Введение
Современный этап развития отечественной металлургической промышленности характеризуется совершенствованием технологических процессов с целью повышения качества и расширения сортамента металлопродукции в соответствии с требованиями рыночной экономики. После ввода в эксплуатацию в ОАО «Магнитогорский металлургический комбинат» (в дальнейшем для краткости ОАО «ММК») кислородно-конвертерного цеха, имеющего современные технологические агрегаты, у предприятия появилась возможность выхода на мировой рынок с новыми видами металлопродукции, пользующейся повышенным спросом. Одним из видов такой металлопродукции является анизотропная трансформаторная сталь, производимая по кооперации с ООО «ВИЗ-Сталь».
В ООО «ВИЗ-Сталь» был разработан прогрессивный нитридный вариант производства трансформаторного листа, имеющего текстуру, обеспечивающую мировой уровень потребительских свойств. Для реализации этой технологии потребовался металл, химический состав которого несколько отличается от химического состава традиционной трансформаторной стали. Поэтому разработка технологии получения в условиях кислородно-конвертерного цеха ОАО «ММК» металла, пригодного для производства анизотропной трансформаторной стали по нитридному варианту была актуальной задачей.
Научная новизна работы заключается в обосновании комплекса технологических процессов и режимов их проведения, обеспечивающих стабильное получение в кислородно-конвертерном цехе с агрегатами большой вместимости металла для производства анизотропной трансформаторной стали.
Технология выплавки трансформаторной стали в кислородных конвертерах
Уже на начальном этапе разработки технологии выплавки трансформаторной стали было ясно, что в условиях кислородно-конвертерного цеха ОАО «ММК» можно реализовать только один вариант легирования металла кремнием – ввод ферросилиция в сталеразливочный ковш при сливе металла из конвертера. Поэтому главной задачей разрабатываемой технологии конвертерной плавки было получение в конце продувки металла, содержащего примерно 0,03% С. При продувке металла с низким содержанием углерода быстро возрастает содержание оксидов железа в шлаке (рисунок 2.1), что ведет к дополнительной потере железа и делает нестабильным усвоение кремния при легировании стали.
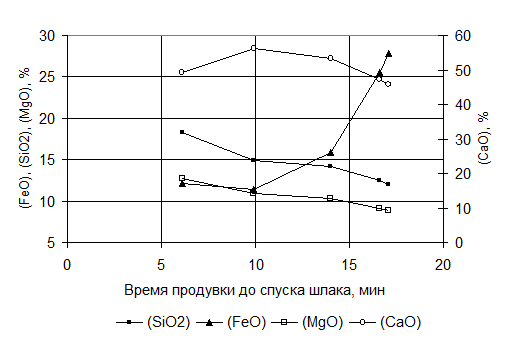
Рисунок 2.1- Изменение содержания компонентов шлака при проведении одной из опытных плавок
Уменьшение негативного влияния повышенной окисленности ванны при низком содержании углерода может быть достигнуто путем промежуточного удаления части шлака. Математическим моделированием было установлено, что наилучшие результаты могут быть достигнуты при удалении примерно половины имеющегося в конвертере шлака через 5–10 мин после начала продувки, когда в конвертере успевает сформироваться первичные шлак, имеющий относительно низкое (10–15%) содержание оксидов железа. Моделирование показало также, что промежуточное удаление части шлака практически не влияет на остаточное содержание серы и фосфора.
Конструкция и оборудование МНЛЗ
Оборудование МНЛЗ
ДЛЯ приема сталеразливочных ковшей используются существующие подъемно – поворотный разливочный стенд.
Промежуточный ковш увеличивается в объеме по 50 т. емкость ковша увеличивается за счет выставки кассет из боковин ковша. С целью обеспечения разливки всего диапазона в сечении в 4-х и 2-х ручьевом вариантах, в днище ковша предусмотренным сменные плиты.
Промежуточный ковш имеет стопорное устройство для регулирования подачи металла в кристаллизатор, на днище ковша сохранены шиберные затворы, позволяющий при необходимости производить перекрытие канала стали выпускного отверстия. Сверху ковш накрыт крышки (боковины).
Конструкция тележки промежуточного ковша остается прежней. К тележки подведен аргонопровод для подачи аргона в стали выпускное отверстие. Устройство заведения и отделения затравки модернизируются в связи с увеличением расстояния между ручьями 1400 до 1700 мм. Манипулятор защитной трубы и устройства для измерения температуры металла в промежуточном ковше оставлены прежними. Устройство для разогрева промежуточного ковша выполнено в виде поворачивающихся рычагов, к которым подсоединены горелки природного газа и воздухопровод. Поворот осуществляется в ручную, поднятия горелки от пневмопривода.
Кристаллизатор служит для формирования корочки слитка.
Тип кристаллизатора 2-х полостной радиальный со сменной вставкой.
Позволяет одновременно отливать по два слитка как одной так и разной ширены. Толщена медной плиты 70 мм узкая сторона и 70 мм широкая сторона. Регулирования ширины отливаемых слитков производиться путем замены средней ставки и перемещения крайних узких стенок Кристаллизаторы выполненные сборными, они состоят из четырех узких и четырех широких медных плит, имеющих сверленые каналы в широких и шалевые в узких стенках для прохода охлаждающей воды. Медные плиты закреплены на стальных станках имеются возможность регулирования положения конусности узких стенок что позволяют использовать один и тот же кристаллизатор для всего диапазона отливаемых заготовок На нижнем торце кристаллизатора установлены ролики: один ряд по широким граням и два ряда по узким. Для снижения износа в узких медных стенках предусмотрены износостойкие вставки. Кристаллизаторы выполнены с раздельными разводами и отводами воды к широким и узким стенкам. При этом, вода отдельно подводиться к узким (параллельно) и широким (последовательно) стенкам.
Плитный настил в районе кристаллизаторов.
Плитный настил состоит из стальных сварных лит над кристаллизатором и расположенных в округ кристаллизаторов сварных плит, футерованных огнеупорным кирпичом. Все плиты выполнены съемными и обеспечивают доступ крана к технологическому оборудованию.
Установка роликовых секций под кристаллизатором (УРС).
УРС предназначена для удержания корочки слитка от раздутия под воздействием ферростатического давления жидкого металла, охлаждения, направления и транспортировки слитка в процессе разливки и качания кристаллизатора.
УРС – участок, выключающий кристаллизатор и роликовые секции 1 и 2.
Основным базовым узлом УРС является станина, на которой расположены съемный блок с механизмом качания и секции 1 и 2. В состав УРС входят также привод механизма качания, трубные разводки, защитные экраны и поддоны.
Механизм качания 4-х эксцентриковый, состоит из двух валов, ориентированных вдоль широких граней слитков по большому и малому радиусах. На каждом валу иметься по две эксцентриковые шайбы, на которые опираются шатуны.
На не подвесной раме съемного блока и станине имеются площадки для установки секции 1 и 2. Монтаж, демонтаж оборудования УРС возможно как раздельно (кристаллизатор, роликовая секция номер 1, съемный блок с механизмом качания кристаллизатора), так и укрупненным съемным блоком, включая раму съемного блока с механизмом качания. Подвод воды к съемному блоку и секциям 1 и 2 производится автоматически при их закреплении по средствам торцевых уплотнений.
Привод качания состоит из электродвигателя, двух кинических редукторов и системы карданных валов обеспечивающих кинематическую связь эксцентриковых валов и двигателя.
Техническая характеристика механизма качания:
Тип привода электродвигатель постоянного тока
Ход качаний, мм ~3
Число качаний, 1/ мин до 250
Секция 1
Секция размешается не посредственно под кристаллизатором и состоит из 6-ти рядов роликов диаметром 140 мм, установленных с шагом 120 мм на литых рамках. Верхняя и нижняя рамы связаны друг с другом через литые боковины.
Каждый ряд роликов состоит из 4-х бандажей (по два на ручей) насажанных на индивидуальные оси. Бандажи вращаются на подшипниках качения. Смазка подшипниковых узлов – централизованная, через питатели, установленные на секции. Подвод смазочной магистрали блока питателей выполнен в виде быстроразъемного соединения.
Охлаждение роликов – наружная. Водяное, разбрызгивание от форсунок вторичного охлаждения слитков. Ролики выполняются из трубы, либо из цельной заготовки.
Секция 2
Секция имеет литую раму с нитью рядами роликов. Каждый ряд состоит из двух роликов – по одному на ручей. Каждый ролик вращается на своих подшипниках. Корпуса подшипников водоохлаждаемые. Охлаждение роликов – через осевой канал по средствам вертлюг. Смазка подшипников централизованная
Секция 1 Секция2
Количество роликов, шт. 6 6
Диаметр роликов, мм 140 140
Шаг роликов по «R», мм 180 245
Оборудование зоны вторичного охлаждения (ЗВО) предназначено для удержания слитка с жидкой сердцевиной выпучивания корочки металла под воздействия ферростатического давления жидкого металла, разлива слитка до горизонтального положения, вытягивания слитка кристаллизатора и его охлаждения.
ЗВО состоит из роликов секции. Ролики в секции устанавливаются с разным шагом, увеличивающимся по ходу технологического канала.
ЗВО комплектуется секциями 3,4,5,6,7,8,9,10 и 11.
Блок секций радиального участка
Секции 3,4,5 радиального участка скомпонованы в блок секции радиального участка. Блок имеет раму, установленную нижней опорой на существующую стойку. В верхней части рама опирается на стойку УРС. На раму крепятся роликовые секции.
Секции состоят из верхних и нижних рам с установленными на них роликами. Рамы сварные, выполненные из стальных плит и листов, без специального водяного охлаждения. Секция имеет по шесть нижних и верхних роликов. Ролики вдоль машины установлены в два ряда – каждый для своего ручья. Ролики двухопорные вращающиеся на роликовых сферических подшипниках.
В секции 4,5 – три, а в секции 3 – четыре нижних роликах в каждом ручье приводные. Ролики крайних ручьев приводиться не посредственно от редукторов, средних – через промежуточный вал и навесной редуктор.
Ролики имеют внутренне охлаждение через осевой канал. Подвод воды про изводиться посредством вертлюгов. Вертлюг имеет отъемную трубу находящуюся в канале. Такая конструкция позволяет снимать и ставить вертлюг не разбирая секции.
Корпуса подшипников водоохлаждаемые. Контроль охлаждения предусмотрен с помощью XИII и дополнительно визуальный контроль на сливе воды с помощью приемных воронок.
Предусмотрена замена блока секций криволинейного участка в сборе и по отдельным секциям.
Настройка блока секции в сборе производится на универсальном, для новых и существующих машин стенда.
Для настройки секции радиального и криволинейного участков предусмотрен дополнительный стенд.
Секция 8
Секция 8 криволинейного участка содержит пять 4-х роликовых блоков. Блок состоит из верхней и нижний траверз, соединенных между собой двумя крайними тягами и одной центральной стяжкой. На траверзах установлены 4 ролика – по два на ручей. Ролики двух опорные, имеют внутреннее охлаждение. Крайние и средние опоры координатными расточками выполнены отъемными.
Нижние опорные нечетные ролики крайних ручьев и четные средних приводные. Вращения к последним передается с помощью промежуточного вала и навесного редуктора.
Ролики охлаждаются через осевой канал с помощью бачков. Траверзы выполнены водоохлождающимися. Подшипники защищены водоохлождающимися экранами.
Блоки располагаются на общей раме, которая, в свою очередь, устанавливается на имеющейся стойки.
Диаметр роликов, мм 330
Количество приводных роликов (на один ручей), шт. 5
Шаг роликов в блоке, мм:
– по «R» 390
– по «ч» 390
Секция горизонтального участка
Секция 9, 10, горизонтального участка одинаковые по конструкции и состоят из рамы, на которую установлены по пять 4-х роликовых блоков, аналогичных блоком секции №8.
Секция устанавливается на имеющиеся стоики, Настройка секции выполняется на существующих стендах.
Диаметр роликов, мм 330
Шаг роликов, мм 390
Количество приводных роликов (на один ручей), шт. 5
Секция роликовая горизонтального участка №11.
Секция №11 состоит из трех 4-х роликовых блоков и тянущею устройства установленных на общей раме. Блоки такие же как в секциях 8…10.
Тянущие устройство состоит из кассеты нижних и верхних роликов. Кассеты соединены между собой четырьмя крайними тягами и двумя центральными стяжками.
Устройство предназначено для создания дополнительного тянущего усилия при прохождения конца слитка и после кратковременных остановок, предусмотренных технологией разливки.
Верхние нажимные ролики в своем верхнем положении становятся на упор, при этом раствор между роликами соответствует толщине слитка. При срабатывание гидроцилиндра ролики имеют возможность опуститься на 15 мм обеспечивая усилия прижимаются к слитку.
Усилия прижима тянущих роликов, т 60
Тянущее усилие, т ~20
Рабочая жидкость минеральное масло
Рабочие давление, МПа 10
Участок рольганга промежуточного с 4-х роликовым блоком
В зоне между секциями ЗВО с механизмом отделения затравки располагается промежуточный рольганг и установленный после него 4-х роликовый блок. Рольганг служит для передачи слитка от секций ЗВО к механизму отделения затравки.
Машина газовой резки (МГР)
МГР обеспечивает порезку заготовок мерной длины независимо в каждом ручье. Для возможности установки резака, разводка энергоносителей по МГР, изменение конструкций гидрослива и сливных желобов.
Подготовка МНЛЗ к работе
Проверка и подготовка кристаллизатора
В период подготовки машины у кристаллизаторов проверяют уклон узких стенок специальным измерителем конусности, разность в конусности противоположных стенок не должна превышать 0,5 мм.
Соосность кристаллизаторов относительно верхних роликовых секций зоны вторичного охлаждения проверяют специальным шаблоном радиусом 8000 мм. Отклонение не должно превышать 0,2 мм.
Проверка элементов системы вторичного охлаждения
В период подготовки в системе вторичного охлаждения проверяют:
– исправность и надежность крепления рукавов для подвода воды к коллекторам и кристаллизатору на максимальных расходах;
– расположение коллекторов относительно роликов;
– исправность и расположение форсунок относительно роликов.
Форсунки перед установкой на машину проходят проверку на специальном стенде. Исправность, ориентацию и качество факела форсунок проверяют при максимальном расходе воды и воздуха. Засоренные форсунки прочищают, а вышедшие из строя заменяют новыми.
Проверка элементов поддерживающей системы и ее охлаждение
В период подготовки в поддерживающей системе проверяют:
– исправность и надежность крепления рукавов для подвода воды к роликам, промежуточным опорам и к траверзам на максимальных расходах;
– состояние поверхности роликов;
– отсутствие скрапин и других посторонних предметов между роликами;
– состояние подшипников и промежуточных опор и наличие смазки визуально;
– вращение приводных роликов с контролем токовых нагрузок;
– шумы при холостой прокрутке ручьев;
– вращение неприводных роликов по секциям.
Проверяются все механизмы МНЛЗ в холостом режиме, при обнаружении неисправностей они должны быть устранены.
Подготовка промежуточных ковшей и погружных сталеразливочных стаканов к разливке
Производят разогрев промежуточных ковшей на специальном стенде разливочной площадки. Поддерживание температуры футеровки промежуточного ковша производится на подъемно-поворотных тележках разливочного стенда.
Перед сушкой и разогревом промежуточного ковша в полые стержни стопоров устанавливают воздухоподводящие трубки, воздух для охлаждения стопора подают в течение всего цикла сушки и разогрева. Разогрев осуществляется при помощи специальных горелок природным газом. Время установки промежуточного ковша на разогрев отмечается в технологическом журнале. Разогрев промежуточных ковшей производят согласно «Технологической инструкции по футеровке и эксплуатации промежуточных ковшей» ТИ-I0I-СТ-ККЦ-49–97. В процессе разогрева постоянно осуществляется опробование работы стопоров и шиберных затворов. Перед началом разливки серии трансформаторной стали, промежуточный ковш должен быть хорошо просушен на стенде в течение не менее 3 часов. Время разогрева промежуточного ковша в резервной позиции стенда должно быть не менее 8 часов. В ОНРС ковши подаются просушенные. Разогрев производится до температуры не менее 1100… 1200 оС, при этом футеровка ковша должна иметь ярко-малиновый цвет.
Контроль за режимом разогрева и подготовкой промежуточных ковшей к разливке осуществляет бригадир разливки.
Для обеспечения безаварийной работы МНЛЗ разливку следует начинать при наличии на рабочей площадке двух разогретых промежуточных ковшей.
Для подвода металла из промежуточного ковша в кристаллизатор применяется кварцевые или корундографитовые погружные стаканы, которые разогреваются в специальных устройствах до температуры 700… 1000 оС. Время между извлечением стаканов из устройства и началом разливки не должно превышать 40 секунд.
Визуально проверяют целостность стаканов, геометрию и соосность рассекателя и выпускных отверстий, отсутствие трещин и сколов.
Заведение затравки
Перед заведением затравки проверяют:
– состояние замка;
– надежность крепления головки к телу затравки;
– герметичность надувных элементов;
– состояние клапанов;
– наличие и состояние титановых накладок
Головка затравки должна быть очищена от остатков металла, заусенцев и не иметь трещин.
Надувные элементы затравки и манжеты штуцера подвода воздуха проверяют на герметичность при давлении воздуха не менее 0,45 МПа (4,5 кгс/см2). Показания манометра при отсоединении воздуховода не должны изменяться более, чем на 0,02 МПа (0,2 кгс/см2) в течение 30 минут после прекращения подачи воздуха.
Перед заведением затравки в кристаллизатор проверяют работу всех механизмов, а затем устанавливают защитный экран и включают вентиляционные системы.
Перед заведением затравки проверяют соответствие геометрических размеров головки размерам кристаллизатора. Проверенную и подготовленную затравку при помощи машины заведения затравки заводят в кристаллизатор сверху на пониженной скорости не более 0,5 м/мин.
Во время заведения затравки контролируется положение головки затравки относительно оси ручья, отклонение от оси не должно превышать 3 мм. С помощью специального «штыря» надувают резиновые камеры затравок сжатым воздухом, затем отсоединяют захваты от головки затравки и поднимают их в верхнее положение, а устройство для задачи затравки перемещают в положение приема.
Затравку устанавливают на уровне 600… 700 мм ниже верхнего среза кристаллизатора.
Установив затравку в исходное положение, выполняют следующие операции:
– убирают защитный экран с кристаллизатора;
– заделывают зазоры между стенками кристаллизатора и головкой затравки асбестовым шнуром;
– укладывают на головку затравки металлическую обрезь – «холодильники»;
– на поверхность стенок кристаллизатора наносится тонкий слой смазки (парафиновый, графитовый или солидол с графитом);
– на новых кристаллизаторах стыки узких и широких стенок (углы) замазываются смазкой замешанной до густого состояния, состоящей из следующих компонентов: солидол, ГШОС – 50% или графит – 50%.
Заделку зазоров асбестовым шнуром производят при помощи специальной забивки.
Количество рабочих заведений затравок с одними надувными элементами не должно превышать для четырехручьевого режима разливки – 15, для двухручьевого – 20, но не более 1 месяца с момента начала ее приемки. После чего тело затравки необходимо передать для проверки и опрессовки надувных элементов.
Подготовка МНЛЗ к приёму жидкого металла
Для аварийного слива металла подготавливают ёмкости и желоба. Наличие влаги, шлака, металла в них не допускается.
На рабочей площадке разливщики проверяют наличие и исправность рабочего инструмента, наличие заданной шлакообразующей смеси.
Разрешается использовать в промковше порошкообразную или гранулированную шлакообразующую смесь, а также – отходы производства гранулированной смеси в виде «коржей» и пыли.
Перед выпуском плавки из конвертера выполняют следующие операции:
– проверяют готовность электросхем, гидросистем, аварийных систем;
– проверяют давление воды, сжатого воздуха, природного газа и кислорода;
– открывают воду на охлаждение кристаллизатора, узлов и механизмов МНЛЗ в соответствии с нормами расхода.
После выпуска плавки сталеразливочный ковш подают для внепечной обработки на установку по доводке стали в ковше, вакуумную установку или печь-ковш, после чего плавку подают на МНЛ3.
Установка сталеразливочного ковша с металлом производится на разливочный стенд в резервную позицию. Убедившись в правильной установке на стенде, ковш освобождают от грузозахватных устройств и накрывают теплоизолирующей крышкой, затем производят подсоединение гидравлических приводов шиберных затворов, при этом:
– проверяют отсутствие людей в горячей камере МНЛЗ;
– закрытие люков и дверей в это помещение.
Подсоединив гидравлические приводы шиберных затворов, выполняют операции по установке промежуточного ковша:
– проверяют работу стопоров и шиберных затворов;
– извлекают «штырь» для надувания затравки сжатым воздухом, отверстие заделывают асбестом, поверх которого укладываются «холодильники»;
– устанавливают флажки на узкие грани кристаллизатора шириной 750…1080 мм;
– убирают горелки разогрева футеровки, поднимают промежуточный ковш и перемещают его из резервной позиции в рабочую;
– подвешивают погружные стаканы;
– производят центровку погружных стаканов по выходным отверстиям относительно стенок, строго вертикально по оси кристаллизaтoра.
После установки промежуточного ковша, сталеразливочный ковш перемещают в рабочую позицию, производится центровка сталеразливочного ковша, при этом траверса разливочного стенда должны находиться в горизонтальном положении. После чего сталеразливочный ковш поднимают в верхнее положение. МНЛЗ к приему жидкого метала готова [4].
Охрана окружающей среды
ККЦ развивается на базе крупных производственных объединений, включающих заготовительные, сталеплавильные и сварочные работы. Выплавка стали производится в конвертерных печах, которые являются крупными источниками пыли, газовыделения и теплового излучения в литейном производстве. При производстве 1т стали выделяется 150…330 кг СО; 1,5 кг SO2; 25…60 кг пыли; оксид азота, фенол, аммиак и другие вредные вещества. Запыленность воздуха достигает 5…15г/м. куб. При проведении сварочных работ в атмосферу попадают токсичные газы и пыли. Ручная электродуговая сварка электродами с покрытиями и сварка плавящимися электродами сопровождается мелкодисперсной пылью. Сварочная пыль на 99% состоит из частиц размером от 0,01 до 1 мкм; 1% пыли имеет размер частиц 1–5 мкм. Химический состав выделяющихся при сварке загрязнений зависит от состава сварочного материала. Заготовительные работы сопровождаются повышенным выделением пыли при погрузочно-разгрузочных и транспортных работах. Пыль находится в мелкодисперсном состоянии. В состав пыли входят: известь, сера и т.д.
Защита воздушного бассейна
Основными источниками пылегазовыделений в кислородно-конвертерном цехе являются:
отделение перелива чугуна;
конвертер;
машина непрерывного литья заготовок;
тракт подачи сыпучих материалов и ферросплавов;
агрегаты внепечной обработки стали;
участки ремонта сталеразливочных и промежуточных ковшей.
От данных источников в атмосферу и производственные помещения попадает: пыль, сернистый ангидрид, окислы азота, окислы углерода.
На всех указанных участках предусматривается комплекс мероприятий, обеспечивающих улавливание и удаление пылегазовых выделений и исключающих выбивание пыли и газов в производственные помещения.
Места перелива чугуна из миксеров в заливочные ковши оборудованы аспирационными укрытиями. Выделяющиеся при переливе чугуна дым и пыль отсасываются из-под укрытий и направляются на двухступенчатую газоочистку.
Для улавливания неорганизованных выбросов, образующихся при скачивании шлака из заливочного ковша предусмотрен вытяжной зонт, установленный над местом скачивания шлака и специальной закрытой камеры, в которую устанавливается шлаковая чаша.
Образующиеся при продувке в конвертере дымовые газы полностью улавливаются, охлаждаются, подвергаются очистке на газоочистке мокрого типа и передаются на установку использования конвертерных газов.
Для предотвращения выбивания конвертерных газов через технологические отверстия в котле-охладителе конвертерных газов предусматривается их отсечка азотными эжекторами.
Для улавливания неорганизованных выбросов, образующихся при завалке металлолома, заливке чугуна в конвертер, выпуске металла и слива шлака из конвертера предусмотрено и укрытие конвертеров с индивидуальным отводом образующихся газов на центральную газоочистную станцию конвертерного цеха.
От всех укрытий сушек сталеразливочных ковшей предусмотрен централизованный отвод продуктов горения с использованием их в качестве вторичных энергоресурсов.
Продукты горения от установок сушки промежуточных ковшей удаляются с помощью дымососов за пределы цеха.
На машинах непрерывного литья зона вторичного охлаждения размещается в специальных бункерах, из которых производится отсос образующейся при охлаждении поверхности заготовок паровоздушной смеси. Образующаяся на машинах газовой резки паро-газо-воздушная смесь очищается на газоочистке за МГР.
В цехе предусмотрены также местные вытяжные и аспирационные установки, включающие воздуховоды, фильтры, вентиляторы и выбросные трубы.
Для уменьшения загрязнения атмосферы и снижения концентрации вредных выбросов в ККЦ выполнен комплекс мероприятий: мокрые газоочистки; установка очистки газов от пыли, сернистого ангидрида, сероводорода; очистку аспирационных выбросов от п циклонах и рукавных фильтрах. Мероприятия по охране воздушного бассейна приведены в таблице 8.3.1.
Защита водного бассейна
Система оборотного водоснабжения:
Для обеспечения цеха водой заданных параметров по качеству и создания бессточной системы водоснабжения, в ККЦ применяют 4 оборотных цикла:
– «грязного» цикла водоснабжения газоочисток;
– «грязного» цикла водоснабжения МНЛЗ;
– цикла водоснабжения установки вакуумирования стали;
– «чистого» цикла оборудования цеха.
Таблица 8.3.1 – Мероприятия по охране воздушного бассейна ККЦ
| Наименование мероприятия | Система очистки | Производительность, м3/сут | Запыленность | |
| до мг/м3 | после мг/м3 | |||
| 1. Газоочистка газоотводящего тракта конверторов с дымососным отделением и свечами дожигания | Мокрая: скруббер, труба Вентури, каплеуловитель | 600000 | 30,7 | 0,04 |
| 2. Газоочистка неорганизованных выбросов* | Сухая: 1 ступень – циклоны ЦП2п 2 ступень – фильтры рукавные | 1400000 | 2,4 | 0,021 |
| 3. Газоочистка за машинами газовой резки и ТОЛ | Мокрая: труба Вентури, каплеуловитель | 350000 | 2,6 | 0,1 |
| 4. Газоочистка за агрегатами доводки стали | Сухая: в фильтрах рукавных тип ФРКДИ-1100 | 390000 | 0,5 | 0,03 |
«Грязный» оборотный цикл водоснабжения газоочисток:
Загрязненная вода от газоочисток конвертера и машин газовой резки поступает на сооружения самотеком. После улавливания крупной фракции взвесей, стоки поступают в камеру дегазации для «отдувки» окиси углерода, а затем на два радиальных отстойника диаметром 30 метров, оборудованных камерами флокуляции. Осветленная вода подается на башенную градильню размером в плане 30x30 м для охлаждения, после чего насосами перекачивается потребителям.
Переливные воды из охладителей собираются в резервуар переливных вод объемом 3000 кб. м рассчитанный на прием воды в случае аварийного опорожнения одного отстойника, а затем возвращаются в оборотный цикл.
Осадок из отстойников подается по напорным шламопроводам на установку обезвоживания шламов.
«Грязный» оборотный цикл водоснабжения МНЛЗ:
Очистка воды в оборотном цикле осуществляется в три ступени:
– во внутрицеховой яме для окалины;
– на двух радиальных отстойниках диаметром 30 м;
– на антрацито-кварцевых фильтрах.
Все переливные воды оборотного цикла собирается в резервуар переливных вод МНЛЗ объемом 1000 м3 а затем возвращается в оборотный цикл.
Шламовая пульпа подается по напорным шламопроводам на установку обезвоживания.
Оборотный цикл установки вакуумирования:
Отработанная вода установки вакуумирования имеет малые приросты (20–50 мг/л) взвеси, что позволяет использовать ее без очистки для подпитки оборотного цикла водоснабжения газоочисток; остальная вода подается для охлаждения на двух секционную вентиляторную градирню. Для приема избыточных вод предусматривается резервуар объемом 500 м3.
Пополнение потерь в оборотном цикле осуществляется свежей технической водой. Накопление взвеси в системе исключается за счет ее постоянной промывки водой идущей на возмещение потерь воды в оборотном цикле водоснабжения газоочисток.
«Чистый» оборотный цикл:
Вся отработанная условно чистая вода от оборудования и установок конвертерного отделения, ОНРС, компрессорной и холодильной станций и др. под остаточным напором подаётся на три башенные градирни размером 30x30 м и после охлаждения насосами подается потребителям; на повторное использование.
Регенерация масляных отходов и стоков:
Масло, уловленное в отстойниках оборотных циклов, собирается в маслораспределителынык резервуар блока очистных сооружений, откуда вывозится в автоцистернах на общезаводскую: маслорегенерационную станцию.
Очистные сооружения бытовой и дождевой канализации:
Хозяйственно-бытовые стоки с площадки конвертерного цеха поступают в насосную станцию, откуда передаются в заводскую сеть хозяйственно-фекальной канализации и далее на левобережные очистные сооружения.
Дождевые воды с крыш и площадки конвертерного цеха поступают в отстойник промстоков комбината через сеть ливневой канализации и северный канал промстоков.
Для защиты р. Урал от ливневых вод с территории площадки ККЦ предусмотрен сброс их в оборотную часть пруда охладителя, для дальнейшего использования в системе промводоснабжения комбината.
Общая система очистки воды изображена на рисунке 8.3.

Рисунок 8.3 - Общая система очистки воды
Введение
Современный этап развития отечественной металлургической промышленности характеризуется совершенствованием технологических процессов с целью повышения качества и расширения сортамента металлопродукции в соответствии с требованиями рыночной экономики. После ввода в эксплуатацию в ОАО «Магнитогорский металлургический комбинат» (в дальнейшем для краткости ОАО «ММК») кислородно-конвертерного цеха, имеющего современные технологические агрегаты, у предприятия появилась возможность выхода на мировой рынок с новыми видами металлопродукции, пользующейся повышенным спросом. Одним из видов такой металлопродукции является анизотропная трансформаторная сталь, производимая по кооперации с ООО «ВИЗ-Сталь».
В ООО «ВИЗ-Сталь» был разработан прогрессивный нитридный вариант производства трансформаторного листа, имеющего текстуру, обеспечивающую мировой уровень потребительских свойств. Для реализации этой технологии потребовался металл, химический состав которого несколько отличается от химического состава традиционной трансформаторной стали. Поэтому разработка технологии получения в условиях кислородно-конвертерного цеха ОАО «ММК» металла, пригодного для производства анизотропной трансформаторной стали по нитридному варианту была актуальной задачей.
Научная новизна работы заключается в обосновании комплекса технологических процессов и режимов их проведения, обеспечивающих стабильное получение в кислородно-конвертерном цехе с агрегатами большой вместимости металла для производства анизотропной трансформаторной стали.
Анализ мирового опыта производства трансформаторной стали
В первой главе на основе анализа литературы рассматриваются потребительские свойства (магнитная проницаемость и удельные ваттные потери при перемагничивании) трансформаторной стали, их физическая природа и способы получения. Показано, что для обеспечения нужного комплекса потребительских и технологических свойств трансформаторной стали, требуется металл с низким (0,02–0,03%) содержанием углерода и довольно высоким (3–4%) содержанием кремния. Нужные электротехнические свойства трансформаторной стали достигаются после холодной прокатки металла на лист требуемой толщины в результате специальной термической обработки, в ходе которой происходит определенное изменение химического состава обрабатываемого металла.
Основные мировые производители трансформаторной стали создают нужный комплекс потребительских свойств готового металла по так называемому сульфидному варианту технологии. В 000 «ВИЗ-Сталь» разработан эффективный вариант нитридной технологии, для реализации которого на этапе выплавки нужно получить металл с довольно высоким содержанием азота.
На основе обзора литературы на начальном этапе данного исследования была поставлена задача разработки технологии выплавки в кислородно-конвертерном цехе ОАО «ММК» трансформаторной стали, содержащей:
0,025…0,040% С; 2,90…3,20% Si; 0,15…0,30% Мn; 0,40…0,55% Си; 0,013…0,017% Al и не менее 0,010…0,013% N. Содержание других элементов (серы, фосфора, хрома и никеля) предполагалось иметь на обычном для цеха уровне.
Важной характеристикой металла является и его склонность к старению в процессе работы в машинах, так как старение приводит к заметному увеличению удельных потерь и ухудшению показателей работы трансформаторов. К электротехническим сталям предъявляются определенные требования по пластичности, оцениваемой путем сгибов листа. Так как при изготовлении магнитопроводов листы подвергают штамповке, хрупкость металла недопустима.
При изготовлении трансформаторов и других машин весьма важное значение имеют не только «внутренние» качества листа (его магнитные и пластические свойства), но и внешние параметры (разнотолщинность, волнистость и коробоватость).
Конкретные требования по этим параметрам оговариваются в стандартах. Так, например, в листах электротехнической стали повышенной отделки не допускается коробоватость с высотой короба более 2 мм на 1 пог. м и волнистость с высотой волны более 4 мм на 1 пог. м.
Весьма жесткие требования предъявляются и к качеству поверхности листов. На ней не допускаются грубые и средние поверхностные дефекты, окалина, расслоения, надавы, грубая рябизна, налет талька и т.п.
Качество трансформаторов во многом зависит также от конструкции и технологии их изготовления. С этой точки зрения важными факторами являются возможность отжига магнитопровода после штамповки листа и его сборки и снижение толщины изоляционных покрытий. Применение термостойкого электроизоляционного покрытия листа вместо лака позволяет отжигать собранный магнитопровод, что устраняет наклеп листа после штамповки и улучшает электротехнические свойства металла на 5–10%.
В настоящее время все более широкое развитие получает рулонный способ производства электротехнических сталей. сборки и снижение толщины изоляционных покрытий. Применение термостойкого электроизоляционного покрытия листа вместо лака позволяет отжигать собранный магнитопровод, что устраняет наклеп листа после штамповки и улучшает электротехнические свойства металла на 5–10%.
В настоящее время все более широкое развитие получает рулонный способ производства электротехнических сталей, позволяющий более экономно раскраивать и расходовать лист на электромашиностроительных заводах.
По способу термообработки, качеству и виду поверхности стали изготовляют неотожженными и отожженными, нетравлеными и травлеными, без изоляции и с поверхностной электрической изоляцией [1].
Отличительная особенность этих материалов состоит в том, что они могут легко, Т.е. в слабом поле намагничиваться И, кроме того, обладают минимальными потерями энергии при перемагничивании. Согласно действующим стандартам электротехнические стали подразделяют на тонколистовую холоднокатаную анизотропную (ГОСТ 21427.1–83), тонколистовую холоднокатаную изотропную (ГОСТ 21427.2) и ленту холоднокатаную анизотропную (ГОСТ 21427.4–78).
Для стали, применяемой в трансформаторах тока, весьма важны высокие электротехнические свойства в широком диапазоне величин индукции (102-104 гс). Немалое значение имеет и анизотропия электротехнических свойств магнитного материала. Для магнитопровода трансформатора достаточно иметь лист с высокими электротехническими свойствами в одном направлении, так как в этом случае можно специально подбирать листы; для динамо-машины и других аппаратов с разветвленным магнитным потоком необходимо, чтобы анизотропия свойств была минимальной.
Основными нормированными характеристиками магнитных свойств электpoтeхнических сталей в зависимости от толщины и структурного состояния являются удельные магнитные потери при различной магнитной индукции и частоте, магнитная индукция в магнитных полях различной напряженности, коэффициент анизотропии и удельных магнитных потерь, анизотропия магнитной индукции и коэрцитивная сила
Анизотропные (трансформаторные) стали имеют ярко выраженную текстуру, Т.е. структуру зерен преимущественной ориентировкой в направлении прокатки.
Для оценки потерь электроэнергии, имеющих место при работе трансформаторов и электрических машин, электротехнические стали характеризуются уровнем удельных магнитных потерь (количеством ватт на 1 кг массы стали) – одним из основных показателей качества электротехнических сталей. Удельные магнитные потери складываются из потерь на вихровые токи,
гистерезисные и дополнительные потери.
Вихревые токи (токи Фуко), как известно, возникают вследствие того, что согласно законам электромагнитной индукцией изменения намагничивающего тока возбуждают в проводящем материале (обычно в металле) ток обратного направления, который замыкается в толщине этого металла.
Вихревые токи вызывают бесполезные потери энергии; величина этих потерь составляет 65–75%, а иногда могут достигать и 90% общих магнитных потерь.
На вихревые токи теряется часть энергии, предназначенная для намагничивания. Величина вихревых токов, согласно закону Ома, тем больше, чем выше удельная электропроводность электропроводящего материала (чем иже удельное электросопротивление и, следовательно, чем толще материал металл).
При прочих равных структурных и текстурных параметрах цельные потери от вихревых токов возрастают пропорционально квадрату толщины листа. Поэтому для уменьшения потерь энергии с вихревыми токами, магнитные цепи, подверженные действию переменных и пульсирующих магнитных полей, изготавливаются из тонких изолированных листов электротехнических сталей.
Кроме того, на величину вихревых потерь большое влияние: оказывает к важной характеристике электротехнических сталей относится также величина магнитной индукции, которая зависит от химического состава стали, от чистоты ее по вредным примесям и неметаллическим включениям, но более всего определяется текстурой с заданной величиной и формой зерен.
Между величиной удельных магнитных потерь и магнитной индукцией существует тесная корреляционная связь.
Качество трансформаторной стали характеризует и так называемой магнитострикция – изменение линейных размеров магнитопровода в магнитном поле. Магнитострикция ферромагнетика сильно зависит от загрязненности металла вредными примесями и от совершенства его кристаллографического строения. Магнитострикция в трансформаторных сталях вызывает вибрацию и шум в работающих трансформаторах и электрических машинах. В связи с этим создание анизотропных сталей с повышенной величиной индукции в магнитных полях и минимальной величиной магнитострикции позволяет снизить массу электротехнических изделий и уровень шума при их работе.
При эксплуатации электрических машин и аппаратуры магнитные свойства металла должны оставаться постоянными в течение длительного времени и при повышенной температуре, т.е. листы трансформаторной стали, из которых изготовлены эти электрические машины и аппараты, должны быть устойчивыми против магнитного старения.
Образец, отобранный из листа или ленты трансформаторной стали, после определения магнитных свойств нагревают до 120оС и после выдержки при этой температуре в течение 120 час. вновь определяют удельные магниты.
Коэффициент старения по удельным магнитным потерям определяют по формуле:
Кст=(Р2-Р1)*100/Р1, (1)
где Р1 и Р2 – удельные магнитные потери до и после старения, Вт/кг
Для трансформаторной электротехнической стали этот коэффициент не должен превышать 2–4% (для листа в зависимости от марки стали) и 6% для ленты.
Наряду с магнитными свойствами имеют значение и механические свойства листа трансформаторной стали. В производстве электрических машин и аппаратов, которое в настоящее время в большой степени автоматизировано, благоприятные механические свойства (предел текучести, предел прочности и твердость) обеспечивают хорошую обрабатываемость листа резанием.
Высокоремнистая трансформаторная сталь обладает повышенной хрупкостью, что затрудняет механическую обработку листа. Хрупкость анизотропной стали проверяется путем испытания образца, вырезанного из листа, на перегиб. За меру пластичности принимают число изгибов на 180°, которое выдерживает полоска данной стали, если ее зажать в тисках с губками радиусом 5 мм. Один перегиб-загиб образца от начального положения на 90° и обратное его выпрямление до начального положения. Половиной перегиба считается загиб на 900 без выпрямления.
За счет использования многочисленных передовых технических решений на разных стадиях технологического процесса производства трансформаторных сталей удается получать эти стали с очень низкими удельными магнитными потерями и высокой магнитной индукцией. Например, для анизотропных Р1,7/50 <1,0 Вт/кг и ВI0> 1,92 Тл (лист толщиной 0,23–0,35 мм). Эти показатели значительно превышают нормированные характеристики трансформаторных сталей серийного производства. Значит, резервы дальнейшего улучшения качества электротехнических сталей, в частности их магнитных свойств, существуют. К тому же, как показали исследования и расчеты, физические пределы магнитных свойств железокремнистых сплавов, к которым относятся электротехнические стали, далеко не достигнуты. Так, физический нижний предел удельных магнитных потерь 1/7/50 в анизотропной стали с 3,0% кремния находится около 0,58–0,65 Вт/кг (лист толщиной 0,35 мм), индукция В25 около 2,0 Тл.
Магнитные характеристики трансформаторных сталей, а также механические свойства готового листа в равной степени определяются как технологией выплавки и разливки стали, так и режимами горячей и холодной прокатки листа, а также последующей его термообработки [2].
Дата: 2019-12-22, просмотров: 332.