Для установки литьевой пресс-формы на термопластавтомат следует подобрать габаритные размеры формы (рис. 4.11), а также определить и подобрать присоединительные размеры пресс-формы, обращая внимание на возможные межосевые размеры элементов крепления на термопластавтомате.
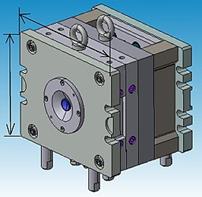
Рисунок 4.11 – Габаритные размеры литьевой пресс-формы
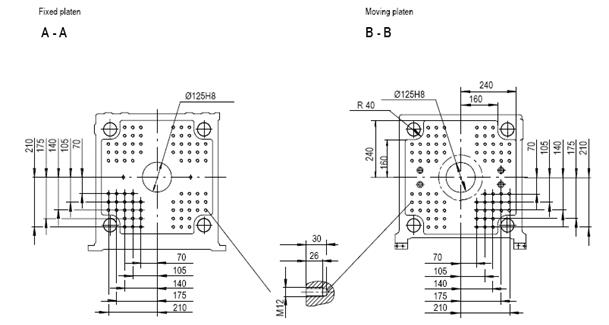
Рисунок 4.12 – Схема крепежных отверстий на термопластавтомате «Technical Data Ergotech EXTRA 50-200»
На рисунке 4.12 показаны возможные межосевые размеры элементов крепления пресс-формы на термопластавтомате. Опираясь на схему на рисунке 4.12, составляется размерная схема элементов крепления на плитах крепления.
a×b=140×350 мм
1 Наибольшие габаритные размеры (рисунок 4.11) плит крепления формы-заготовки должны не превышать расстояния (просвета) между колоннами термопластавтомата (англ. distance between tie bars).
С учетом межосевых размеров определяем габаритные размеры плит, воспользовавшись каталогом стандартов DME.
a×b = 180×370 мм
2 Высота формы должна принадлежать допускаемому промежутку, указанному в паспорте литьевой машины (min/max mould height)
H = 291,4 мм
3 Наибольшая величина раскрытия формы, или ход подвижной части формы hм (max. mould opening stroke), указанная в паспорте термопластавтомата, должна обеспечивать возможность извлечения отливки из деталей формующего узла:
 (4.4)
(4.4)
где hи – высота изделия (отливки) в направлении, перпендикулярном плоскости разъема; с – просвет, необходимый для свободного удаления отливки (20...100 мм в зависимости от габаритов); L – длина центрального литника (кроме случая, когда применяется обогреваемая центральная литниковая втулка), в зависимости от габаритов выбранной формы-заготовки длина литника равна 33...96 мм.
hм > 2∙21,5 +60 + L(=0), (4.5)
hм > 103 мм
4 Максимальный ход выталкивания (ejection stroke), который обеспечивает литьевая машина, должен превышать ход плиты выталкивателей выбранной формы-заготовки [2].
На рисунке 4.13 показана модель формообразующих элементов и элементов привода.

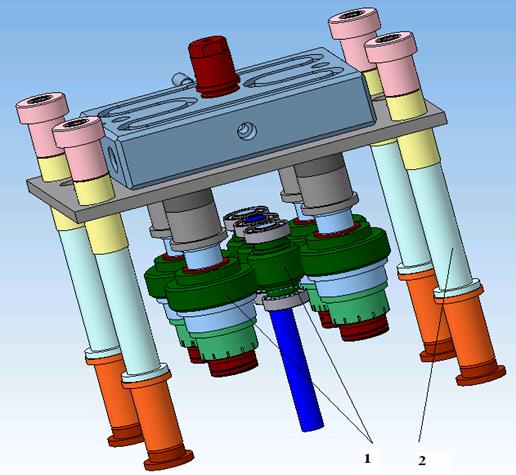
Рисунок 4.13 – Формующие узлы в сборке с элементами ГКС
На рисунке 4.14 показана размерная схема межосевых расстояний для формообразующих элементов. Размерная схема рассчитывается исходя из выбранных размеров зубчатых колес (на рисунке 4.13 поз.1) фирмы HASCO.
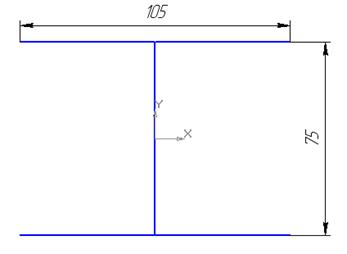
Рисунок 4.14 – Схема межосевых расстояний формообразующих элементов
После определяем размерную схему межосевых расстояний для направляющих (рисунок 4.15), исходя из размеров конструкции пресс-формы. На рисунке 4.13 показаны направляющие поз.2.
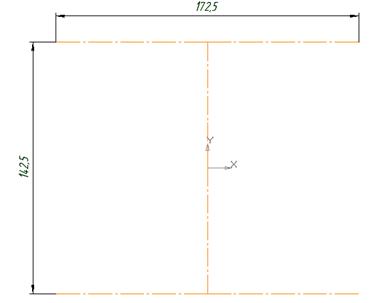
Рисунок 4.15 – Схема межосевых расстояний направляющих
Дата: 2019-02-02, просмотров: 524.