При организации производства нового вида заготовок, кроме разработки технологических процессов, следует установить необходимость нового оборудования, производственных площадей, кооперативных связей, 'постановки дополнительных материалов, электроэнергии, воды и т. п: В этом случае выбор оборудования, оснастки и материалов производится на основании предварительного технико-экономического анализа.
При проектировании технологического процесса для действующего предприятия его следует связать с возможностями этого предприятия. Для этого необходимо располагать сведениями о типе и количестве имеющегося оборудования, производственных площадях, возможностях ремонтной базы, вспомогательных служб и т.д.
Многие из упомянутых выше факторов взаимосвязаны. Например, внедрение литья в металлические формы (кокиль) позволяет значительно снизить потребность в производственных площадях в литейном цехе (уменьшаются габаритные размеры машин, снижается расход формовочных материалов и т.п.). Но, с другой стороны, изготовление и ремонт кокилей требует дополнительных затрат в Инструментальных и ремонтных цехах.
Определенное влияние на выбор способа изготовления заготовки оказывают также наличие и уровень квалификации рабочих и ИТР на предприятии. Чем ниже квалификация рабочих и больше производственная программа, тем детальнее необходимо разрабатывать технологическую документацию, тем больше нагрузка на технологические службы предприятия и выше требования к квалификации ИТР.
Длительность технологической подготовки производства
B процессе технологической подготовки производства решаются задачи: технологического проектирования - разработка технологических процессов, маршрутных карт и т.п.; нормирования-расчеты трудоемкости операций и материалоемкости деталей; конструирования и производства основного и вспомогательного оборудования и технологической оснастки.
Сложность периода технологической подготовки производства состоит в том, что все работы должны вестись в кратчайшие сроки с минимальной трудоемкостью и стоимостью. Удлинение периода подготовки производства может привести к моральному устареванию изделия, снижению фондоотдачи капиталовложений и т.д. Поэтому начинать подготовку желательно еще во время проектирования изделия.
Длительность и объем технологической подготовки производства определяется сложностью изготавливаемого изделия, характером применяемых технологических процессов и типом производства. Чем больше количество и сложность используемого оборудования, тем больше объем и длительность подготовки. В условиях массового и серийного производства технологическая подготовка ведется особенно подробно. В единичном производстве технологическая подготовка ограничивается разработкой минимальных данных, необходимых для производства. Их детализация возлагается на цеховые технологические службы. В некоторых случаях (например, для устранения «узких» мест производства) с целью сокращения периода подготовки выбирают такой метод производства заготовок, который требует минимальных затрат на производство оборудования, инструментов и оснастки, необходимых для осуществления данного технологического процесса.
Методика выбора способа получения заготовок
На первом этапе тщательно анализируются детальные и сборочные чертежи изделия, взаимосвязи элементов конструкции при сборке, эксплуатации и ремонте. Анализ сопровождается критической оценкой чертежей с точки зрения технологичности и обоснованности технических требований. Все выявленные недостатки исправляются совместно с разработчиком конструкции.
Затем, исходя из заданной программы выпуска продукции, конфигурации и размеров основных деталей и узлов, а также производственных возможностей предприятия, устанавливается тип и характер будущего производственного процесса (единичное, серийное, или массовое; групповое или поточное).
В соответствии с конструкцией детали и предъявляемыми техническими требованиями устанавливают основные факторы (см. п.3.3), определяющие выбор вида заготовки и технологии ее изготовления. Факторы желательно располагать в порядке убывания их значимости.
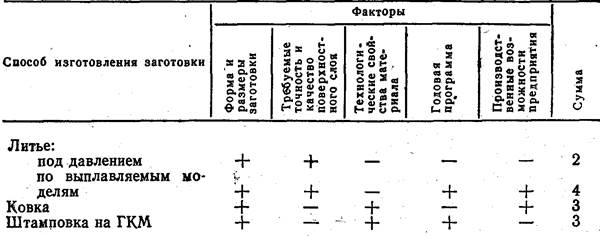
Анализируя степень влияния рассмотренных выше факторов, выбирают один или несколько технологических процессов, обеспечивающих получение заготовок требуемого качества. Одновременно проверяют возможность использования комбинированных заготовок. На предварительном этапе выбора оптимального способа получения заготовок можно воспользоваться так называемой матрицей влияния факторов (табл. 2). Оценка каждого фактора в ней производится «плюс - минус» или с помощью коэффициента удельного веса (от 0 до 1). Лучшим считается способ, набравший большее число плюсов или большую сумму коэффициентов.
После выбора нескольких вариантов получения заготовок для каждого из них конкретизируют: последовательность выполняемых операций (например, штамповка на прессе, затем на ГКМ; вальцовка, затем штамповка и сварка), используемое оборудование, основные и вспомогательные материалы. Если ни у одного из отобранных, способов получения заготовок нет определенных преимуществ, укрупненно проектируют несколько наиболее приемлемых заготовок и технологических процессов их производства.
Таблица 2
Образец оформления матрицы влияния факторов
Для разработанных технологических процессов определяют основные технико-экономические показатели и на основании их анализа выбирают наиболее рациональный. Затем для выбранного способа производства разрабатывается подробный технологический процесс и делается его технико-экономический анализ.
Дата: 2019-02-02, просмотров: 411.