· Дополнительные возможности Auto-CAD в области экспорта DXF-файлов были использованы авторами работы [4.5] при разработке принципов управления компактными производственными системами в рамках внедренных работ по системе АВТОПРИЗ.
· В условиях применения ограничений на разработку моделей двухмерных сложнопрофильных деталей и преобразования файла стандартного графического обмена была осуществлена концепция «начертил - изготовил» для производства плоских деталей произвольной сложности.
· Ограничения на разработку графических моделей в Auto-CAD:
a) создание непрерывных контуров (полилиний) обработки заготовки, причем в начале следует создавать внутренние, а затем внешний контур детали;
b) применение объектных привязок для изображения примитивов и определения их реперных точек;
c) разработка чертежа в масштабе 1:1 относительно размеров детали;
d) исключение любой дополнительной информации, не имеющей отношения к контурам детали (размерных и осевых линий, координат и т.п. надписей и обозначений на поле чертежа);
e) исключение блоков;
f) импорт DXF -файлов.
· Анализ и преобразование импортируемых файлов осуществляется в специальной программе САПР технологических процессов, которая обеспечивает:
1) преобразование численных данных файла стандартного графического обмена в координаты перемещения оптического узла;
2) преобразование типов примитивов в команды управления координатной системой установки;
3) предварительное определение скорости и ускорения перемещений оптической системы установки.
· Установка двухмерного лазерного формообразования (рис. 4.1) состоит из:
a) координатного стола с портальной системой перемещения (DGF 1712);
b) оптической системы для прерывания, отклонения и фокусировки излучения;
c) лазера (ИЛГН 702) с встроенной системой охлаждения;
d) системы охлаждения фокусирующего блока с компрессором и трубопроводами;
e) системы вентиляции и очистки;
f) системы обдува зоны резания инертным газом (включается при обработке пластмасс);
g) системы управления и проектирования (IBM-совместимая ЭВМ).
· Существующая опытная компактная производственная система АВТОПРИЗ позволяет:
1) обрабатывать неметаллические материалы (возможность обработки материала зависит от длины волны излучения);
2) обеспечивать точность контура детали не хуже 0.1 мм на всей поверхности координатного стола, что соответствует 12 ... 7 квалитетам точности;
3) изготавливать двухмерные изделия любой сложности с габаритными размерами до 1700х1200 мм;
4) обеспечивать ширину реза и радиусы кривизны контура детали не более 0.3 ... 0.5 мм;
5) раскраивать заготовки толщиной до 20 мм (зависит от мощности излучения);
6) обеспечивать уклон поверхности реза не более 1 ... 6° (зависит от фокусного расстояния оптической системы);
7) сократить расходы электроэнергии до 1.8 кВт/час.
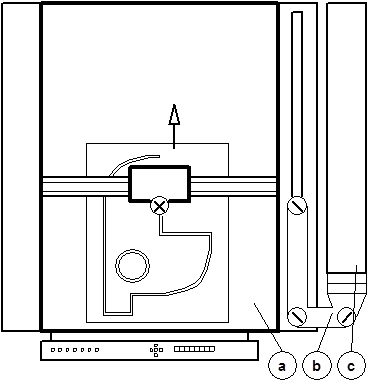
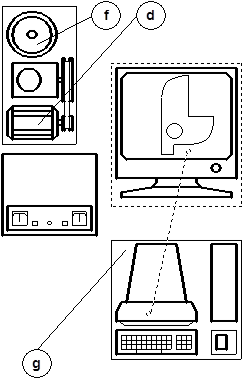
Рис. 4.1. Установка двухмерного лазерного формообразования
a - координатный стол; b - оптическая система; c - лазер; d - система охлаждения; f - система обдува; g - система проектирования и управления; система вентиляции и очистки не показана
· Применение конструкторской САПР на базе Auto-CAD, специального программного обеспечения САПР технологических процессов и компактной производственной системы двухмерного формообразования полностью обеспечивают реализацию концепции «начертил - изготовил».
· Функции пользователя предлагаемой системы АВТОПРИЗ сводятся к созданию графической модели детали, определению режимов резания, установке заготовки на стол и получению готового изделия. Все операции осуществляются без дополнительного участия технологов и производственных рабочих.
· В условиях применения системы АВТОПРИЗ:
a) повышается производительность производства;
b) увеличивается рентабельность мелкосерийного и индивидуального производства;
c) снижаются затраты на подготовку производства;
d) повышается уровень автоматизации разработки и изготовления продукции;
e) сокращается количество производственного персонала и повышается его интеллектуальный уровень;
f) сокращается время от замысла до его реализации в материале.
Вопросы для самопроверки
1. Как классифицируются графические редакторы в зависимости от области применения?
2. Как классифицируются графические редакторы в зависимости от типа представления информации?
3. Как классифицируются графические редакторы в зависимости от формы представления объекта?
4. Дайте определение графического пакета Auto-CAD.
5. Назовите основные блоки «падающего» меню в редакторе Auto-CAD.
6. В чем состоят функции блока команд «Объектные привязки»?
7. Какие задачи призван решать встроенный язык «Auto-Lisp»?
8. Какие функции возложены на DXF-файлы?
9. В чем заключаются преимущества систем АВТОПРИЗ?
10.Каких ограничений необходимо придерживаться при разработке изображения в редакторе Auto-CAD для его последующего использования в системе АВТОПРИЗ?
Литература
4.1. Гардан И., Люка М. Машинная графика и автоматизация проектирования: Пер. с французского. М.: «Мир», 1987.
4.2. Свирский Д.Н., Сухиненко Б.Н., Козинец Д.Г. Универсальная компактная лазерная производственная система. Тезисы докладов II международной НТК - Взаимодействие излучений с твердым телом. Мн.: БГУ, 1997.
4.3. АВТОКАД. Руководство пользователя. Пер. с английского. London: Autodesk LTD., 1989.
4.4. Кренкель Т.Э., Коган А.Г., Тараторин А.М. Персональные ЭВМ в инженерной практике. Справочник. М.: «Радио и связь», 1989.
4.5. Сухиненко Б.Н., Кучинский С.П. Компьютерная подготовка данных для производства сложно профильных изделий. Тезисы докладов XXVIII НТК и НМК ВГТУ. Витебск: ВГТУ, 1995.
ФОРМАЛИЗАЦИЯ ПРОЕКТИРОВАНИЯ
Формализация решения задачи, для которой предназначается САПР, является первым и важнейшим этапом разработки программных систем. В развитых странах трудозатраты постановщиков задач (инженеров, формализующих задачу САПР) оцениваются на порядок выше, чем трудозатраты программиста. Кроме того, в настоящее время все САПР проверяются постановщиками вручную, т.к. возможности имитационного моделирования, во-первых, достаточно ограничены, а во-вторых, позволяют имитировать процессы, модели которых заранее разработаны традиционными методами.
На теоретическом уровне представляется возможным считать каждую, традиционно решаемую задачу проектирования достаточно формализованной, однако узкие специалисты часто не в состоянии изложить методику своего поведения при решении обычной для них задачи. Cуществующие разработки в области теории проектирования имеют частный характер или представляют собой модели, имеющие только концептуальное соответствие реальным процессам.
Разработчик САПР сталкивается с проблемой формализации решения поставленной задачи, которую преодолевает самостоятельно, основываясь на собственных знаниях, а также используя опыт и интуицию традиционных проектировщиков. В рамках настоящей дисциплины формализации подвергается методика проектирования ТП механической обработки. Область исследований весьма обширна, а ее границы настолько размыты, что в рамках учебного плана представляется возможным продемонстрировать отдельные примеры и методы формализации некоторых этапов технологического проектирования. Прежде всего, это касается понятий, определения которых принципиально отличаются от традиционных, не соответствующих реальным объектам.
Дата: 2019-02-24, просмотров: 403.