Низкий уровень абстракции, традиционно используемый при моделировании технических объектов, предопределяет применение методов формальной лингвистики для анализа и синтеза технических систем.
· Основным элементом лингвистики остается перечень формальных однозначных определений применяемых слов - словарь терминов (кодов).
· Существенную роль в составлении лингвистических моделей играет и логика формирования предложений, которые также однозначно описывают действия или строение объекта - предикаты (лингвистические конструкции).
· Трансляция лингвистической конструкции (лингвы) осуществляется последовательно от замысла до машины в отдельных процессорах-преобразователях (рис. 5.1).
· Применение формальной лингвистики при моделировании технических объектов подразумевает использование наиболее общих методов этой науки, позволяющих упростить построение модели технической системы (в том числе ТП):
a) в «словаре» технического моделирования используются лингвистические термины, графические изображения, объекты и/или их физические модели;
b) в качестве предикатов при анализе и синтезе моделей или технических объектов используются, как грамматические построения, так и специфические связи, которые обозначаются графическими средствами или физическими элементами.

Рис. 5.1. Последовательность лингвистического преобразования модели цели создания в реальную машину
1 - техническое задание; 2 - конструкторская документация (ЧЕР-
ТЕЖ); 3 - технологическая документация (ОПЕРАЦИОННЫЕ КАРТЫ); 4 - лингва пользователя (МАШИНА)
· Особенности модели последовательного преобразования замысла в машину, показанной на рис. 5.1, состоят в следующем:
1) цель создания машины, которая описана на языке менеджера маркетингового отдела предприятия (или маркетингового бюро) в виде технического задания с минимальными отклонениями от обычной чисто лингвистической конструкции;
2) преобразование технического задания в конструкторскую документацию, выполняемую в конструкторском отделе на языке конструктора, осуществляется с широким применением особых словарей или справочников конструктора на основе методов создания графических моделей машины (чертежей);
3) при разработке технологической документации на языке технолога (в технологическом отделе) применяются особые технологические справочные пособия (словари), в которых графические изображения различных элементов детали соответствуют некоторым текстовым и графическим моделям поведения оборудования и производственных рабочих, позволяющих преобразовать заготовки в детали (обычно в несколько последовательных операций), а затем и собрать машину;
4) для реализации проекта технологического процесса (т.е. для изготовления реальных деталей и сборки из них машины) производителю работ требуется умение преобразовать технологическую информацию в выбор необходимых инструментов, оснастки, оборудования и рабочих приемов из некоторого существующего набора («словари» или склады и цеха завода, опыт и квалификация рабочих);
5) готовая годная машина обеспечивает достижение поставленной цели (удовлетворяет замысел) только в случае правильной оценки пользователем ее возможностей (от пользователя требуется знание «словаря» функций машины и соблюдение правил эксплуатации).
· На этапе технологического проектирования важнейшим аспектом корректного построения лингвистической модели технологического процесса являются формальные определения технологических терминов.
5.1.4 Формальные определения в технологии машиностроения
Как отмечалось в п.п. 5.1.3, наиболее существенная часть лингвистических моделей - словарь кодов, толкование которых должно быть однозначным в различных условиях. Для технологии машиностроения такими основополагающими определениями являются:
1. Формообразование (ФО) методами механической обработки - относительные формообразующие движения (ФОД) заготовки и формообразующего элемента (ФОЭ), совмещенные во времени и пространстве;
2. Взаимодополняющие станки в обрабатывающем комплексе необходимы в связи с относительной дискретностью поверхностей деталей. Взаимодополняющие станки должны рационально реализовывать ограниченный спектр ФОД с ограниченным спектром ФОЭ и заготовок;
3. Число взаимозаменяемых станков в обрабатывающем комплексе определяется, исходя из количества одинаковых элементов поверхностей, подлежащих изготовлению в единицу времени, и зависит от длительности их ФО;
4. Замена и перемещение ФОЭ (инструментов) необходимы для рационального функционирования станков и связаны большей консервативностью и меньшей износостойкостью ФОЭ по сравнению со станками;
5. Перемещение заготовок между взаимодополняющими станками связано с необходимостью ФО различных (дискретных) поверхностей на одной неразделимой заготовке;
6. Управление обрабатывающим комплексом рационально распределяет ФОД и другие движения между заготовками и ФОЭ. Управление может быть реализовано различными методами, которые предусматриваются на этапе проектирования обрабатывающего комплекса;
7. Производственный процесс (ПП) - совокупность всех процессов, обеспечивающих изготовление (рациональное) деталей в обрабатывающем комплексе (рис. 5.2);
8. Вспомогательные процессы - все процессы (кроме ФО), выполняемые для преобразования проектов ТП в реальные детали;
9. Технологический процесс (ТП) - совокупность всех процессов ФО в ПП;
10.Объект производства ( ОП) - все поверхности и их связи, создаваемые и/или используемые в процессе ФО;
11.Обрабатывающий комплекс - совокупность всех устройств, обеспечивающих реализацию ПП механической обработки.
· Большинство приведенных выше определений основано на представлении технологического процесса как процесса качественного преобразования заготовки в деталь.
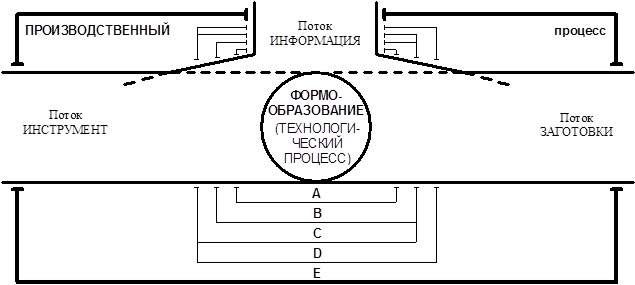
Рис. 5.2. Модель производственного процесса
A - на универсальном станке с ручным управлением; B - на станке с ЧПУ; C - на станке типа «Обрабатывающий центр»; D - на обрабатывающем модуле; E - на участке механической обработки
Дата: 2019-02-24, просмотров: 393.