Для улучшения планирования, организации обеспечения инструментом, создания единой системы условных обозначений технологической оснастки, а также для механизированной обработки данных об оснастке с помощью вычислительной техники разрабатывается определённая система классификации инструмента.
Классификация инструмента заключается в группировке его номенклатуры по одному из ряда признаков. Ведущим признаком классификации является производственно-техническое назначение оснастки. На основе принятой классификации строится система индексации – условных обозначений каждого объекта и вида оснастки. Индекс должен содержать полную техническую характеристику, отличаться простотой для запоминания, исключать возможность повторения индексов. Классификатор оснастки разрабатывается группой проектирования и нормализации оснастки в отделе главного технолога.
Для рациональной организации инструментального хозяйства важное значение имеет стан6дартизация. Под стандартизацией оснащения понимается производимое в масштабе объединения (предприятия) сокращение конструктивного и размерного разнообразия оснастки с целью расширения её применяемости. Стандартизация имеет большую экономическую эффективность, так как сокращение количества типоразмеров оснастки позволяет укрупнять партии, уменьшать трудоёмкость и затраты при её изготовлении. На предприятиях, где проведена стандартизация оснастки, затраты на её изготовление на 5 – 8% ниже, а запасы оснастки на 20% меньше, чем на предприятиях, где стандартизации оснастки не уделяется должного внимания. Определение потребности предприятия в различных видах оснастки является функцией плановой группы инструментального отдела.
Потребность предприятия в оснастке складывается из расходного и оборотного фондов. Расходный фонд составляет ту часть оснастки, которая будет израсходована для обработки заданного выпуска. Оборотный фонд – запасы, необходимые для бесперебойного обеспечения оснасткой цехов основного производства. Если принять оборотный фонд за 100%, то он примерно распределяется так: 70% запасов находится на центральном складе; 20 – в инструментально-раздаточных кладовых, которые имеются в каждом цехе; 5 – на рабочих местах; 5% – в ремонте и заточке.
Планирование расходного материала. Планирование оснастки, потребной для обработки заданного выпуска (расходного фонда), может производиться несколькими методами.
Укрупнённый метод. На основе отчётных данных о расходе различных видов оснастки за прошлый год составляются расходные нормативы, по которым определяются потребность оснастки на следующий год. При разработке расходных нормативов следует, используя отчётные данные, исключить повышенный процент неоправданных поломок. Этот способ определения расходного фонда применим на заводах с установившейся номенклатурой выпускаемой продукции.
Метод планирования потребности по картам типового оснащения используется в условиях мелкосерийного производства с переменной номенклатурой продукции.
Метод прямого расчёта является наиболее точным. Определение потребности производится по каждому виду оснастки путём расчёта потребного количества режущего, измерительного инструмента, штампов и т.д. расчёт потребного количества каждого вида режущего инструмента Ир производится по формуле:
где: Nи – годовой выпуск, обрабатываемый данным инструментом, шт.;
Тм – машинное время для обработки единицы выпуска, ч (мин);
Тс – стойкость инструмента (время от заточки до переточки), ч (мин);
Lи – длина режущей части инструмента, подвергаемая переточке, мм; l – величина стачиваемого слоя за каждую переточку (прибавляется первая заточка после изготовления), мм;
dи – преждевременные поломки инструмента, % (значения dи: резцы 5 – 10; сверла 5 – 10; фрезы 8 – 12; зенкеры 5 – 12; метчики 10 – 15; долбяки 10 – 15).
Планирование запасов оснастки (оборотного фонда). Совокупность запасов на центральном инструментальном складе (ЦИС) и цеховых оборотных запасов в цеховых инструментально-раздаточных кладовых (ИРК), на рабочих местах, в заточке и ремонте образует общезаводской оборотный фонд.
Внутри оборотного фонда различают запас, который необходим для обеспечения текущего расхода, и минимальный оборотный запас. Первый вид запаса периодически убывает и, достигнув некоторого минимума, должен снова пополняться. Очень важно знать время пополнения запаса – так называемую "точку заказа", т.е. иметь размер запаса, которого хватит на время, необходимое для его возобновления.
Максимальный оборотный фонд включает запас, условно называемый "точкой заказа", и минимальный запас. Графически структура оборотного фонда показана на рис. 7.2.
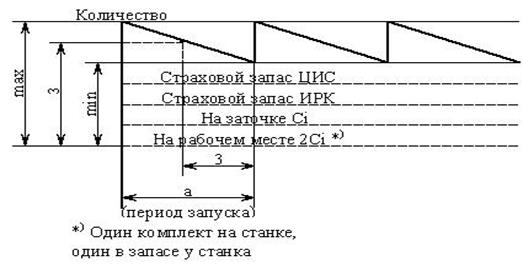
Рис. Структура оборотного фонда технологической оснастки.
Запас "точка заказа" рассчитывается по формуле:
Зт.з = Зmin + TQ,
где: Т – длительность изготовления инструмента, мес;
Q – месячный расход инструмента.
Дата: 2018-12-21, просмотров: 404.