП изготовления деталей одного типа (вал, втулка, планка и т.п.);
4) массив «ПЕРЕХОДЫ» - таблица наименований и размерных параметров переходов вместе с формулами и ссылками для расчета необходимой точности и припусков (элемент базы знаний);
5) массив «ОПЕРАЦИИ» - таблица условных кодов и наименований соответствующих операций;
6) массив «АЛГОРИТМЫ» - уравнения необходимых расчетов операционных размеров и припусков (элемент базы знаний);
7) таблица «ПРИПУСКИ» содержит величины припусков для различных методов обработки;
8) таблица «НОРМЫ ВРЕМЕНИ» содержит величины основного, вспомогательного, подготовительного и т.п. времени в зависимости от вида обработки и параметров детали;
9) массивы «ОБОРУДОВАНИЕ» и «ИНСТРУМЕНТ» содержат наименования станков и инструментов, а так же условия их выбора.
· Все связи (стрелки) по рис. 6.3 (преобразование информации) реализуются при помощи корневого сегмента программы «KRAB».
Таблицы «КОДИРОВАНИЕ»
· В САПР ТП «KRAB» применяется знаковое кодирование исходной информации чертежа детали - трансляция конструкторской информации на язык технологического проектирования (Кодирование - препроцессор САПР).
· В таблицу «КОДИРОВАНИЕ 1» оператор вводит общую для всей детали информацию:
1) список исполнителей - разработчик, проверяющий, нормоконтролер;
2) идентификация детали - вид, номер, наименование (при наличии локальной сети - данные из конструкторского банка данных);
3) количественные параметры - объем партии;
4) параметры заготовки - наименование и код материала, вид и масса заготовки, вид стандартной заготовки под поковку и наличие отверстия, количество деталей из одной заготовки и норма расхода;
5) масса детали;
6) параметры химико-термической обработки - твердость материала, необходимость улучшения и/или цементации;
7) место изготовления - цех и участок предпочтительного изготовления детали.
· Формат информации по каждой поверхности детали представлен в таблице 6.1.
Таблица 6.1.
Кодирование поверхностей «КОДИРОВАНИЕ 2»
| 1 | 2 | 3.1 | 3.2 | 3.3 | *** | 6.1 | 6.2 | 6.3 | 7 | 8 | 9.1 | 9.2 | 9.3 |
| *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** | *** |
· В столбцы таблицы 6.1 оператор вводит следующую информацию:
a) 1 - код поверхности;
b) 2 - количество одинаковых поверхностей;
c) 3.1 ... 6.1, 3.2 ... 6.2, 3.3 ... 6.3 - наименование (выводится автоматически из справочника «РАЗМЕРНЫЕ ХАРАКТЕРИСТИКИ»), величину и допустимое отклонение размерного параметра поверхности соответственно;
d) 7 - расположение поверхности;
e) 8 - необходимый припуск;
f) 9.1, 9.2 и 9.3 - точность, шероховатость (по умолчанию IT14 и Ra5) и технические условия соответственно.
Конфигурация массива «ПЛАН ОБРАБОТКИ»
· Массив «ПЛАН ОБРАБОТКИ» в численно-кодовом виде содержит: информационную, условную, ссылочную и организационную группы данных для каждой строки комплексного ТП.
· Формат массива:
1. ИНФОРМАЦИОННАЯ группа содержит:
a) Atpk - порядковый номер строки;
b) Ksp - код содержания перехода;
c) Kop - код операции.
2. УСЛОВНАЯ группа обеспечивает выбор строки (перехода) при соответствии информации в таблицах «КОДИРОВАНИЕ» и параметров настоящего массива:
a) Unp - код поверхности;
b) Prip - максимально допустимая величина припуска;
c) Lp - расположение поверхности относительно среднего сечения детали;
d) Nd_kr - наименование размерного параметра детали (поверхности), по которому существуют ограничения по выбору строки, R_a1 - алгоритм сравнения размерного параметра (< > = # и т.п.), Val_1 - величина предельно допустимого значения размерного параметра. Применяются 2 группы сравнения;
e) Sh_a1 - алгоритм сравнения шероховатости, Sh_val1 - величина предельно допустимого значения шероховатости. Применяются 2 группы сравнения;
f) Mod_a1 - алгоритм сравнения модуля, Mod_val1 - величина предельно допустимого значения модуля. Применяются 2 группы сравнения;
g) T_a1 - алгоритм сравнения точности, T_val1 - величина предельно допустимого значения точности. Применяются 2 группы сравнения;
h) Kpitd - количество одинаковых поверхностей;
i) Otv и Ndet - наличие отверстия и количество деталей, изготавливаемых из одной заготовки соответственно;
j) HRC, Cement - необходимость закалки и цементации соответственно;
k) TU - технические условия.
3. ОРГАНИЗАЦИОННАЯ группа ограничивает включение строки в файл «КОНКРЕТНЫЙ ТП» при наличии/отсутствии особых структурных взаимосвязей инструментальных переходов комплексного ТП:
a) Prp - предварительный выбор указанных переходов, Proch - расширение списка предварительно выбранных переходов;
b) Afz - используется, если все условия выбора строки комплексного ТП не могут быть описаны в одной строке;
c) Perh - обход без анализа последующих переходов до указанной строки (Atpk).
4. ССЫЛОЧНАЯ группа содержит номера таблиц для поиска данных в случае выбора текущей строки: Tab_pr, Tab_resh, Tab_vsp, Tab_izmer, Tab_time - таблицы приспособлений, режущего, вспомогательного и измерительного инструмента, норм времени соответственно.
· Программа «KRAB» последовательно сравнивает условия всех строк массива «ПЛАН ОБРАБОТКИ» с параметрами всех строк таблицы «КОДИРОВАНИЕ 2». При осуществлении операции «Формирование ТП» в первую очередь формируется файл «КОНКРЕТНЫЙ ТП»:
a) если в условной части массива содержится не «0» информация, то эта строка сравнивается с параметрами таблиц «КОДИРОВАНИЕ». При выполнении всех условий строка массива переносится в файл «КОНКРЕТНЫЙ ТП»;
b) если в условной части массива содержится «0» информация, то эта строка переносится в файл «КОНКРЕТНЫЙ ТП» без сравнения условий в таблицах «КОДИРОВАНИЕ»;
c) если в файле «КОНКРЕТНЫЙ ТП» между безусловными вспомогательными переходами «Установить» и «Переустановить» или «Переустановить» и «Снять» не содержатся существенные инструментальные переходы, то этот установ и/или операция исключаются;
d) после окончания просмотра и трансляции кодов в текстовую форму, выбора оборудования и инструментов в файле «КОНКРЕТНЫЙ ТП» сохраняются только существенные операции.
Дата: 2019-02-24, просмотров: 526.