13.1. Условия работы деформирующих и режущих инструментов, требования к инструментальным материалам
Условия работы деформирующих инструментов (штампов) различа- ются, прежде всего, тем, нагреваются ли предварительно заготовки или они деформируются в холодном состоянии.
Штамповые инструменты для горячего деформирования по условиям работы можно разделить на три группы: инструменты для прессов, для штамповочных молотов и для высокоскоростного деформирования на ско- ростных молотах и гидровинтовых прессах. Время деформирования заго- товок для всех способов горячей обработки давлением относительно неве- лико, но для различных способов может существенно отличаться.
Прессовые инструменты работают в условиях наиболее медленного деформирования. Время деформирования при работе на прессах находится в пределах от 0,1 до 0,4 с. Чем длительнее контакт с заготовкой, тем зна- чительнее нагрев штампа.
Инструменты для молотовых штампов работают в условиях ударного нагружения. Время деформирования при штамповке на молотах на порядок меньше, чем при прессовании, и находится в пределах 0,012–0,014 с. При этом плотность теплового потока в инструмент возрастает, но за меньшее время в него поступает меньшее количество тепла. Следовательно, поверх- ностные слои молотовых штампов нагреваются менее прессовых.
При высокоскоростной штамповке на молотах и гидровинтовых прес- сах время деформирования еще меньше (0,001–0,006 с). Соответственно, в штамп в этом случае поступает еще меньше тепла, а плотность теплового потока еще выше.
В связи с высокой температурой нагрева деформируемых заготовок на поверхностях штампов возникают достаточно высокие температуры. Из-за кратковременности контакта штампа с заготовкой толщина прогреваемых до высокой температуры (500–550 °С) слоев штампа невелика (около 0,6–
–1,0 мм), причем распределяется температура по этой толщине – неравно- мерно. При штамповке жаропрочных труднодеформируемых материалов температура поверхностных слоев штампа может достигать 650–750 °С. Наиболее нагретыми оказываются поверхностные слои, основная масса штампа прогревается до меньших температур и более равномерно. После завершения кратковременного периода деформирования неравномерно распределенная температура поверхностных слоев штампа выравнивается и приближается к более низкой средней температуре штампа, обычно на- ходящейся в пределах 300–400 °С.
В связи с характером работы кузнечно-прессового оборудования тем- пература контактных поверхностей штампов циклически изменяется. Ко- лебания температуры вызывают в материале штампа термические напря- жения. С течением времени на рабочих поверхностях штампа могут воз- никать и развиваться термические трещины, являющиеся причиной иска- жения профиля или разрушения ручьев штампа.
Удельные давления на инструмент зависят от механических свойств материала деформируемой заготовки. При горячем деформировании они обычно находятся в пределах от 300 до 900 МПа. С увеличением темпера- туры предварительного подогрева заготовки удельные давления снижают- ся, а с увеличением скорости деформирования – возрастают.
Таким образом, для операций горячего деформирования штамповые стали должны:
· обладать удовлетворительной пластической прочностью после тер- мической обработки на твердость HRC 45–50;
· сохранять высокие значения предела текучести и твердости при по- вышенных температурах;
· обеспечивать длительную эксплуатацию инструментов при высоких контактных температурах 600–700 °С, устойчиво сопротивляться отпуску;
· сопротивляться износу и возникновению трещин вследствие терми- ческой усталости.
Условия работы штамповых инструментов для холодного деформиро- вания существенно отличаются от условий, характерных для горячего де- формирования. Эти отличия связаны с более высокими механическими ха- рактеристиками деформируемых заготовок, вызывающими и более высокие удельные давления, а также с низкой начальной температурой заготовки. Удельные давления при холодном прессовании достигают 2000–2500 МПа.
Температурные условия работы инструментов для холодного дефор- мирования могут изменяться в широком диапазоне. В наибольшей степе- ни разогреваются инструменты для холодной объемной штамповки (на- пример, при прессовании, высадке), а также на некоторых операциях про- бивки, вырубки.
Например, при холодном прессовании температура пуансона увеличи- вается с ростом скорости деформирования и в среднем возрастает с тече- нием времени, постепенно приближаясь к некоторому стационарному зна- чению (рис. 13.1).
В каждом цикле (т. е. при штамповке одной заготовки) в начальный момент соприкосновения с холодной заготовкой температура пуансона снижается, а затем под влиянием выделяющейся теплоты от деформации и трения снова возрастает. С ростом скорости деформирования и толщины разрубаемого материала температура увеличивается, иногда до 450–550 °С.
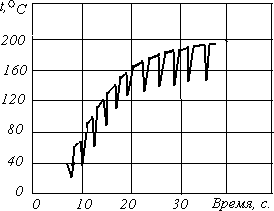
Рис. 13.1. Изменение температуры пуансона при холодном прессовании
Таким образом, штамповые стали для холодного деформирования должны обладать:
· теплостойкостью не ниже 400–450 °С;
· способностью противостоять воздействию удельных давлений до
2000–2200 МПа в течение длительного времени;
· высокой износостойкостью (в частности, для вырубных штампов).
Штамповые стали для горячего и холодного деформирования должны также обладать удовлетворительными технологическими свойствами: шлифуемостью, обрабатываемостью резанием, хорошей прокаливаемо- стью, малой деформируемостью при термической обработке.
Режущие инструменты работают при очень напряженных термомехани- ческих нагрузках, их поверхности находятся в контакте с чистыми, только что образовавшимися поверхностями стружки и детали. Зачастую контакт инст- румента со стружкой и обрабатываемой деталью осуществляется в течение достаточно длительного периода, поэтому режущее лезвие инструмента в ок- рестности режущей кромки и участков контакта инструмента со стружкой и обрабатываемой деталью прогревается достаточно равномерно до высоких температур.
Из-за очень больших скоростей деформации в процессе резания проч- ностные характеристики и твердость стружки существенно возрастают в сравнении с исходными свойствами обрабатываемого материала, измерен- ными в статических условиях нагружения. Прочность и твердость инстру- ментального материала под влиянием температуры резко уменьшаются. При резании, например, чистое железо, мягкое в условиях статического на- гружения, способно вызвать напряжения, достаточные для деформации и срезания быстрорежущей стали, имеющей в аналогичных условиях нагру- жения значительно более высокие механические характеристики. В связи с этим к режущим инструментальным материалам предъявляется целый ряд повышенных требований.
Для того, чтобы иметь возможность резать обрабатываемый материал и противостоять абразивному изнашиванию, режущий инструментальный
материал должен иметь высокую твердость. Чтобы противостоять пласти- ческим деформациям и разрушению, режущий инструментальный матери- ал должен обладать высокими пределами прочности на сжатие и на изгиб.
Режущий инструментальный материал должен сопротивляться разру- шению при знакопеременном нагружении, т. е. иметь высокий предел вы- носливости. Он должен выдерживать ударные нагрузки, т. е. иметь высо- кую ударную вязкость. Он также должен сопротивляться возникновению и росту трещин, удалению собственных частиц при контактном взаимодей- ствии с обрабатываемым материалом, т. е. быть износостойким. Опыт по- казывает, что для повышения износостойкости кристаллохимические свойства инструментального материала должны отличаться от соответст- вующих свойств обрабатываемого материала.
Твердость и прочностные характеристики режущих инструменталь- ных материалов должны сохраняться при повышенных температурах. Это свойство инструментального материала обычно называют теплостойко- стью. Кроме того, в условиях прерывистого или нестационарного резания режущий инструментальный материал должен быть малочувствительным к циклическим температурным изменениям.
Желательно, чтобы режущий инструментальный материал обладал достаточно высокой теплопроводностью, так как это препятствует возник- новению локальных термических напряжений на контактных площадках инструмента и способствует снижению температуры.
Дата: 2018-12-21, просмотров: 816.