Вальцовка представляет собой протяжку заготовки продольной прокаткой в секторных штампах ковочных вальцов.
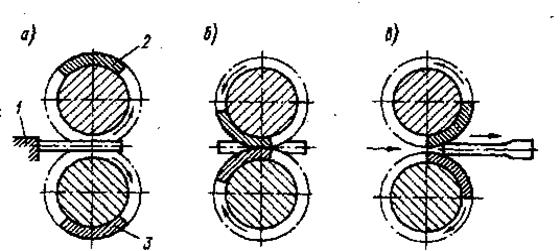
Рис. 1. Схема вальцовки: а – в – стадии вальцовки:
1 – подающий схват; 2,3 – секторные штампы
Подача заготовки до упора 1, протяжка в секторном штампе, выдача заготовки.
Исходным материалом для вальцовки служат прутки круглого, квадратного и прямоугольного сечений.
Штамповочную вальцовку в основном применяют при массовом и крупносерийном производствах для получения готовых мелких и средних поковок переменного сечения различной формы (в том числе и достаточно сложной), например, гаечных ключей, плоскогубцев, звеньев транспортеров и т.д. Производительность – тысячи штук в смену.

Рис.2. Схемы ковки на ротационно-ковочной (а) и радиально-обжимной (б) машинах: 1 – бойки; 2 – поковка; Е – ход бойков
Предназначены эти машины для обжатия заготовок из прутков и труб с целью получения цилиндрических, конических и ступенчатых переходов.
Частота вращения шпиндельных машин – 180-400 об/мин.
Принцип работы: Бойки с ползунками и роликами под действием центробежных сил пытаются разойтись, но наскакивая роликами 1 на ролики, укрепленные в обойме машины, движутся навстречу друг друга и обжимают заготовку, поданную в рабочее пространство по оси шпинделя. Число нажимов без учета проскальзывания обоймы за каждый поворот шпинделя определяется числом пар роликов, укрепленных в обойме, а с учетом проскальзывания обоймы – почти вдвое меньше и составляет от нескольких сот до нескольких тысяч в минуту. Заготовка также получает вращение с частотой не более 5-8 об/мин.
На машинах обычной конструкции можно обрабатывать поочередно только концы заготовок. Для получения более сложного продольного профиля машина должна иметь в обжимном механизме особое клиновое устройство, при перемещении которого вдоль оси шпинделя изменяется расстояние от рабочей поверхности бойков до оси роликов 2 за счет изменения толщины клиньев, размещаемых между бойками и ползунами.
Перемещая клиновое устройство по копиру, или используя ЧПУ, можно автоматизировать обработку сложнопрофильных валов.
Ротационно-обжимные машины применяют для поковок небольших сечений. Обрабатывают прутки в холодном и горячем состоянии диаметром 1,5…75 мм и трубы диаметром 10…150 мм. Получаемые обжатия: 1,4…1,7.
Точность обработки: при холодном обжатии 6…8 квалитет, при горячем – 11…13 квалитет. Шероховатость соответственно Rz=1,6…0,4 мкм и 6,3…2 мкм. Прочность деталей возрастает на 30%.
Радиально-ковочные машины применяют для изготовления поковок относительно крупных сечений: трубных – диаметром до 200 мм и прутковых – до 140 мм.
Машины имеют кривошипно-эксцентриковое устройство привода бойков, расположенных радиально в одной плоскости через равные углы.
Радиальная ковка применяется в основном для получения ступенчатых валов.
Точность размеров пи холодной ковке достигает 6…10 квалитета, в горячую – 11…13 квалитета.
Производительность радиальной ковки невелика, поэтому ее применяют в мелкосерийном производстве взамен ковки или черновой токарной обработки.
Дата: 2019-02-02, просмотров: 513.