Комбинированным называют инструмент, в одном корпусе которого объединены несколько обычных (единичных) инструментов. Он предназначен для одновременной или последовательной обработки нескольких поверхностей. В результате его производительность очень высокая, особенно при совмещенной обработке нескольких поверхностей. Известны расточные головки для одновременной обработки двенадцати и более поверхностей. Точность обработанных поверхностей и точность их расположения относительно друг друга также выше, чем обработанных нормальными единичными инструментами, потому что обработка выполняется с одной установки детали и зависит только от точности самого инструмента и явлений, сопровождающих процесс резания. Погрешности установочных и рабочих перемещений механизмов и узлов станка на нее не влияют.
Казалось бы, что такие инструменты нужно использовать как можно шире. Тем не менее это не так. Стоимость комбинированных инструментов в несколько раз выше, чем единичных, входящих в их конструкцию в связи с тем, что они сложнее и менее технологичны. Кроме того, эти инструменты — специальные и изготавливаются единично и мелкосерийно, а не массово, что также повышает их стоимость. Поэтому комбинированные инструменты предназначены для массового производства, основанного на использовании станков- автоматов, универсальных или специальных станков, типа агрегатных. Даже в этих условиях по причине дороговизны комбинированные инструменты используются только тогда, когда они крайне необходимы. Так, например, при оснащении токарного автомата или полуавтомата для обработки конкретной детали стандартными инструментами может оказаться, что недостает одного шпинделя станка. Задачу эту можно решить путем переноса обработки заготовки недостающим инструментом на другой станок или путем использования комбинированного инструмента. Второй вариант чаще всего бывает экономически более выгодным. Аналогичная картина и с такими же последствиями может быть при переналадке или проектировании агрегатных станков, собираемых из нормальных агрегатов с заранее запроектированным числом шпинделей.
В связи с увеличением использования станков с ЧПУ область применения таких инструментов постоянно сужается, хотя сама идея широкого использования комбинированных инструментов остается. Однако ее реализация должна быть основана на принципе создания модульных конструкций комбинированных инструментов, быстро собираемых из массово изготавливаемых стандартных модулей. Некоторые достижения в этом направлении уже имеются, особенно при создании расточных инструментов.
Разновидности комбинированных инструментов. Комбинированные инструменты могут быть двух принципиально разных видов:
а) комбинации инструментов, работающих с одинаковыми элементами режима резания. Это, как правило, комбинации однотипных инструментов;
б) комбинации инструментов, работающих с разными элементами режима резания (в основном комбинации разнотипных инструментов).
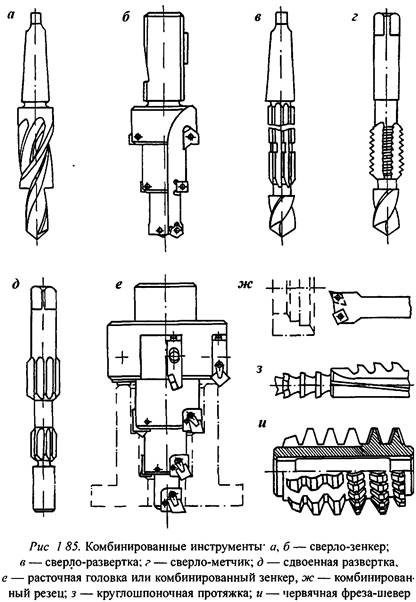
Большинство комбинаций однотипных инструментов, например сверло-зенкер (рис. 1.85, а), сверло-многоступенчатый зенкер (рис. 1.85, б), многоступенчатая развертка (рис. 1.85, д), расточная головка (рис. 1.85, е) и ряд других, позволяют вести одновременную обработку нескольких поверхностей. Комбинации разнотипных инструментов, например сверло-развертка (рис. 1.85, в) сверло-метчик (рис. 1.85, г) и другие, могут работать только последовательно: сначала сверлить, а затем развертывать отверстие или нарезать резьбу. Поэтому первый вид инструментов является более производительным и более удобным в эксплуатации, в том числе и в переточках, так как затупление составляющих инструментов наступает, как правило, одновременно.
Однако провести четкие границы по свойствам невозможно Ряд комбинаций однотипных инструментов может выполнять работу только последовательно. Примерами могут служить комбинированный резец (рис, 1.85, ж), комбинированная протяжка для обработки цилиндрического отверстия и паза (рис. 1.85, з) червячная фреза-шевер для обработки зубьев червячных колес (рис. 1 85, и) и др.
Комбинированные инструменты, как и нормальные, могут быть быстрорежущими и твердосплавными, хвостовыми и насадными, цельными, составными и сборными, с механическим креплением режущих пластин, в том числе многогранных неперетачиваемых, а также с напаянными и приклеенными пластинами и т.д Их классификация, как и классификация нормальных инструментов, может быть выполнена по тем же признакам.
Более современными следует считав инструменты с механическим креплением многогранных неперетачиваемых пластин или резцовых вставок с такими пластинами.
Инструментальные модули
Модули инструментальные
Модули инструментальные металлические предназначены для установки в производственных цехах, оборудования мастерских, сборочных участков. Широко используются как система хранения инструментов, различных комплектующих и деталей на рабочем месте.
Инструментальные модули представляют собой своеобразный конструктор, состоящий из отдельных комплектующих различного предназначения (в зависимости от производственных задач клиента). Модулиможно собирать секциями до двух метров, с шагом в 50 см. Высота конструкции зависит от выбора стоек.
Если сами модули металлические, то столешницы представлены в трех вариантах: из фанеры толщиной 24 мм, фанеры с металлической накладкой, толщина которой – 1.5 мм, и фанеры, покрытой 6-мм стальным листом. Во всех вариантах допустимая нагрузка на столешницу составляет 300 кг.
Характеристики комплектующих для инструментальных модулей:
· 1. Все типы стоек могут быть укомплектованы перфорированными и/или сплошными стенками четырех типовых размеров.
· 2. Полки модулей имеют различную глубину от 100 до 400 мм (с шагом в 50 мм).
· 3. Ригели стоек предназначены для крепления пластиковых контейнеров.
· 4. Для местного освещения на инструментальные модули могут быть установлены держатели светильников.
· 5. Одно- и двухстворчатые навесные шкафы с перфорированной внутренней стенкой и надежным ключевым замком.
· 6. Модули для инструментов могут быть дополнены кабелепроходами, блоками розеток и выключателей, что облегчит использование электропитания при работе с модулем.
· 7. Модули имеют полимерное порошковое покрытие, что облегчает уход за ними и обеспечивает привлекательный внешний вид мебели. При заказе партии от 10 шт возможна покраска на выбор – красный или зеленый цвет. Складской вариант – серый, синий.
· 8. Поставка выбранной заказчиком системы хранения инструментов – инструментального модулявыполняется только в разобранном виде. Монтаж модулей происходит легко и быстро по прилагаемой инструкции.
При всем многообразии индивидуальных конфигураций, которые обеспечивают инструментальные модули, известны следующие основные типы конструкций модулей:
- крепящиеся непосредственно к стене посредством анкерного крепления и болтов;
- стационарные односторонние и двухсторонние инструментальные модули;
- мобильные двухсторонние модули с возможность перемещения за счет поворотных колесных пар.
Дата: 2019-02-19, просмотров: 861.