Построенная ранее твердотельная CAD-модель резьбовой пробки позволяет упростить и автоматизировать разработку формообразующих деталей литьевой формы, т.е. тех ее частей, которые непосредственно воспроизводят полость, в которой полимер находится при остывании. К формообразующим деталям литьевой формы относятся матрицы, пуансоны, знаки и выталкиватели.
Порядок построения заключается в получении негативного отпечатка модели-отливки в заготовке матрицы и пуансона с одновременным масштабированием на величину предполагаемой усадки. Построение включает следующие этапы.
1 С учетом возможности извлечения отливки выбирается поверхность разъема формы. Тем самым определяются части отливки, которые будут расположены в подвижной и неподвижной полуформах.
2 Вычитанием объемов получается две цельные заготовки: заготовку матрицы и заготовку пуансона, при этом задают положительный коэффициент масштабирования, численно равный прогнозируемой величине усадки полимерного материала при его остывании. Таким образом, размеры отпечатка в заготовках матрицы и пуансона оказываются больше размеров отливки на величину линейной усадки.
3 Исходя из возможностей и выбранного способа изготовления, полученные детали разбиваем на части (например, в виде вставок, знаков и т.п.) или оставляем цельными.
4 Выполняют окончательную доработку формообразующих деталей: достраивают бурты и посадочные поверхности, отверстия под крепеж, знаки и выталкиватели; вырезают литниковые и вентиляционные каналы и т.п.
По полученным CAD-моделям формообразующих деталей далее разрабатывается технология их обработки на фрезерных, токарных или эрозионных станках с ЧПУ [2].
Рассмотрим этапы проектирования формообразующих элементов для дальнейшего получения резьбовой пробки. Изделие «Пробка» (рис. 2.1), линейную усадку принимаем равной 1,2% [ ]. Матрица оформляет всю наружную часть изделия, а пуансон всю внутреннюю, при этом линия разъема является плоской и проходит по верхнему краю изделия.
Пересохранив модель отливки под названием «Модель для матрицы», получаем сплошную заготовку с профилем, соответствующим наружной поверхности детали. Это делается отменой операций; в ряде случаев для сохранения целостности необходимо копирование (перенесение) эскизов из одной плоскости в другую.
В данном случае «Модель для матрицы» имеет следующий вид:
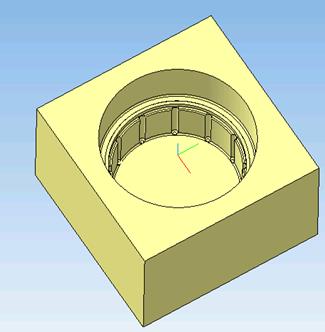
Рисунок 3.1 – Модель матрицы
Аналогично сохраняем модель отливки под именем «Модель для пуансона» и получаем сплошную деталь (рис.3.2), воспроизводящую только внутренний контур отливки.
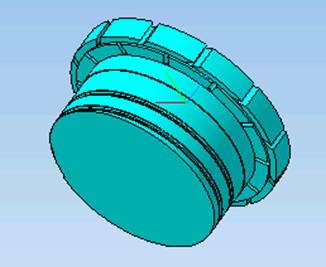
Рисунок 3.2 – Модель сплошного пуансона
Создаем новую сборку и добавляем в нее «Модель для матрицы». Создаем новую деталь "Матрица" по размерам ее модели (при этом "Модель" должна находиться внутри "Матрицы"). Далее вычитанием компонентов с требуемым коэффициентом масштабирования (в данном случае 1,2%) получаем матрицу (рис.9) и дорабатываем ее (каналы не показаны).
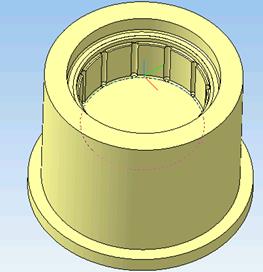
Рисунок 3.3 - Матрица
Второй формообразующий (рис.3.2) элемент разделим на две формообразующие части – модель пуансона (рис.3.4) и модель формообразующей вставки (рис.3.5).
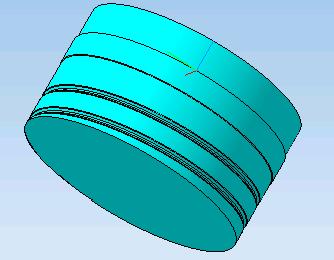
Рисунок 3.4 – Модель пуансона
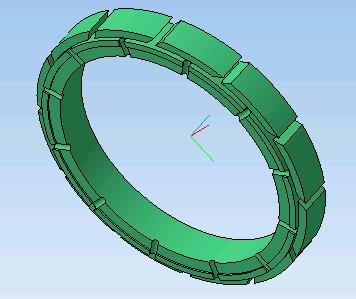
Рисунок 3.5 – Модель формообразующей вставки
Аналогично (при этом создается новая сборка) строится пуансон и формообразующая вставка. Также осуществляется вычитанием компонентов с требуемым коэффициентом масштабирования ( 1,2%) получаем и дорабатываем пунсон (рис.3.6) и формообразующую вставку (рис.3.7).
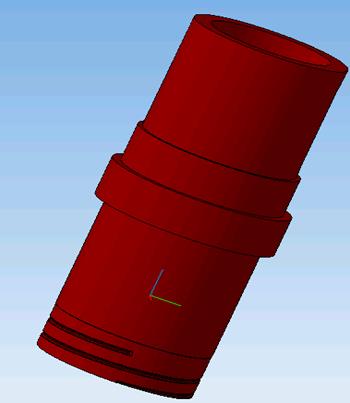
Рисунок 3.6 – Пуансон
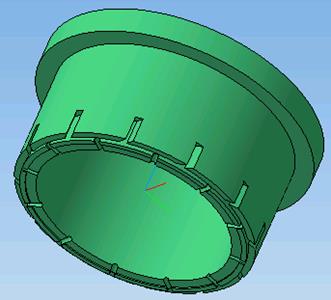
Рисунок 3.7 – Формообразующая вставка
Собрав все элементы, при помощи соответствующих сопряжений получаем формообразующий узел «Матрица – Пуансон – Формообразующая вставка» заданных размеров (рис. 3.8), который позволяет получать деталь «Пробка».
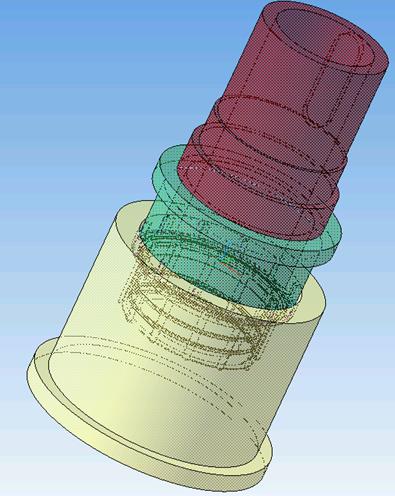
Рисунок 3.8 – Формообразующий узел
КОМПОНОВКА ЛИТЬЕВОЙ ФОРМЫ
Расположение гнезд в форме
Первым шагом в конструировании формы является определение количества полостей (гнёзд). Принимаются во внимание как технические (в виде имеющегося литьевого оборудования, требуемого качества и стоимости), так и экономические (в виде сроков поставки) критерии. По типу размещения гнезд различают:
- размещение рядами (достоинство: больше пространства для размещения полостей, чем при размещении по окружности; недостаток: неравная длина потока к отдельным полостям);
- размещение по окружности (достоинства: равная длина потока ко всем полостям, простота извлечения деталей, особенно требующих вывинчивания; недостаток: возможность размещения ограниченного количества полостей);
- симметричное размещение (достоинства: равная длина потока ко всем полостям без корректировки литников; недостаток: большой объем литников, быстрое остывание расплава) [5].
Выбираем 4-х гнездную литьевую форму с размещением полостей по окружности (рис. 4.1), так как этот вариант наиболее подходит для нашего варианта извлечения детали «Пробка».
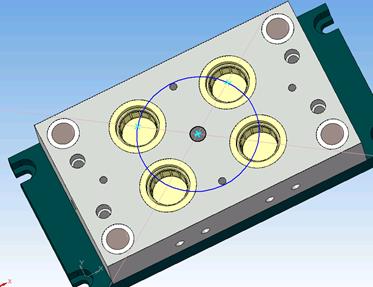
Рисунок 4.1 – Размещение формообразующих полостей
Далее, после определения оптимального количества формующих полостей находится наиболее подходящая литьевая машина для установки формы. Только принятие в расчет технических характеристик машины и формы, соответствующих проектируемой детали, делает возможным реалистичное определение количества формующих полостей.
Расчет начинается со сбора основных данных о детали, которую производят литьем под давлением, в число которых в первую очередь входят:
● форма и размеры деталей;
● полимерный материал;
● спрос на деталь;
● объем партии;
● срок отгрузки готовой продукции.
Производитель пластмассовых деталей и изготовитель формы должны располагать для стоимостных расчетов как минимум следующими данными:
● количество гнезд;
● тип литьевой формы;
● габариты формы;
● количество и тип литьевых машин;
● стоимость формы;
● стоимость детали.
Перечисленные параметры могут быть установлены только в совокупности, потому что они влияют друг на друга [5].
Выбор элементов ГКС
Развитие производств по переработке пластмасс сопровождается ростом объемов инструментального производства, а также массовым ввозом пресс-форм, многие из которых изготовлены с применением стандартизованных элементов (HASCO, DME и др.). Качество и надежность этих элементов подтверждены опытом их эксплуатации, а также опытом изготовления и ремонта пресс-форм на предприятиях РБ. За короткое время российские предприятия смогли не только освоить применение стандартизованных элементов, но и стать пионерами в применении новейших разработок компании HASCO. Их опыт перенимается многими фирмами, в том числе, и за рубежом.
Для выбора элементов ГКС воспользуемся электронным каталогом «Z – Katalog 2001 – 2003» стандартов компании Hasco [ ].
Дата: 2019-02-02, просмотров: 430.