При разработке плана цеха критерием качества проектного решения является эффективность использования производственных площадей и удобство транспортировки заготовок, узлов и конструкций. На первом этапе разрабатывается технологический план цеха со схемой грузовых и технологических потоков, технологических линий с максимально возможной автоматизацией и механизацией выполнения технологических операций. Опыт проектирования сварочных цехов включает ряд типовых схем планировок.
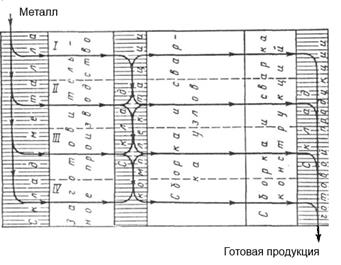
Для мелкосерийного и серийного производств относительно несложных металлоконструкций при небольшой и устойчивой номенклатуре нашла применение схема цеха с продольным направлением производственного потока (рис. 2). Металл со склада поступает в пролеты заготовительного производства I, II., каждый из которых специализирован для обработки металла определенной группы сортамента. Например, в пролете I могут быть размещены технологические линии и отдельное оборудование для обработки тонколистового металла: гильотинные ножницы, гибочные станки, прессовое оборудование для штамповки заготовок и вырубки отверстии, вальцы для изготовления обечаек и др. В прилете II может быть размещено оборудование для обработки металла средних и больших толщин. Здесь могут быть установлены технологические линии термической резки, в которых выполняются операции маркировки, разделительной резки, обработки кромок, удаления грата. Здесь же могут быть расположены гильотинные ножницы и пресс - ножницы для резки листов соответствующих толщин, листоправильные машины для правки заготовок, механическое оборудование для строжки и фрезеровки кромок, сверления отверстий и др.
В других пролетах могут располагаться обработка профильного проката, труб, а также участки механической обработки заготовок (токарные, фрезерные и другие виды работ).
|
| Рис. 2. Схема цеха с продольным направлением производственного потока |
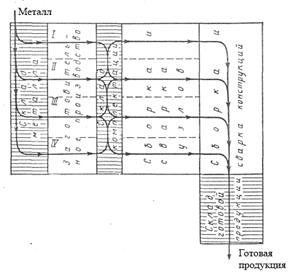
Из пролетов заготовительного производства заготовки поступают на склад комплектации (промежуточный склад) (рис.3), с которого скомплектованными, по заказам они могут выдаваться в один из пролетов сборки и сварки узлов. Каждый из этих пролетов целесообразно специализировать для определенных типоразмеров изготавливаемых изделий. Готовые сварные узлы поступают на участки сборки и сварки конструкции, а после завершения изготовления - на склад готовой продукции или на дальнейшую сборку, установку оборудования, отделку.
|
| Рис. 3. Схема цеха для производства сложных однотипных конструкций. |
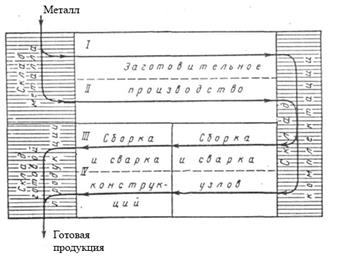
Основным отличием этой схемы планировки от предыдущей является расположение производства общей сборки конструкций в пролете, поперечном по отношению к пролетам заготовительного производства и пролетам сборки и сварки узлов. При этом целесообразно, чтобы пролеты заготовительного производства и узловой сборки и сварки были специализированы по типам сварных узлов, а также, чтобы их взаимное расположение соответствовало очередности поступления этих узлов на общую сборку изделия. Такая схема облегчает решение транспортных проблем в условиях крупносерийного и массового производств: в условиях поточных, автоматизированных и роботизированных технологических линии, включающих операции заготовительного производства и механической обработки узлов после сварки. Промежуточный склад заготовок, перенесенный к пролету общей сборки, в котором может размещаться главный сборочный конвейер, позволяет создать необходимый запас узлов и детален для обеспечения непрерывной работы пролета общей сборки при возможных перерывах в работе других пролетов. Такая схема цеха или блока цехов характерна, например, для заводов автомобильного производства. Рассмотренные типы планировок являются основными, и другие варианты, как правило, включают их основные идеи, дополняя своими характерными особенностями. Так, схема планировки с петлевым направлением потока (рис. 4) позволяет скомпоновать блок цехов более компактно, располагая склады по концам здания. Такое размещение повышает эффективность использования промежуточного склада заготовок, для которого, как правило, требуется большая высота.
|
| Рис. 4. Схема цеха с петлевым направлением производственного потока |
Другим характерным примером развития идей основных типов планировок цехов, является схема блока цехов и грузопотоков завода сварных металлоконструкций (предприятие «Уралмаш», г. Верхняя Пышма) (рис. 5). Особенностью этой схемы является расположение всех пролетов в поперечном направлении к основному направлению технологического потока от склада металла к складу готовой продукции. Это обеспечило компактность решения при выпуске 130 тыс. т сварных металлоконструкций в год в условиях мелкосерийного производства громоздких металлоемких конструкций. Все межцеховые передачи металла и изделий осуществляются по четырем продольным технологическим путям, связывающим все цехи блока и имеющим минимальную длину.
Такая схема обеспечивает возможность модернизации производства с переходом на выпуск новых изделий без изменения общей схемы межцехового транспорта.
|
| рис. 5. схема блока производственных цехов предприятия металлоконструкций «уралмаш»: а - продольный разрез; б - план и схема грузопотоков; i - склад металла; ii - заготовительное производство; iii - склад комплектации; iv - сборка узлов; v - сборка и отделка конструкций; vi - склад готовой продукции |
По сравнению с созданием нового производства реконструкция существующего цеха может дать больший экономический эффект, однако ее
проведение часто затруднено ранее заложенными проектными решениями. Для облегчения перехода па новые виды и модели, выпускаемых металлоконструкции при разработке технологических планировок сварочных цехов целесообразно закладывать некоторые резервные площади. Это, хотя и ведет к увеличению стоимости строительства, значительно расширяет возможности предприятия, особенно в тех отраслях, где необходимо частое обновление продукции.
Дата: 2019-02-19, просмотров: 939.