На машиностроительных заводах система технического контроля включает:
1. виды контроля в зависимости от места проведения. Стационарный контроль – это контроль деталей, сборочных единиц, изделий, осуществляемый на рабочем месте контролера, куда объекты контроля направляются после завершения операций. Летучий контроль – периодическое наблюдение за качеством выполнения технологического процесса непосредственно на рабочем месте самого рабочего. В этом случае контролер через определённые промежутки времени подходит к рабочему и проверяет на выборку детали, тем самым, предупреждая появление брака;
2. методы контроля – визуальный, геометрический, лабораторный анализ, испытания. Визуальный контроль (внешний осмотр) проводится с целью обнаружения внешних дефектов: царапин, вмятин и т.п. Такой контроль может производиться невооружённым глазом или с помощью луп, стёкол и т.д. Контроль геометрический – это проверка точности геометрических форм и размеров, при этом используются разнообразные измерительные инструменты и шаблоны. Лабораторный анализ осуществляется для установления механических, физических и других свойств материалов, заготовок, деталей. Испытания проводятся либо на специальных стендах, либо другим путём для выявления соответствия материала или изделия предъявляемым требованиям; испытания могут быть как с разрушением, так и без разрушения контролируемого объекта.
3. количественный охват объектов контролем. Различают контроль сплошной и выборочный. При сплошном контроле проверяется вся партия деталей (изделий); при выборочном – часть партии, и на основании данных о качестве этой части судят о качестве всей партии. Выборочность (процент охвата контролем) устанавливается в ОГТ в период разработки технологии контроля одновременно с разработкой технологического процесса;
4. формы контроля: а) в зависимости от назначения различают контроль предупредительный и последующий. Предупредительный – это контроль материалов, первых деталей, изготовленных после наладки или переналадки оборудования, а также проверка оборудования и оснастки с целью предупреждения брака. Последующий – контроль партии объектов производства, уже прошедших обработку, с целью выявления дефектов и установления уровня качества продукции; б) в зависимости от момента проведения различают контроль входной, промежуточный и окончательный. Входной контроль – это проверка материалов, заготовок, деталей перед выдачей их в производство. Промежуточный – контроль после выполнения какой-то части производственного процесса. Окончательный – контроль деталей, изделий, полностью изготовленных,которые направляются в следующий цех или к потребителю.
Одной из разновидностей выборочного контроля является статистический контроль, который основывается на теории вероятности и математической статистике. Статистический контроль используется при проверке размеров массы, конусности, твёрдости и других параметров. Особенностью статистического контроля является то, что пробы (выборки) берутся периодически в процессе выполнения технологического процесса. Заранее устанавливается процент выборочности, т.е. количество деталей в пробе. Например, выборочность 5% означает, что из партии в 100 шт. для контроля будут взяты любые пять деталей. Устанавливается и периодичность контроля, т.е. интервалы времени, через которые будут взяты пробы. Такой метод контроля может быть использован в условиях устойчивости технологического процесса, т.е. на участках массового и крупносерийного производства, автоматов, когда длительное время выпускается одна и та же продукция. Внедрение статистического контроля требует предварительной отладки оборудования и оснастки для возможности получения при обработке стабильных размеров обрабатываемых деталей.
При статическом контроле используется контрольные диаграммы. На контрольную диаграмму сначала наносят центр поля допуска и контрольные границы – верхний и нижний пределы допуска для пробы. Контрольные границы всегда уже, чем допуск для обработки.
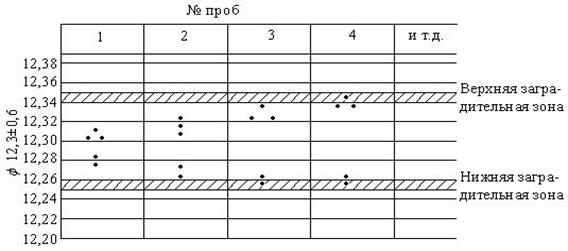
Рис. Контрольная диаграмма
Учёт и анализ брака.
На всех предприятиях проводится учёт и анализ брака. Для этого необходимо фиксировать все случаи брака, выявлять их причины и места возникновения, изучать процесс производства и анализировать полученные данные. Различают брак исправимый и окончательный. Данные о браке фиксируются в специальных браковочных документах: извещениях о браке или актах на брак. Эти документы составляются в нескольких экземплярах: один из них направляется в ОТК для анализа, другой передаётся в бухгалтерию для удержания за окончательный брак с виновника в соответствии с Кодексом законов о труде и для учёта потерь от брака.
Для сокращения времени на запись о причинах и виновниках брака на предприятиях разрабатывается классификатор брака, представляющий собой таблицу, где перечисляются все виды возможного брака, места его возникновения и указывается их условные обозначения – шифры.
При учёте и анализе брака определяется количество забракованных деталей, сборочных единиц или изделий с установлением видов брака по причинам и виновникам. Учёт и анализ брака производится с целью своевременного выявления причин брака, разработки организационно-технических мероприятий по их устранению, служит целям предупреждения брака. Данные, полученные в результате учёта и анализа брака, используется также при составлении отчётов по качеству.
Вопросы для самоконтроля:
1.Дайте определение понятия «конкурентоспособность продукции».
2.Что такое качество продукции и какую роль оно играет в обеспечении конкурентоспособности?
3.Перечислите основные группы показателей качества продукции.
4.Чем отличаются повышение и обеспечение качества продукции?
5.Что представляет собой система качества?
6.Что такое стандартизация, в чем состоят ее цели и задачи?
7.Раскройте основные функции стандартизации.
8.Какими основными документами регламентируется деятельность по стандартизации?
9.Назовите виды стандартов в зависимости от объекта стандартизации и его специфики.
10. Дайте определение сертификации. Каковы ее цели и задачи?
11. Какие существуют виды и формы сертификации?
12. Что такое сертификация систем качества и для чего она используется?
13. Назовите основные схемы сертификации и определите применимость их в тех или иных условиях.
Дата: 2018-12-21, просмотров: 377.