Как было сказано выше, в качестве главного исполнительного механизма в кривошипной машине наиболее широко используется кривошипно-ползунный механизм. В кривошипных машинах применяются две модификации кривошипно-ползунного механизма: аксиальный (центральный) механизм и дезаксиальный (смещённый) механизм.
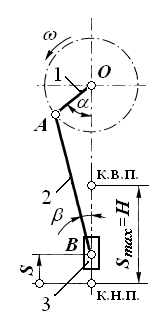
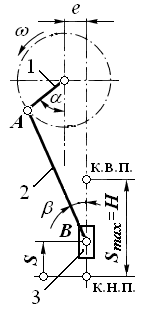
У аксиального механизма (рис. 1.6 а) ось возвратно-поступательного движения ползуна 3 проходит через центр вращения кривошипа 1. У дезаксиального механизма (рис. 1.6 б) ось возвратно-поступательного движения ползуна 3 смещена по отношению к оси вращения кривошипа 1 на величину е, называемую дезаксиалом. Величина е принимается со знаком «+», если ось возвратно-поступательного перемещения ползуна находится справа от оси вращения кривошипа при выбранном направлении вращения кривошипа (см. рис. 1.6 б), и со знаком «–», если ось возвратно-поступательного перемещения ползуна находится слева от оси вращения кривошипа.
а б
Рис. 1.6 Кривошипно-ползунный механизм:
а – аксиальный (центральный) и б – дезаксиальный (смещённый); 1 – кривошип; 2 – шатун; 3 – ползун; ω – угловая скорость вращения кривошипа; α – угол поворота кривошипа; β – угол между осью шатуна и осью возвратно-поступательного движения ползуна; S – перемещение ползуна, определяемое положением точки В ползуна (отсчитывается от крайнего нижнего положения (к.н.п.) ползуна); Smax = H – максимальный ход ползуна – расстояние от к.н.п. до к.в.п. (крайнего верхнего положения) ползуна; е – величина дезаксиала (величина смещения оси возвратно-поступательного движения ползуна по отношению к оси вращения кривошипа).
Технологическая операция (деформирование заготовки) начинается на расстоянии S T от крайнего нижнего положения (к.н.п.) ползуна (рис. 1.7) в момент касания инструментом заготовки и заканчивается в к.н.п., либо вблизи него (например, при вырубке). Положение кривошипа в момент касания инструментом заготовки определяется технологическим углом αT, который называют ещё углом встречи. Величина αT зависит от типа технологической операции. Значения углов αT приведены в табл. 1.10. Из этой таблицы видно, что практически все операции, осуществляемые на кривошипных машинах, выполняются при повороте кривошипа на угол от 0 до π/2, т. е. в первом квадранте (см. рис. 1.7). Поэтому для удобства проведения кинематического анализа за начало отсчёта перемещения ползуна (S=0) принимают его крайнее нижнее положение (к.н.п.), а за начало отсчёта угла поворота кривошипа (α=0) принимают положение кривошипа, соответствующее к.н.п. ползуна. При этом отсчёт положений ползуна и кривошипа ведётся в сторону, противоположную их фактическому перемещению.
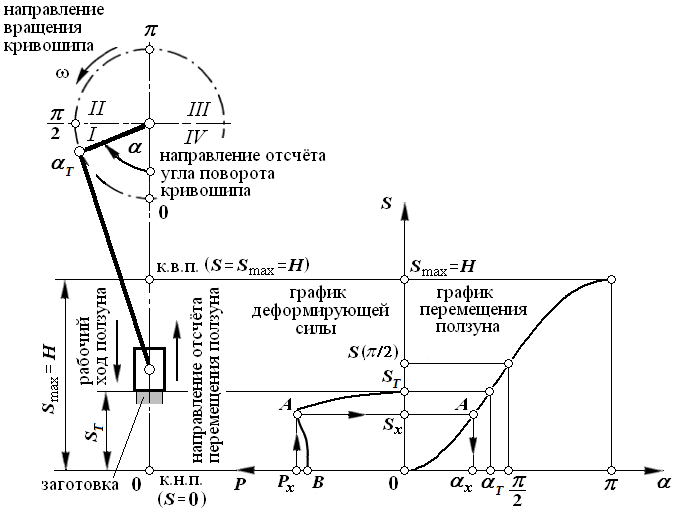
Рис. 1.7 Схема кривошипно-ползунного механизма и графики изменений деформирующей силы и перемещения ползуна:
ST – расстояние от к.н.п. до положения ползуна в момент его касания заготовки; αT – технологический угол (угол встречи); P – деформирующая сила; P x , S x и α x – соответственно некоторое текущее значение деформирующей силы, перемещения ползуна и соответствующее им значение угла поворота кривошипа;
Таблица 1.10
Значения технологических углов (углов встречи)
| № п/п | Тип технологической операции | Технологический угол αT , градусы |
| 1 | Разделительные операции | 30…45 |
| 2 | Формоизменяющие операции с небольшой величиной хода инструмента (неглубокая вытяжка, гибка, обжим) | 40…60 |
| 3 | Формоизменяющие операции со значительной величиной хода инструмента (глубокая вытяжка, обжим, раздача и др.) | 60…120 |
| 4 | Операции объемной штамповки (чеканка, осадка, прессование и др.). | 20…30 |
На рис. 1.7 приведены два графика, имеющих общую ось 0S: график изменения деформирующей силы (график технологической нагрузки) P=P(S) и график изменения перемещения ползуна S=S(α). Такое расположение графиков удобно использовать при выполнении расчётов по определению энергетических параметров привода, о которых речь пойдёт ниже. График S=S(α) строится в предположении движения ползуна от к.н.п. до к.в.п., т. е. в направлении выбранного отсчёта перемещения ползуна. График P=P(S) строится в соответствии с направлением рабочего хода ползуна, т. е. в направлении, обратном к выбранному направлению отсчёта, поэтому данный график начинается не в точке 0, а в точке S T и заканчивается либо в к.н.п. либо вблизи неё (в зависимости от типа технологической операции). На рисунке в качестве примера показан график изменения деформирующей силы при холодном прямом выдавливании. В этом случае деформирование заканчивается в к.н.п., т. е. в точке B.
Дата: 2019-02-02, просмотров: 988.