Все процессы обработки металлов давлением основаны на способности металлических материалов в твердом состоянии изменять форму и размеры под действием приложенных внешних сил, т.е. пластически деформироваться.
Несмотря на большое многообразие процессов обработки давлением, их можно объединить в две основные группы – процессы металлургического и машиностроительного производства.
К первой группе относятся: прокатка, прессование и волочение, т. е. процессы, в основе которых лежит принцип непрерывности технологического процесса. Продукцию металлургического производства (листы, полосы, ленты, периодический и профильный прокат, трубы, профили, проволоку и т.п.) используют как заготовку в кузнечно-штамповочных и механических цехах и как готовую продукцию для создания различного рода конструкций.
Во вторую группу входят такие процессы, как ковка, объемная штамповка (горячая и холодная), листовая штамповка. Эти процессы обеспечивают получение заготовок изделий (деталей) и готовых деталей, не требующих последующей механической обработки.
СВОБОДНАЯ КОВКА
Ковкой называют процесс горячей обработки давлением, при котором путем многократного действия универсального подкладного инструмента или бойков металлическая заготовка пластически деформируется, постепенно приобретая заданные форму, размеры и свойства.
Процесс ковки состоит из нескольких этапов: нагрева металла, совершения кузнечных операций (как правило, на одном прессе или молоте), первичной термической обработки поковки (отжиг, нормализация и т. д.), контроля качества поковок.
Операции ковки
Процесс ковки складывается из отдельных выполняемых в определенной последовательности кузнечных операций, к основным из которых относятся: отрубка, осадка, высадка, протяжка, прошивка и пробивка отверстий, скручивание и кузнечная сварка.
К вспомогательным операциям, целью которых является подготовка заготовки к выполнению основных операций, относят оттяжку хвостовика слитка, наметку, пережим, передачу заготовки.
Из отделочных операций наиболее часто применяют обработку цилиндрических заготовок по диаметру, правку, проглаживание.
Применяемый при ковке кузнечный инструмент по назначению разделяется на три группы:
1. Технологический – основной инструмент, с помощью которого проводят ковку (бойки различной формы и размеров, плиты для осадки, топоры, просечки, пошивки, оправки).
2. Вспомогательный – клещи, патроны, кантователи, различные приспособления, необходимые для облегчения и ускорения ковки.
3. Контрольно-измерительный – инструмент для определения размеров поковки в процессе ковки и после нее.
Осадка
Осадка – это кузнечная операция, заключающаяся в увеличении площади поперечного сечения заготовки за счет уменьшения ее высоты.
Основные разновидности осадки:
· осадка плоскими бойками;
· осадка слитка с хвостовиком;
· осадка в подкладных кольцах;
· высадка;
· осадка разгонкой;
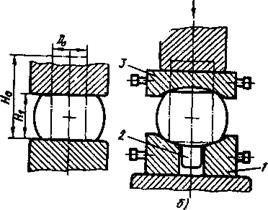
Рис. 1 Схемы осадки:
а – плоскими бойками, б – слитка с хвостовиком;
1,3 – плиты, 2 – хвостовик слитка
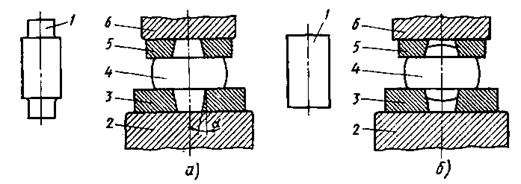
Рис. 2 Схемы осадки в подкладных кольцах:
а – с предварительной оттяжкой хвостовиков, б –с затеканием металла в отверстия колец; 1,4 – заготовки до и после осадки, 2, 6 – нижний и верхний бойки, 3, 5 – нижнее и верхнее кольца
При высадке деформируется только часть заготовки. Длина выступающего из кольца 2 конца заготовки 3 не должна превышать 2,5 диаметра (или стороны квадрата) во избежание продольного изгиба.
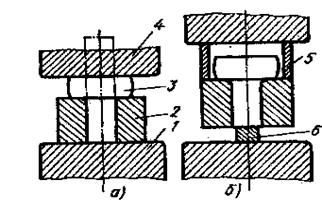
Рис. 3 Схемы высадки в штампе (а) и удаления высаженной поковки (б):
1, 4 – нижний и верхний бойки, 2, 5 – кольца, 3 – заготовка, 6 – подкладка
Осадку разгонкой применяют для уменьшения высоты и увеличения диаметра заготовки, если мощность молота или пресса оказывается недостаточной для обычной осадки.
а) – для разгонки небольших поковок;
б) – роль раскатки выполняет верхний боек;
в) – разгонка полотна крупного диска под прессом выполняется узким бойком с вырезом 6 под бобышку.
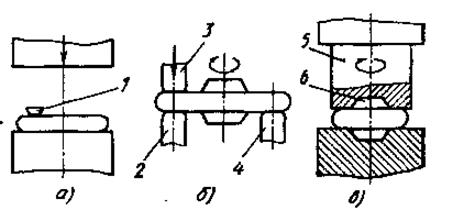
Рис. 4 Схемы осадки разгонкой:
а – полукруглой раскаткой, б – бойками, в – узким вырезным бойком:
1 – раскатка, 2, 3 – нижний и верхний бойки, 4 – подставка, 5 – узкий боек, 6 – вырез под бобышку
Отрубка
Отрубка – это кузнечная операция, в результате которой происходит полное отделение части заготовки путем внедрения в нее деформирующего элемента (топора, зубила). Ее применяют для разделения прутков и болванок на мерные заготовки, удаления концевых излишков на поковках, прибыльной и донной частей слитков. Отрубку под молотами и прессами осуществляют только в горячем состоянии заготовок различными способами.
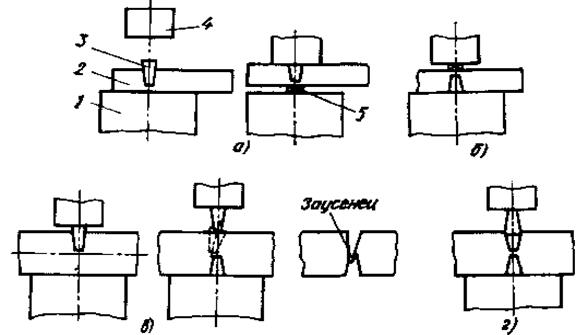
Рис. 5 Схемы отрубки заготовки с одной стороны топором и квадратом (а),с одной стороны топором и квадратом с кантовкой заготовки на 180° (б), с двух сторон без оставления перемычки (в), с двух сторон с оставлением перемычки (г):
1, 4– нижний и верхний бойки. 2 – заготовка, 3 –топор, 5–просечка
Протяжка
Протяжка – кузнечная операция, заключающаяся в удлинении заготовки (или ее части) за счет уменьшения площади поперечного сечения и являющаяся основной формообразующей операцией при ковке гладких, ступенчатых и коленчатых валов, поковок типа шатунов и т. п.
При протягивании последовательно деформируют отдельные участки заготовки с кантовкой вокруг оси и подачей вдоль нее (при этом бойки не перекрывают заготовку целиком).
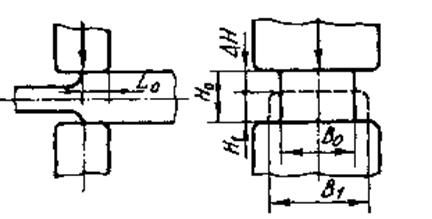
Рис. 6 Схема изменения размеров заготовки при протягивании
За каждое нажатие пресса или удар молота происходит уменьшение высоты заготовки на величину  , называемую обжатием.
, называемую обжатием.
Отношение обжатия к первоначальной высоте заготовки называют относительным обжатием:  .
.
Основными способами протягивания являются протягивание плоскими, вырезными и комбинированными бойками, протягивание с оправкой и раскатка на оправке.
Протягивание плоскими бойками (выполняется двумя способами).
1. Часть заготовки протягивают сначала с одной стороны, затем кантуют на 90° и протягивают с другой, т. е. протягивание ведут с двух сторон.
Применяют при ковке крупных заготовок и слитков.
2. Заготовку протягивают с непрерывной ее кантовкой на 90° и после четырех ударов производят подачу. Ковка осуществляется как бы по винтовой линии, а заготовка обжимается со всех сторон.
Применяют для ковки заготовок из легированных сталей и сплавов с пониженной пластичностью.
Протягивание вырезными бойками.
Применяют для получения поковок круглого сечения. Течение металла в стороны сдерживается стенками бойков, что дает возможность вести процесс более интенсивно без образования трещин. Металл больше течет в длину.
Часто применяют протягивание комбинированными бойками (нижним вырезным и верхним - плоским).
Оттяжка хвостовика (цапфы) под патрон – вспомогательная операция. Хвостовик необходим для захвата и удержания слитка при дальнейшем протягивании. Диаметр цапфы должен быть не менее ½ диаметра слитка, длина – 1,5-2 ее диаметра.
Протягивание с оправкой.
Применяют при изготовлении пустотелых поковок (цилиндров, орудийных стволов, барабанов, обечаек).
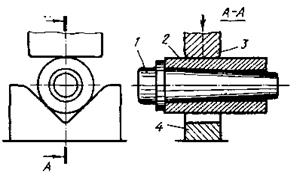
Рис. 7 Схема протягивания с оправкой:
1 – оправка. 2 – заготовка, 3, 4 – верхний и нижний бойки
Раскатку на оправке применяют для получения кольцеобразных поковок небольшой высоты.
После каждого обжатия оправку проворачивают, благодаря чему несколько проворачивается и кольцо.
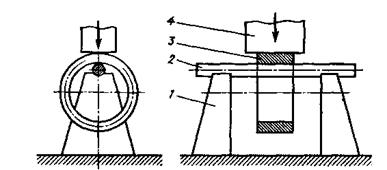
Рис. 8 Схема раскатки на оправке:
1 – стойки, 2 – оправка, 3 – заготовка, 4 – верхний боек
Дата: 2019-02-02, просмотров: 497.