К винтовым относятся такие кузнечные машины, которые в составе главного исполнительного механизма имеют винтовой шпиндель (винт) с несамотормозящейся резьбой прямоугольного или трапецеидального профиля и используют для деформации поковок кинетическую энергию вращательного (или винтового) движения масс. Принцип действия винтовых машин заключается в разгоне до определенной скорости во время хода вниз их подвижных частей (винта с маховиком или без него, ползуна и верхнего штампа) приводом фрикционного, электрического, пневматического или гидравлического действия с целью получения кинетической энергии необходимого значения. Наибольшая скорость современных винтовых прессов с фрикционным, круго- или дугостаторным электроприводом составляет 0,5–0,9 м/с, а с гидроприводом– 0,9–2 м/с. Ползун винтового пресса в конце хода вниз производит удар со скоростью 1…3 м/с, что в 4…8 раз меньше скорости бойка молота. Эта особенность винтовых прессов определила возможность их использования для штамповок поковок из труднодеформируемых и малопластичных сталей и сплавов.
По принципу воздействия на заготовку представляют собой машины промежуточного вида между прессом и молотом.
По характеру работы эти машины относятся к оборудованию I группы и больше схожи с молотами. Общим с прессами у них является наличие станины, выполненной в виде замкнутой рамы, которая, подобно станине кривошипного или другого пресса, воспринимает усилие в момент деформации заготовки. Вследствие этого винтовые машины оценивают не только по значению запасенной кинетической энергии, но и по номинальному усилию, что в совокупности со сравнительно невысокой скоростью контакта инструмента с заготовкой позволяет называть их прессами.
Винтовые прессы бывают фрикционные и гидровинтовые.
Их применяют для горячей и холодной объемной штамповки, гибки, правки, чеканки и других операций.
В винтовом двухдисковом прессе с фрикционным передаточным механизмом (рис. 5) станина 1 состоит из двух стоек, отлитых из стали или чугуна заодно со столом, и поперечины 3, соединенной со стойками стальными стяжными болтами. В поперечине закреплена составная гайка 8, внутри которой проходит винтовой шпиндель 7, имеющий несамотормозящуюся многозаходную резьбу с углом подъема витков 12–20°.
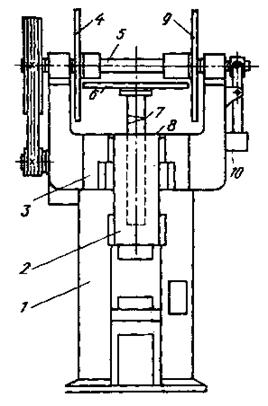
Рис. 5. Винтовой двухдисковый фрикционный пресс:
1 – станина, 2 –ползун, 3 – поперечина, 4, 9 – диски, 5 – приводной вал,
6 – маховик, 7 – винтовой шпиндель, 8 – гайка, 10 – пневматический механизм
Шпиндель, вращаясь в гайке, перемещает вниз и вверх подвижные части пресса. На верхнем конце шпинделя закреплен горизонтальный маховик 6 из стального или чугунного литья с обкладками из фрикционного материала по ободу (асбестовая тормозная лента, кожа, специальная пластмасса и др.) Маховик получает вращение от электродвигателя, осуществляющего привод пресса; пуск и останов двигателя производятся специальными кнопками.
Нижний конец шпинделя с помощью пяты шарнирно соединен с ползуном 2, двигающимся в направляющих станины 1. Над маховиком 6 находится горизонтальный приводной вал 5 с двумя дисками 4 и 9, расположенными таким образом, что расстояние между ними всегда несколько больше диаметра маховика. Вследствие этого при перемещении горизонтального вала вдоль оси нажимным пневматическим механизмом 10 диски 4 и 9 поочередно нажимают на маховик, вращая его и связанный с ним шпиндель то в одну, то в другую сторону. Обычно при нажатии на маховик 6 левого диска происходит движение подвижных частей вниз, а при нажатии правого диска – вверх. В верхнем положении подвижные части удерживаются ленточным тормозом с механическим или гидравлическим приводом. Для крепления штампов в ползуне и столе пресса имеются Т-образные пазы; в центре стола размещается выталкиватель для удаления из штампа поковок.
Фрикционные винтовые прессы имеют существенные недостатки – громоздкость приводной системы, низкий КПД из-за проскальзывания маховика и дисков, относительно быстрый выход из строя фрикционных обкладочных материалов и др. Из-за указанных недостатков эти прессы отечественной промышленностью теперь не выпускаются, однако в эксплуатации их находится достаточно большое количество.
Фрикционные прессы используют для одноручьевой торцовой штамповки в открытых и закрытых штампах, а также для гибки, правки и т. п. Наличие большого хода (200-700 мм) позволяет штамповать высокие поковки, но в основном, фрикционные прессы применяют в мелкосерийном производстве для получения мелких поковок.
Номинальное усилие фрикционных прессов 0,4…16 МН.
Винтовые фрикционные прессы заменяют винтовыми прессами с дугостаторным приводом (рис. 6). Принцип работы привода ползуна основан на использовании вращающегося электромагнитного поля, создаваемого не круговыми, как в обычных электродвигателях, а дуговыми статорами, которые приводят во вращение короткозамкнутый ротор, являющийся одновременно маховиком. Конструкция дугостаторного привода 1 максимально упрощена, что обеспечивает более высокую надежность и долговечность работы этих прессов по сравнению с фрикционными. Ползун 5 пресса движется в направляющих станины 3, винтовой вал-шпиндель связан с гайкой 4. Для охлаждения дугостаторного привода установлен вентилятор 2. Управляют прессом с помощью кнопок 6 (двуручное управление).
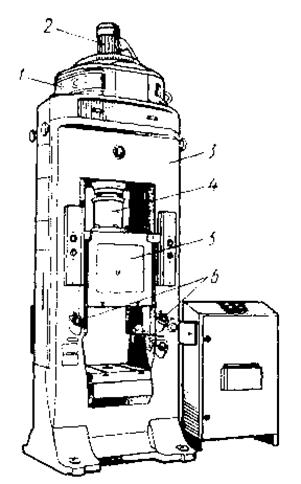
Рис. 6. Винтовой пресс с дугостаторным приводом:
1 – дугостаторный привод, 2 – вентилятор, 3 –станина, 4 – гайка,
5 – ползун, 6 – кнопки управления
На рис. 7 показан дугостаторный привод и его связь с винтом пресса. Вращение ротора-маховика 4 непосредственно передается рабочему винту 1. Винт жестко связан с маховиком, имеет кольцевой бурт, опирающийся на кольцевую пяту, расположенную в нижней части ползуна, но осевого перемещения не имеет. Вращение винта 1 вызывает осевое перемещение гайки вместе с ползуном (на рисунке не показан). В верхней части станины на плите 8 размещены два дуговых статора 7. Под маховиком расположены тормозные колодки 3 и тормозной шкив 2. Для охлаждения дугостаторного двигателя используется вентилятор 6 с индивидуальным электродвигателем. Приводная часть дугостаторного электродвигателя защищена от попадания посторонних предметов и пыли ограждением 5.
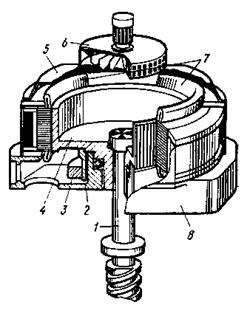
Рис. 7. Дугостаторный привод:
1 – рабочий винт, 2–тормозной шкив, 3 – тормозные колодки, 4 – ротор-
маховик, 5 – ограждение, 6 – вентилятор, 7 – дуговые статоры, 8– плита
Переключение привода на опускание (вращение маховика в одну сторону), подъем (изменение направления вращения на обратное), а также требуемые ход ползуна и количество запасенной кинетической энергии осуществляют, устанавливая в определенные положения флажки, связанные с бесконтактными конечными выключателями, на которые оказывает воздействие ползун пресса при своем перемещении. Дугостаторный привод обеспечивает получение пониженной частоты вращения маховика (100– 300 мин -1) без применения редуктора.
Так, при четырех парах полюсов и круговом статоре ротор электродвигателя будет вращаться с частотой 750 об/мин; при применении дугового статора с углом 120° частота вращения ротора электродвигателя будет составлять всего 250 мин -1.
Винтовые прессы с дугостаторным приводом выпускаются отечественной промышленностью с номинальным усилием 0,63–10 МН и запасенной кинетической энергией 1,6–100 кДж.
В мировой практике известны винтовые прессы с усилием до 160 МН (с различными конструкциями привода винта). Детали винтовых прессов работают в крайне тяжелых условиях при «холодном» ударе (удар штампа о штамп без поковки), когда вся кинетическая энергия, накопленная подвижными частями, должна расходоваться на преодоление трения и упругую деформацию станины пресса. Наиболее ответственную деталь машины – винтовой шпиндель – изготовляют из кованой стали 40Х, 40ХНМА или 60С2 и подвергают термической обработке до твердости НВ 240–280. Резьбу винтового шпинделя (прямоугольного, трапецеидального симметричного или трапецеидального несимметричного профиля) после термообработки шлифуют. Гайку выполняют составной, имеющей стальную рубашку и резьбовую втулку из бронзы БрОФЮ-1 БрАЖ-9 и БрОЦС5-5-5.
Гидровинтовые прессы изготавливают усилием 1…100 МН. Прессы имеют нижний выталкиватель и приспособление для штамповки в разъемной матрице. Они более мощны, чем фрикционные прессы. Энергия удара в десятки раз больше. В основном получают поковки из алюминиевых сплавов с высокими ребрами толщиной до 0, 5 мм.
Дата: 2019-02-02, просмотров: 978.