При анализе причин аварийности разливки трансформаторной стали (разливка с прорывами слитка) важное значение имеет химический состав жидкой стали, так как физико-механические свойства металла во многом определяются присутствующими в нем элементами, их свойствами и количеством. Наличие в стали повышенных концентраций кремния, меди, азота и алюминия наряду с низкими содержаниями углерода и марганца неблагоприятно сказываются на механических свойствах стали при высоких температурах.
Наличие в трансформаторной стали значительного количества меди, имеющей низкую температуру плавления (1083 оС) и очень плохо растворяющуюся в твердом железе, может существенно ухудшить механические свойства металла при температуре выше 1200 оС. На выходе из кристаллизатора затвердевшая оболочка имеет температуру 1300… 1400 оС.
Высокая частота аварийных прорывов при разливке трансформаторной стали обусловлена низким уровнем механических свойств этого металла при высоких температурах.
Изменения условий разливки: температуры, скорости вытягивания, свойств шлакообразующей смеси и др. приводит к появлению напряжений в корочке слитка, превышающих предел прочности металла.
Присутствующие в стали химические элементы при определенных условиях (повышенных или пониженных концентрациях, образуя соединения между собой с разной степенью растворимости и т.д.) повышают вероятность возникновения аварийной разливки. В этих условиях необходима оценка химического состава жидкой стали при разливке, установление имеющихся взаимосвязей между элементами и влияния их на конечные результаты.
Химический состав трансформаторной стали оговорен в ТП 14–101–382–97 и должен удовлетворять следующим требованиям, %: 0,025…0,045% С; 3,0…3,4% Si; 0,10…0,25% Мn; не более 0,025% Р; 0,02% S; 0,3% Сг; 0,3% Ni; 0,4…0,6% Си; 0,006…0,011% N; 0,011…0,017% Аl.
С целью обеспечения полного растворения необходимого для легирования ферросилиция, количество которого составляет 17… 18 т, была внедрена продувка аргоном металла в ковше во время выпуска плавки. Продувку осуществляли через устройство, устанавливаемое в канале шиберного затвора.
Для легирования стали медью использовали в завалку медный лом массой 1,5…2,0 т или биметаллический лом массой 25 т, содержащий ориентировочно 7% меди. Это обеспечивало содержание меди в повалочной пробе 0,45…0,50%.
Для получения требуемого содержания серы в стали во время выпуска плавки в ковш присаживали отсев извести. Наивысшая степень десульфурации (до 60%) достигалась при основности ковшевого шлака в интервале 2,2…3,0.
Увеличение основности делает шлак гетерогенным, что приводит к ухудшению десульфурации. Получение требуемого содержания азота в металле потребовало опробования различных вариантов технологии его введения в трансформаторную сталь.
При азотировании, трансформаторной стали карбамидом были частые случаи появления дефекта «газовый пузырь» в непрерывнолитом слябе. На ряде плавок «прорывы» корочки слитка во время разливки, а на многих повисание слитка. Осмотр темплетов и корочек слябов прорывных плавок показал наличие в металле газовых пузырей различных по диаметру и длине (рисунок 7.1 и 7.2).

Рисунок 7.1 – Мелкие газовые пузырив непрерывно литых слябах трансформаторной стали (а – вид по толщине сляба; б – вид сверху)
Из 12 плавок, в которых были газовые пузыри диаметром 1…5 мм, семь плавок разлиты с прорывами и на всех были подвисания корочки слитка. На плавках с диаметром газового пузыря менее 1 мм подвисания и прорывы отсутствовали. При этом пузыри не имели выхода на поверхность и располагались на глубине 8 мм и более.
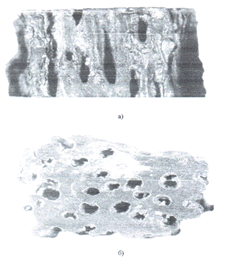
Рисунок 7.2 – Общий вид крупных газовых пузырей в темплетах непрерывно литых слябов: (а – по толщине сляба; б – вид сверху)
Пузыри, имеющие выход на поверхность сляба, то есть сообщающиеся с атмосферой, имеют окисленную поверхность, а у пузырей, не имеющих выхода, поверхность не окислена – блестящая (рисунок 7.3).
Эти факты позволяют сделать вывод, что трансформаторная сталь в процессе производства была насыщена неокислительными газами до такой степени, что при разливке происходило образование газовых пузырей. Одни пузыри сообщаются с атмосферой и газы выделяются из металла, а другие не имеют выхода на поверхность слябами остаются внутри металла.
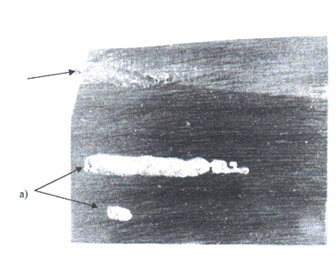
Рисунок 7.3 – Пузыри в металле: (а – внутренний, поверхность пузыря не окислена; б – выходит наружу, поверхность пузыря окислена – темная)
Поведения шлакообразующей смеси и шлака в кристаллизаторе показал, что на аварийных плавках наблюдаются комкование шлака и смеси и образование грубого ранта. Усилие вытягивания возрастало на 1,0… 1,5 т, что свидетельствует о резком ухудшении смазки между корочкой слитка и медными стенками кристаллизатора. Кроме того, в этих условиях возможны «прилипания» корочки слитка к стенкам кристаллизатора, поскольку выделяющийся газ выдавливает прослойку из жидкого шлака между стенками кристаллизатора и образовавшейся корочкой слитка, выделяющиеся из металла газы препятствуют нормальному затеканию шлака в этот зазор. Расход шлака при этом снижается.
В тоже время из металла в шлак кристаллизатора продолжают всплывать оксиды кремния и алюминия, что приводит к увеличению их концентраций и к повышению температуры плавления и вязкости шлака, то есть к комкованию шлака и смеси и образованию грубого ранта. Нормальный ход разливки затрудняется. Возникают «повисания» и даже «прорывы» корочки слитка, приводящие к авариям.
По этой причине были вынуждены отказаться от технологии введения азота присадкой карбамида.
Следующим вариантом получения требуемого содержания азота в трансформаторной стали, ставшим из-за отсутствия азотированного феррохрома основным, была продувка металла газообразным азотом в ковше при обработке плавки на агрегатах доводки (АДС). Установлено, что одна минута продувки металла азотом увеличивает его содержание на 0,0003…0,0004%.
Продолжительность обработки азотом в течение 5…7 мин обеспечивает получение в готовом металле содержание азота 0,006…0,008%.
В начале применения данного способа были отмечены случаи появления газовых пузырей в слитках, что, вероятно, связано с попаданием влаги во время продувки азотом. Влажность азота по результатам контроля отобранных проб составляла 3,57 г./м3. С учетом изменения «точки росы» при различных температурах возможно появление конденсата в азотной магистрали. В дальнейшем, для удаления образовавшегося конденсата перед обработкой первой плавки в серии, азотную трассу в обязательном порядке стали продувать в течение 8… 10 мин
Влияние способа азотирования на технологические параметры разливки представлено в таблице 7.1. Как следует из приведенных данных, при продувке металла азотом на АДС существенно снижена вероятность аварийных ситуаций при разливке стали. В то же время, данный способ азотирования обеспечивает требуемое содержание азота в готовой стали.
Многолетний опыт разливки трансформаторной стали в слитки показал, что наиболее типичными их пороками являются рослость, усадочная рыхлость и внутренние трещины. При этом основной причиной рослости указывают выделение водорода из металла при затвердевании.
Таблица 7.1 - Влияние способа азотирования трансформаторной стали на качество разливки
| Способ азотирования | Количество плавок | Количество пл. с прорывами | Количество пл. с подвисаниями, пл./% |
| Без дополнительного | 16 | 1/6,2 | 1/6,2 |
| Азотированным феррохромом | 26 | 1/3,8 | 1/3,8 |
| Карбамидом | 40 | 4/10,0 | 19/22,5 |
| Продувка азотом на АДС | 107 | 2/1,9 | 10/9,3 |
В процесс производства листа из анизотропной стали также возникает дефект «пузырь-вздутие», который проявляется, как в промежуточной горячикатаной заготовке толщиной 24 мм, так и в холодно катаном трансформаторном листе толщиной 0,30…0,50 мм (рисунок 7.4). Этот дефект в листе имеет две разновидности. Первая имеет вид пузырей овальной формы шириной 2…8 мм и длиной 4…30 мм. Пузыри располагаются строчками, вытянутыми на десятки сантиметров, иногда несколько метров. Вторая разновидность этого дефекта имеет вид полосок или даже ряда полосок, иногда соединенных между собой, шириной 3…5 мм и длиной десятки сантиметров, иногда несколько метров. В ряде случаев вздутие имеет вид втянутых внутрь пузырей.
По ширине холоднокатаного листа дефект «пузырь-вздутие» расположен не хаотично, а достаточно сосредоточено. На 29 образцах листа шириной 750…900 мм можно выделить три области, где встречается этот дефект. Прежде всего – это ось листа. Вторая область расположения дефекта находится в 110… 170 мм от края листа и, наконец, третья область, где сосредоточена большая часть пузырей – это область, располагающаяся, в основном, на расстоянии 230…280 мм от края листа. Такое расположение пузырей достаточно хорошо совпадает с расположением в слитке V – образной ликвации («усов»).
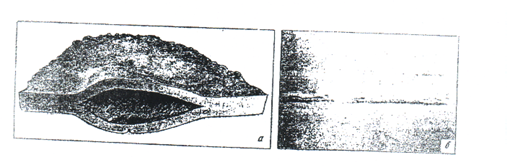
Рисунок 7.4 – «Пузырь-вздутия»: (а – в горячекатаном листе, б – в холоднокатаном листе)
Внутренняя поверхность пузыря не окислена и имеет вид рваной блестящей поверхности. По своему характеру излом хрупкий. На поверхности излома видны неметалические включения овальной и остроугольной формы. Для изучения причин зарождения дефекта «пузырь-вздyтие» был сделан шлиф устья пузыря в листе толщиной 24 мм. Анализ металла вблизи устья показал наличие не сообщающихся между собой пор, размер и количество которых уменьшается по мере удаления от устья и на расстоянии 60 мм практически исчезают. Вблизи устья пузыря металл покрыт сеткой трещин, которые проходят, как по границам, так и через сами зерна. На границе пор и в трещинах встречаются неметаллические включения.
Микроструктуру холоднокатаного трансформаторного листа толщиной 0,20…0,50 мм вблизи пузырей длиной 15…20 мм и шириной 3…8 мм. Из этих участков были приготовлены поперечные и продольные, относительно направления прокатки, шлифы. Кроме того, в ряде случаев пузыри вскрывали и на сканирующем микроскопе изучали состав и структуру внутренней полости дефекта.
Выявлены две разновидности внутренней поверхности полости. Первая разновидность имеет блестящую с металлическим блеском поверхность.
Другая разновидность внутренней поверхности дефекта имеет матовый налет, состоящий из оксидной неметаллической фазы и покрывающий практически всю внутреннюю поверхность полости. Состав включений внутри полости в обоих случаях представлен, в основном, оксидами кремния и алюминия. На образцах без налета на блестящей поверхности изредка наблюдаются включения сульфидов марганца, железа и нитридов титана. Кроме того, на внутренней поверхности пузыря встречаются отдельные локальные выделения углерода.
Образцы шлифов загрязнены неметаллическими включениями, имеющие вид раздробленных строчек и расположенных, в основном, в середине листа. Включения пластичны, но с рваными краями.
Подобного типа включения находятся как в матрице, так и возле дефектных участков. Иногда можно наблюдать переход строчки неметаллических включений в полость с пузырями. Следует подчеркнуть, что перед устьем пузыря, как правило, располагаются строчки включений, которые могут соединять два пузыря между собой. Иногда эти пузыри сообщаются между собой и соединены сплошными неметaлическими включениями. Отдельные вздутия, расположенные вдоль направления прокатки, не являются изолированными, они соединены между собой микротрещинами. Строчечные неметаллические включения могут находиться, как в матрице, так и возле дефектных участков, располагаясь над пузырями. На поперечных шлифах встречаются поры размером 10…50 х 10…20 мкм.
Микрорентгеноспектральный анализ неметаллических включений показал, что включения содержат, в основном, соединения оксида кремния. В небольшом количестве в этих строчках содержится алюминий, титан, кальций и углерод, причем, углерод наблюдается не во всех участках строчечных неметаллических включений.
Во вздутии находится газ, состоящий из 85,3% метана, 14,2% азота и 0,5% двуокиси углерода. Кислорода, водорода и окиси углерода в этом газе не обнаружено. Таким образом, как видно из состава проанализированного газа, внутри дефекта газ состоит, в основном, из метана.
Состав газа в микропузырях трансформаторного листа толщиной 0,30…0,50 мм определяли косвенным образом, анализируя на углерод участки трансформаторного листа одной плавки с закрытыми пузырями и не имеющими дефекта. Установили, что содержание углерода и азота в металле с пузырями заметно выше, чем в металле без дефекта.
Химический состав газового пузыря в толстом листе, его горючесть, повышенное содержание углерода в образцах трансформаторного листа с пузырями, наличие выделений углерода на внутренней поверхности пузыря трансформаторного листа позволяет предполагать, что причиной образования обсуждаемого дефекта является химическая реакция образования метана, протекающая в толще листа металла. Первопричиной образования дефекта является скопление неметаллических включений в стали. Микротрещины, поры, образующиеся вблизи этих включений видимо, являются микрополостями, формирующими будущие пузыри.
Причиной, инициирующей образование дефекта «пузырь-вздутие» в листе трансформаторной стали, является скопление неметаллических включений, вблизи которых образуются поры – зародыши будущих пузырей.
Интерес представляет состав оксидной неметаллической фазы вблизи дефектных мест. Как было установлено, оксиды в листе трансформаторной стали представлены; в основном, алюмосиликатами. Неметаллические включения в металле, разлитом в сквозные изложницы, представлены также строчками силикатов, вытянутых вдоль направления прокатки и расположенных приблизительно по середине листа. Изредка встречаются сульфиды.
В устье пузыря, в порах дефекта, помимо алюмосиликатов содержатся в небольшом количестве и сульфиды марганца.
Таким образом, отбраковки и качественный состав не металлических включений вблизи дефектов позволяет предположить эндогенный характер неметаллических включений, провоцирующих образование дефекта «пузырь-вздутие».
В связи с предполагаемым механизмом образования дефекта, любое уменьшение количества неметаллических включений и содержания водорода в исходном металле должно положительно сказаться на качественных показателях трансформаторной стали.
1. Основной причиной высокой частоты аварийных прорывов металла при разливке трансформаторной стали является сочетание низкой механической прочности с недостаточной пластичностью легированной кремнием стали при температуре 1200 оС и выше.
2. Трансформаторная сталь склонна к образованию газовых пузырей в процессе кристаллизации, что снижает механическую прочность затвердев шей оболочки непрерывнолитых слябов и создает условия для аварийного вытекания металла через трещины и разрывы, образующиеся в процессе вытягивания, слябов из кристаллизатора. Образованию газовых пузырей способствуют повышенное содержание водорода и азота в трансформаторной стали, низкая скорость вытягивания слябов из кристаллизатора и особенно – остановки в процессе разливки.
3. Конкретные случаи аварийных прорывов металла при непрерывной разливке трансформаторной стали возникают вследствие неблагоприятного сочетания технологических и организационных факторов, среди которых чаще всего встречается повышенная (более 1530 ОС) температура металла в промежуточном ковше и повышенное (более 0,0080%) содержание азота. В создании неблагоприятных условий определенную роль играют насыщенность металла водородом и качество шлакообразующей смеси.
4. для разливки трансформаторной стали целесообразно использовать шлакообразующую смесь, в состав которой входят наполнители с пониженной температурой плавления [2,5].
Дата: 2019-12-22, просмотров: 386.