Для режущих инструментов применяются высоколегированные быст- рорежущие стали, а также, в небольших количествах, заэвтектоидные уг- леродистые стали с содержанием углерода 1,0–1, % и суммарным содер- жанием легирующих элементов (кремния, марганца, хрома и вольфрама) от 1,0 до 3,0%.
Углеродистые инструментальные стали с содержанием углерода 1,0–1,3 % во второй половине XIX века были практически единственным инструментальным материалом, пригодным для обработки металлов дав- лением и резанием. Углеродистые заэвтектоидные стали закаливают при температуре 750–835 °С (вишнево–красное каление) с охлаждением в воде и последующим отпуском при температуре от 200–350 °С.
Как известно из теории термической обработки при охлаждении угле- родистой заэвтэктоидной стали в воде от температуры выше 730 °С возни- кает неравновесная мартенситная структура с характерной для нее высокой твердостью (примерно 65-67 НRC). При комнатной температуре мартен- ситная структура и высокая твердость сохраняются в течение длительного времени. Однако нагрев сплава и выдержка его при повышенных темпера- турах приводят к переходу структуры в равновесное состояние и, следова- тельно, к снижению твердости. Низкотемпературный отпуск от температу- ры около 200–350°С несколько снижает твердость, которая остается все же достаточно высокой – 63–65 НRС. При этом увеличивается пластичность, что также необходимо для нормальной работы режущего инструмента.
В связи с резким уменьшением твердости углеродистой стали при по- вышенных температурах их «теплостойкость» характеризуется невысоки- ми температурами, ограничивающими применение углеродистых сталей в качестве штамповых и режущих инструментальных материалов.
Углеродистые инструментальные стали (У10–У13, У10А–У13А) про- изводятся по ГОСТ 1435–73 и применяются для изготовления мелкораз- мерных режущих (слесарных) инструментов (метчиков, напильников, раз- верток и др.), работающих при температурах до 180 °С.
До начала XX века единственным нововведением явилась сталь, леги- рованная вольфрамом и марганцем. Эта сталь нагревалась под закалку примерно до тех же температур, что и углеродистая инструментальная, но для получения мартенситной структуры достаточно было охлаждения на воздухе. Благодаря несколько более высокой теплостойкости (примерно до 250 °С), «самозакаливающиеся» стали позволили увеличить производи- тельность резания примерно в 1,5 раза по сравнению с углеродистыми ин- струментальными сталями. Было установлено, что способность инстру- ментальных легированных сталей к закалке при охлаждении на воздухе улучшается при легировании хромом (11Х, 9ХС, ХВГ, ХВСГ и др.).
Режущие инструментальные легированные стали применяют для из- готовления длинномерного инструмента сложной формы с размерами се- чения более 20 мм (протяжек, метчиков, плашек и др.).
Для изготовления резьбонакатного инструмента, а также штампов применяют стали с более высоким содержанием хрома, легированные вольфрамом, ванадием, молибденом: Х6ВФ, Х12Ф1, Х12М, теплостой- кость которых примерно вдвое выше, чем у низколегированных сталей.
К 1906 г Ф. Тейлором и М. Уайтом на основании стойкостных испы- таний режущих инструментов и экспериментальных плавок был определен оптимальный состав легированной инструментальной стали, получившей название быстрорежущей: С – 0,67%; W – 18,91%; Cr – 5,47%; V – 0,29%; Fe – остальное.
Термическая обработка состояла в нагреве до 1250–1290 °С, охлажде- нии в ванне с расплавленным свинцом до температуры 620 °С и после- дующем остывании на воздухе до комнатной температуры. Затем следовал отпуск с охлаждением от температуры 600 °С. Прошедшие такую терми- ческую обработку инструменты были способны обрабатывать сталь при- мерно в шесть раз быстрее, чем инструменты из углеродистых инструмен- тальных сталей.
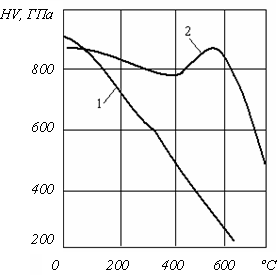
Рис.13.3. Изменение твердости HV с увеличением температуры отпуска, °С: 1 – углеродистая сталь, 2 – быстрорежущая сталь.
Значительное улучшение режущих свойств быстрорежущей стали связано с двумя обстоятельствами. Первое заключается в том, что леги- рующие элементы – вольфрам W и ванадий V образуют очень твердые карбиды Fe3W3C (HV = 11,5 ГПа) и V4C3 (HV = 20 ГПа). Они представляют собой округлые частицы размером несколько микрометров в поперечнике. С повышением температуры часть карбидов растворяется в железе, но некоторые из них остаются нерастворенными. Присутствие этих частиц при высоких температурах препятствует росту зерен и позволяет нагреть
сталь до 1290 °С без образования крупных зерен и появления хрупкости. Поэтому быстрорежущая сталь с повышением температуры менее разу- прочняется, чем углеродистая (рис. 13.3).
Второе обстоятельство заключается в том, что при отпуске от темпе- ратуры 500–600 °С в мартенсите образуется большое число чрезвычайно малых частиц карбидов размерами около 0,01 мкм. Эти частицы настолько малы, что не видны в оптический микроскоп и были обнаружены только с помощью электронного микроскопа. Благодаря образованию большого ко- личества микрочастиц карбидов, в области температуры около 560–600 °С твердость с повышением температуры не только не уменьшается, но на- против – возрастает (рис. 15.3). И только при более высокой температуре, превышающей 650 °С, частицы карбидов снова растут и теряют способ- ность повышать твердость стальной матрицы.
Таким образом, эффект высокотемпературного повышения твердости первых марок быстрорежущих сталей был получен, благодаря легирова- нию вольфрамом. Однако несколько позже было установлено, что этот эффект достигается и при легировании стали молибденом. Поскольку атомный вес молибдена (95,94) примерно вдвое меньше атомного веса вольфрама (183,85), процентное содержание молибдена в вольфрамо– молибденовых быстрорежущих сталях должно быть вдвое меньше содер- жания замещаемого вольфрама. Стали, легированные молибденом, полу- чили большее распространение, в первую очередь, благодаря их меньшей стоимости (например, Р6М5 вместо Р18).
Быстрорежущие стали обозначаются первой буквой Р (от слова «ра- пид» – скорость), следующая цифра указывает на содержание вольфрама, причем буква «В» пропускается (Р18). Содержание молибдена, ванадия, кобальта указывается, соответственно, после букв М, Ф и К: Р6М5, Р6М5Ф3, Р6М5К8, Р12МЗФ2К5.
Эффект высокотемпературного повышения твердости усиливается при легировании быстрорежущей стали ванадием до 1%. Микроскопиче- ские частицы V4C3 занимают небольшой объем и являются наиболее твер- дой составной частью сплава. Содержание ванадия до 5% (например, в сталях Р6М5Ф3, Р12М6Ф5 и др.) обеспечивает не менее 8% объема струк- туры с большим количеством твердых частиц, благодаря чему существен- но возрастает сопротивление изнашиванию инструмента.
Обеспечение равномерной закаливаемости по всему сечению инстру- мента достигалось с помощью легирования хромом. Большинство марок бы- строрежущих сталей содержат хром в количестве 4 –5%.
Кобальт в количестве от 5 до 12% способствует повышению темпера- туры, при которой начинает падать твердость. Хотя сам кобальт карбидов не образует, его действие проявляется в сдерживании роста карбидов, в увеличении температуры a«g превращений, в образовании увеличенного
количества дисперсных частиц, играющих роль фазовых упрочнителей при отпуске. Введение кобальта в состав быстрорежущих сталей значи- тельно повышает их твердость и теплостойкость до 640–650 °С (Р18К10, Р6М5К8 и др.). Кроме того, кобальт является единственным легирующим элементом, повышающим теплопроводность стали.
Углерод необходим для соединения с карбидообразующими элемен- тами (ванадием, вольфрамом и молибденом), а также для растворения в железе и создания неравновесной мартенситной структуры, обеспечиваю- щей высокую твердость стали.
Перед термической обработкой быстрорежущая сталь должна быть хо- рошо отожжена. Обычно проводят изотермический отжиг: сталь нагревают до температуры 860–900 °С и после выдержки охлаждают до 700–750 °С. При этой температуре сталь выдерживают в течение полутора – двух часов для завершения превращения аустенита. После отжига твердость НВ быст- рорежущей стали должна находится в пределах 2070–2550 МПа. Структура представляет собой сорбит с включениями карбидов. Плохо отожженная сталь приобретает повышенную хрупкость.
С увеличением температуры закалки в твердый раствор переходит все большее количество легирующих элементов, что благоприятно сказывается на повышении теплостойкости стали. Однако слишком высокий нагрев при- водит к росту зерна и снижению механических свойств. Таким образом, по- вышение температуры закалки ограничивается температурой начала уско- ренного роста зерна. Для стали Р18 оптимальная температура закалки – 1280 °С, для стали Р6М5 – 1220 °С.
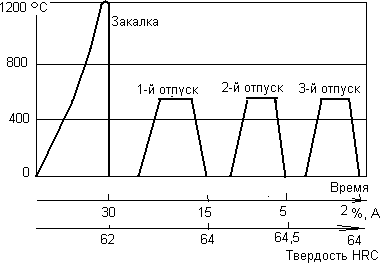
Рис. 13.4. Схема режима термической обработки быстрорежущей стали
Из-за высокой легированности твердого раствора точка мартенситного превращения лежит ниже комнатной температуры. В связи с этим после закалки в структуре стали сохраняется большое количество остаточного аустенита (до 25–30%), снижающего твердость стали и уменьшающего ее
теплопроводность. Для уменьшения содержания остаточного аустенита применяют обработку холодом и многократный отпуск (рис. 13.4). При обработке холодом для превращения аустенита в мартенсит быстрорежу- щую сталь охлаждают до низких температур (например, до –70 °С). Допус- тимо и более глубокое охлаждение, вплоть до температуры жидкого азота (–196 °С).
Путем корректировки содержания углерода и легирующих элементов была создана группа кобальтосодержащих сталей, обладающих повышен- ной теплостойкостью и называемых "сверхбыстрорежущими" (Р12МЗФ2К5, Р12МЗФ2К8, Р12МЗФЗК10, Р9МЗК6С, 10Р6М5К5 и др.).
Отмеченные достоинства кобальтовых сталей, несмотря на высокую стоимость, определили область их рационального применения для обра- ботки резанием коррозионно-стойких и жаропрочных сталей и сплавов. Легирование кобальтом, наряду с отмеченными достоинствами, может привести к снижению пластичности и прочности при изгибе, повышению склонности к обезуглероживанию в процессе нагрева под горячее дефор- мирование и закалку.
Экономнолегированные быстрорежущие стали. В связи с дефицитно- стью и высокой стоимостью вольфрама все большее применение находят стали с низким содержанием вольфрама или не содержащие вольфрам. Примерами являются стали Р2М5, 11РЗМЗФ2, а также сталь 11М5Ф (со- держит 1,06% С; 5,5% Мо; 4,0% Сr; 1,5% V), разработанная в МГТУ "СТАНКИН" Л. С. Кремневым и его учениками. Режущие свойства инст- рументов из этих сталей близки к свойствам инструментов из стали Р6М5.
Порошковые быстрорежущие стали. Повышение свойств и качества бы- строрежущих сталей может быть достигнуто с помощью производства этих ста- лей методами порошковой металлургии. Порошковая быстрорежущая сталь ха- рактеризуется более однородной и мелкозернистой структурой, более равно- мерным распределением карбидной фазы, меньшей деформируемостью при термической обработке, лучшей шлифуемостью, более высокими технологи- ческими и механическими свойствами, чем стали аналогичных марок, получен- ных по традиционной технологии.
Карбидостали характеризуются высоким содержанием карбидной фа- зы (в основном, карбидов титана), что достигается путем смешивания по- рошка быстрорежущей стали и мелкодисперсных частиц карбида титана. Содержание карбидной фазы в карбидостали колеблется от 30 до 70%. В отожженном состоянии твердость карбидостали составляет 40–44 HRC (HV = 3,7–4,2 ГПа), а после закалки и отпуска 68–70 НRС (HV= 9,0–9,5 ГПа). При использовании в качестве материала режущего инструмента карбидо- сталь обеспечивает повышение стойкости в полтора–два раза по сравне- нию с аналогичными марками обычной технологии производства.
ТВЕРДЫЕ СПЛАВЫ
Дата: 2018-12-21, просмотров: 899.