При наличии в детали полости или отверстия проектируют наметку отверстия (рис. 7 а, б, в).
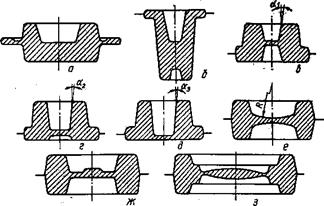
Рис. 7. Типы поковок с наметками
В случаях, когда получить сквозное отверстие при штамповке невозможно, применяют наметку отверстия с перемычкой малой толщины.
При штамповке таких поковок в наиболее тяжелых условиях работают выступы штампов, называемые знаками. Вследствие их малой стойкости полости диаметром менее 30 мм при горячей штамповке не выполняют. При штамповке поковок большой высоты ограничиваются получением лишь глухих наметок (рис. 7, б) без последующей просечки отверстий. Наметки можно получить с двух сторон поковки. Выполнение сквозных отверстий в поковках обязательно, если диаметр отверстий больше или равен высоте поковок. Возможны различные варианты расположения поверхности разъема штампа и образующейся перемычки (рис. 7, в, г, д, е, ж, з). Последняя легко удаляется в просечном штампе при обрезке заусенца.
В зависимости от формы и размеров штампуемого отверстия различают наметки с плоской перемычкой, с раскосом, с магазином, с карманом и глухие (рис. 8).
Плоскую перемычку (рис. 8, а) получают в небольших отверстиях с диаметром основания
dосн. min=24+0,0625 Dп,
где Dп – наибольший диаметр поковки, мм.
Наметка верхним знаком делается глубиной h£d осн а нижним – глубиной h<0,8dосн. Чтобы сохранить стойкость инструмента и не допустить излишнего расхода металла, наметка должна иметь толщину

При h/dОТВ<0,4 вместо плоских наметок рекомендуется применять наметки с раскосом (рис. 8, б), при этом толщина перемычки Smin=0,65s, a Smax=l,35s, где s определяют по формуле, приведенной выше.
Наметка с магазином (рис. 8, в) применяется для отверстий с dОТВ>55 мм при наличии предварительного ручья, формирующего наметку с раскосом. В этом случае можно получить меньшую толщину перемычки в месте среза h 0 .
Для низких поковок h/dОТВ <0,07 после штамповки в предварительном ручье с плоской наметкой для снижения усилия и повышения стойкости знаков окончательного ручья рекомендуются наметки с карманом (рис. 8, г ). При этом толщина перемычки
 .
.
Если глубина намечаемого отверстия h>1,7dОСН или после назначения радиуса закругления не остается плоского участка, то ограничиваются глухой наметкой (рис. 8, д). Радиус закругления глухой наметки
r = dОСН/2 tg (45° - a/2),
где a – внутренний угол, град.
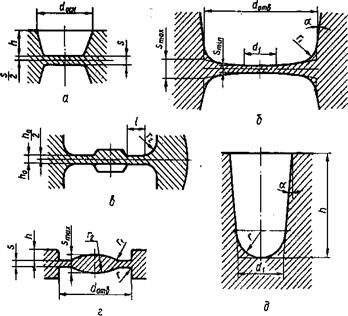
Рис. 8. Перемычки в наметках отверстий:
а – плоская ; б – с раскосом; в – с магазином; г – с карманом; д – глухая наметка
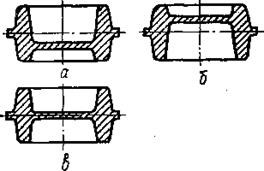
Для двухсторонней наметки рекомендуется смещать поверхность внутреннего разъема, а с ним и перемычку по отношению к поверхности внешнего разъема (рис. 9), что значительно облегчает центрированные поковки в окончательном ручье.
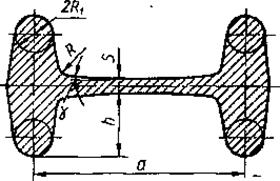
В случае необходимости выбирают размеры ребер и расстояния между ними. К основным размерам поковок с ребрами (рис. 10) относятся радиусы сопряжений R , радиусы закруглений R 1 , высота ребра h , толщина ребра, равная 2 R 1 , углы наклона полотна g . Максимальное расстояние а между ребрами для всех марок материалов зависит от высоты ребра: при высоте ребра h£16 мм а=(30...35)s; при h<35,5 мм а=(25...30)s; при h<71 мм а=(20...25)s, где s – толщина полотна. При расстоянии между ребрами до 125 мм угол у принимают равным 2°, при а>125 мм – от 0 до 10 30'.
| 
|
| Рис. 9. Рекомендуемый (а), возможный (б) и нежелательный (в) варианты размещения перемычки в наметке отверстия | Рис. 10. Сечение штампованной детали |
Лекция № 5
Дата: 2019-02-02, просмотров: 743.