Кривошипные горячештамповочные прессы предназначены для относительно точной штамповки различных поковок, преимущественно в открытых штампах.
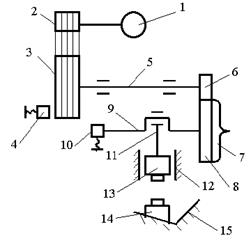
Рис.1. Принципиальная схема КГШП
1 – электродвигатель; 2 – шкив; 3 – маховик; 4 – тормоз маховика; 5 – приемный вал; 6 – малое зубчатое колесо; 7 – пневматическая муфта; 8 – большое зубчатое колесо; 9 – коленчатый вал; 10 – тормоз коленчатого вала; 11 – шатун; 12 – направляющие; 13 – ползун; 14 – клиновый стол; 15 – основание пресса
На станине пресса установлен электродвигатель 1. На его валу закреплен шкив 2, от которого крутящий момент через клиноременную передачу передается маховику 3, закрепленному на приемном валу 5. На другом конце этого вала насажено малое зубчатое колесо 6, находящееся в зацеплении с большим зубчатым колесом 8 со встроенной в него пневматической муфтой включения 7. Большое зубчатое колесо с муфтой расположено на коленчатом валу 9, который при вращении приводит шатун 11 в движение с ползуном 13 в направляющих 12. Для быстрой остановки кривошипно-шатунного механизма после включения муфты на другом конце коленчатого вала установлен тормоз 10. Остановка маховика производится тормозом 4 при выключенном электродвигателе. Верхний штамп крепится к ползунку, нижний штамп устанавливают на клиновом столе 14, укрепленном на основании пресса 15, что позволяет регулировать высоту штампов при установке.
Классификация поковок, штампуемых на КГШП
Штамповка на КГШП применяется в серийном и массовом производстве стальных заготовок.
В открытых штампах в основном штампуют заготовки для следующих деталей: шестерен, в том числе с зубом, шатунов и рычагов, турбинных лопаток; из крупных – поковки коленчатых валов, а из мелких – различные фитинги, крышки шатуна и др.
В закрытых штампах штампуют заготовки шестерен, коромысло клапана.

Рис. 2. Поковки, получаемые на КГШП:
1–3 – первая; 4–6 – вторая; 7–9 – третья; 10–15 – четвертая группы сложности
Преимущества штамповки на КГШП
1. Поковки получаются относительно высокой точности, особенно по высоте. По сдвигу поковки даже не контролируют, т. к. конструкция пресса обеспечивает высокую точность ввиду хорошего направления ползуна и наличия направляющих колонок в штампе.
2. Припуски на механическую обработку меньше, чем при штамповке на молотах. Штамповочные уклоны меньше, т. к. имеются выталкиватели. Этим экономится металл и уменьшается последующая механическая обработка.
3. Производительность при штамповке на КГШП выше, чем при штамповке на молотах (в среднем в 1,4 раза), а при штамповке поковок шестерен – в 2 раза. Это объясняется тем, что деформация на прессе в каждом ручье происходит за один ход, а на молоте – за несколько ударов.
4. Процесс штамповки на КГШП может быть полностью автоматизирован.
5. К. п. д. (6-8%) прессов в 2 раза выше, чем молотов. Молот работает на пару или сжатом воздухе, а КГШП – на электроэнергии.
Недостатки
1. Меньшая универсальность по сравнению с молотами.
2. Необходимость очистки заготовок от окалины перед штамповкой, так как деформация происходит за один ход пресса и вся окалина может заштамповаться в поверхность поковки.
3. Штампы КГШП более сложные.
4. Стоимость КГШП в 3-4 раза выше стоимости сопоставимого по мощности молота.
Дата: 2019-02-02, просмотров: 417.