Единая система допусков и посадок (ЕСДП) разработана в соответствии с комплексной программой и рекомендациями международных стандартов. Она распространяется на сопрягаемые гладкие цилиндрические элементы и элементы, ограниченные параллельными плоскостями.
Все детали, из которых состоят соединения, узлы, агрегаты и машины, характеризуются геометрическими размерами. Размеры выражают числовое значение линейных величин (диаметр, длину, ширину и т.д.) и делятся на номинальные, действительные и предельные. В машиностроении размеры указывают в миллиметрах.
Основные термины и определения установлены ГОСТ 25346-89.
Номинальный размер – размер, который служит началом отсчета отклонений и относительно которого определяются предельные размеры. Обозначается номинальный размер отверстия – Dн (D), вала - dн (d) (рис.1).
Номинальный размер – это размер, полученный путем расчетов деталей на прочность, износостойкость, жесткость и т.д. и на основании конкретных конструктивных и эксплуатационных соображений. Он является основным размером детали или их соединений (в соединении участвуют две детали – отверстие и вал). Номинальный размер вала и отверстия равны.
Действительный размер – размер, установленный измерением с допустимой погрешностью. Этот термин введен, потому что на практике трудно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер обозначается для отверстия Dд, а для вала – dд.
Предельные размеры детали – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Границы предельных размеров, т.е. диапазон рассеивания действительных размеров, определяются наименьшим предельным размером (Dmin, dmin) и наибольшим предельным размером (Dmax, dmax), (см. рис.1). Сравнение действительного размера с предельными дает возможность судить о годности деталей. Для упрощения чертежей введены предельные отклонения от номинального размера. Предельное отклонение размера – это алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее предельное отклонение, применяя при этом краткие термины – верхнее и нижнее отклонение.
Верхнее отклонение (ES – для отверстия, es – для вала) – алгебраическая разность между наибольшим предельным и номинальным размерами:
ES = Dmax - Dн, es = dmax – dн.
Нижнее отклонение (EI – для отверстия, ei – для вала) – алгебраическая разность между наименьшим предельным размером и номинальным размерами:
EI = Dmin – Dн, ei = dmin – dн.
Допуском на размер называется разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск обозначается буквой Т, тогда для отверстия – TD, для вала –Td: (TD = Dmax – Dmin, Td = dmax - dmin).
Допуск всегда положительная величина. Он определяет допускаемое поле рассеивания действительных размеров годных деталей в партии, т.е. заданную точность изготовления. Чем меньше допуск, тем выше требуемая точность детали, при этом стоимость изготовления увеличивается.
Для упрощения допуски изображают графически в виде полей допусков.
Поле допуска – интервал, ограниченный верхним и нижним отклонениями. Поля допуска определяются значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладывают вверх от нее, а отрицательные – вниз.
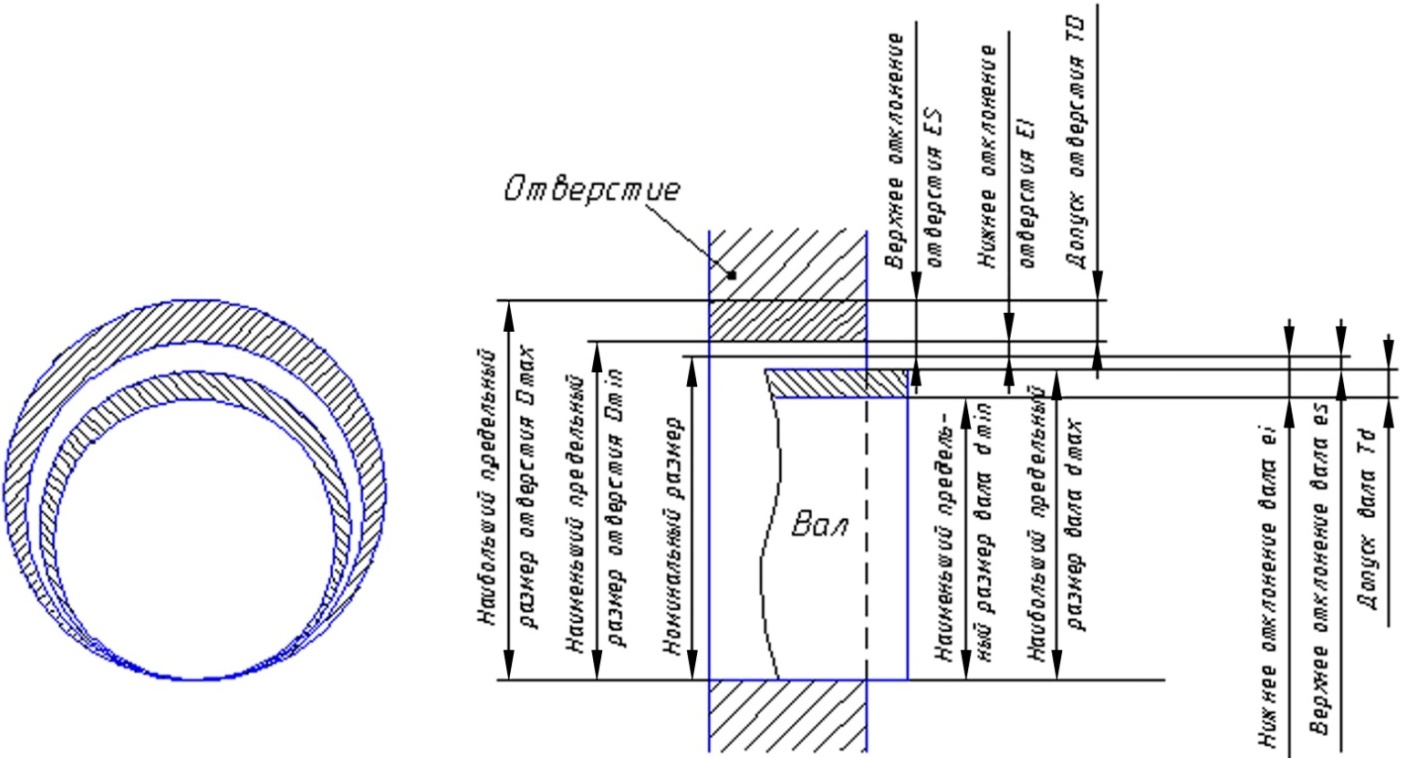 Рис.1 Поля допусков вала и отверстия (посадка с зазором)
Рис.1 Поля допусков вала и отверстия (посадка с зазором)
Условиями годности и исправления брака являются следующие:
для отверстия: Dmin ≤ Dд ≤ D max.
Если Dд ‹ Dmin , то брак исправим, если Dд › D max , то брак не исправим
для вала: dmin ≤ dд ≤ dmax
Если dд ‹ dmin, то брак не исправим, если dд › dmax , то брак исправим
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми, а поверхности соединяемых элементов называют сопрягаемыми поверхностями. По геометрической форме сопрягаемых поверхностей соединения подразделяются на гладкие цилиндрические, плоские и др.
В зависимости от эксплуатационных требований сборку соединений осуществляют с различными посадками.
Посадкой называют характер соединения деталей, определяемый разностью между размерами отверстия и вала. Различают следующие основные виды посадок: с зазором, с натягом и переходные посадки.
Схемы полей допусков для разных посадок Рис.2 Поля допусков: отверстия-1 вала- 2.
а) Зазор б) Натяг в) переходная посадка
Виды посадок:
1. Зазор. Зазор обозначается буквой S. Разность между размерами отверстия и вала называется зазором. Зазор равен: S = D – d .
Зазор возможен при условии, что размер отверстия больше, чем размер вала, то есть D › d. Посадка с зазором обеспечивает возможность относительного перемещения собранных деталей. К посадкам с зазором относятся также посадки, в которых нижнее отклонение отверстия совпадает с верхним отклонением вала, т.е. Smin = 0. При посадке с зазором поле допуска отверстия находится над полем допуска вала (см. рис. 2а)
2. Натяг. Натяг обозначается буквой N. Разность между размерами вала и отверстия называется натягом. Натяг равен: N = d – D .
Натяг возможен при условии, что размер отверстия должен быть меньше размера вала, то есть, D ‹ d . Посадка с натягом обеспечивает взаимную неподвижность сопрягаемых деталей после их сборки. При натяге поле допуска отверстия находится под полем допуска вала (см. рис.2б)
3. Переходная посадка – посадка, при которой возможно получение, как зазора, так и натяга. Она характеризуется наибольшим зазором и натягом. В переходной посадке поля допусков отверстия и вала перекрываются частично или полностью (см.рис. 2в)
Дата: 2018-11-18, просмотров: 1153.