Кафедра «Экономика и управление предприятием»
КРАСНОПЕВЦЕВА ИРИНА ВАСИЛЬЕВНА
«ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ»
УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ
по выполнению курсовой работы
для студентов специальности 151002
«Металлообрабатывающие станки и комплексы»
всех форм обучения
Тольятти 2007
Содержание
Введение
1. Краткие теоретические сведения
1.1 Организация поточного производства
Характеристика поточного производства
1.1.2 Виды поточных форм работы
1.1.3 Организация поточных линий
Себестоимость продукции
Краткие теоретические сведения
Организация поточного производства
Характеристика поточного производства
Поточные формы работы наибольшее распространение получили в массовом производстве. Если одна и та же деталь многократно используется в одном или в нескольких изделиях, то производство такой детали удобно организовывать по принципу потока.
Поточное производство – это такое производство, при котором все рабочие места являются специализированными и располагаются в соответствии с ходом технологического процесса.
Для обеспечения непрерывности поточного производства, время выполнения каждой операции на поточной линии должно быть либо равным, либо кратным всем остальным операциям 2:4; 4:8; 6:3; 3:9; и т. д.
В условиях поточного производства используется параллельный способ обработки деталей, и процесс осуществляется непрерывно при синхронной передаче их с одного рабочего места на другое.
В условиях поштучной передачи деталей с одного рабочего места на другое, интервал времени между двумя последовательными их выпусками с поточной линии называется тактом точной линии.
Такт (r) – основной параметр поточной линии. Он непосредственно зависит от годовой программы выпуска изделий (  ) и эффективного фонда рабочего времени поточной линии (
) и эффективного фонда рабочего времени поточной линии (  ).
).
 (1.1)
(1.1)
Если передача деталей (изделий) на поточной линии осуществляется партиями, то вводится понятие такта выпуска передаточных партий или ритма поточной линии R = r ∙ р (p – размер передаточной партии деталей, шт.).
Виды поточных форм работы
Поскольку на предприятиях складываются различные производственные условия, связанные с изменением объемов производства, номенклатуры выпускаемой продукции и с другими факторами, то все поточные линии не могут быть созданы по одному образцу и подобию. Возникает необходимость в различных формах поточной работы.
Различают две основные формы поточного производства: непрерывно-поточная и прерывно-поточная (прямоточная).
Непрерывно-поточная форма является наиболее совершенной и характеризуется тем, что нормы времени на всех операциях поточной линии равны или кратны друг другу и равны такту поточной линии (r). Предметы труда перемещаются с одного рабочего места на другое без пролеживания, каждая операция закреплена за определенным рабочим местом. Все рабочие места располагаются строго в соответствие с ходом технологического процесса. Прохождение деталей (изделий) от первого рабочего места до последнего на поточной линии не прерывается. Простои рабочих мест исключаются.
Прерывно-поточная (прямоточная) форма поточного производства применяется в тех случаях, когда в силу обстоятельств объективного характера не удается полностью уровнять нормы времени на всех операциях, или хотя бы достичь их кратности.
В таком случае возможны периодические простои отдельных рабочих мест. Ритмичность работы прямоточной линии достигается тем, что в течение определенного периода времени на каждой операции производится одинаковое количество изделий (деталей). Это достигается созданием межоперационных оборотных заделов между смежными операциями, имеющими разную продолжительность. С целью наиболее полной загрузки рабочих мест допускается многостаночное обслуживание нескольких, даже несмежных операций.
Поддержание расчетного такта на поточных линиях может быть регламентированным (принудительным) и свободным. Примером поточной линии с принудительным (регламентированным) поддержанием расчетного такта является конвейер, скорость которого согласована с длительностью выполнения операций на отдельных рабочих местах. Свободное поддержание расчетного такта применяется на прерывно-поточных линиях, где скорость передачи деталей (изделий) с одного рабочего места на другое поддерживается самими рабочими.
Поточные линии могут распространяться на ряд участков (например, сборочный конвейер цеха) или ограничиваться пределами участка. Также поточные линии могут носить характер общезаводского сквозного потока, когда все производственные операции от поступления материалов в обработку до сдачи готовых изделий на склад выполняются на поточных линиях.
В зависимости от количества наименований изделий, закрепленных за поточной линией, существуют однопредметные и многопредметные поточные линии.
Однопредметные поточные линии создаются тогда, когда производственная программа по данному изделию по своей трудоемкости достаточна для полного использования фонда рабочего времени поточной линии.
Многопредметные поточные линии создаются тогда, когда трудоемкость одного изделия не обеспечивает необходимую нагрузку поточной линии. Непременным условием создания многопредметной поточной линии является однотипность технологических процессов обработки закрепляемых за линией изделий.
Многопредметные поточные линии в свою очередь подразделяются на групповые и переменно-поточные линии.
Групповые линии – здесь обрабатываются или собираются разные детали или узлы по одинаковому технологическому процессу на одном и том же оборудовании.
Переменно поточные линии – на таких линиях обрабатываются или собираются изделия различных наименований и типоразмеров с одинаковыми или сходными технологическими процессами, последовательно чередующимися партиями. Запуск партий осуществляется с необходимым для производства чередованием.
Организация поточных линий
На предприятиях машиностроения существуют следующие виды организации поточных линий:
а) непрерывно-поточные с рабочими конвейерами;
б) непрерывно-поточные с распределительными конвейерами;
в) непрерывно-поточные со свободным ритмом;
г) непрерывно-поточные с неподвижным объектом;
д) прерывно-поточные линии.
а) На таких поточных линиях рабочие конвейеры являются местом выполнения работ и представляют собой линии для непрерывного перемещения изготавливаемых изделий с заданной скоростью. Такие линии создаются для сборки средних и крупных изделий в массовом и крупносерийном производстве. Для выполнения каждой операции вдоль такого конвейера создается рабочая зона, чтобы предоставить сборщику определенные маневренные возможности.
б) Распределительный конвейер отличается от рабочего тем, что он служит средством перемещения обрабатываемых деталей или собираемых изделий, а не местом выполнения работ. Для установки изделий на таком конвейере служат подвески, подставки. Для обработки изделие снимается с конвейера, после обработки – возвращается на конвейер для передачи на следующую операцию. Такие поточные линии создаются для обработки и сборки небольших деталей или изделий.
в) Непрерывно-поточные линии со свободным ритмом создаются на основе синхронизации операций. Условие синхронности поточной работы можно представить формулой:
 (1.2)
(1.2)
Операции выполняются на стационарных рабочих местах, связанных между собой транспортными средствами (платформами, тележками), с помощью которых готовые изделия передаются с рабочего места к другому.
г) Непрерывно-поточные линии с неподвижным объектом применяются при сборке крупных и тяжелых изделий, межоперационная транспортировка которых либо невозможна, либо экономически не выгодна. Собираемые изделия в течение всего времени сборки стоят неподвижно, а бригады сборщиков переходят от одного изделия к другому.
д) Прерывно-поточные линии основаны на неполной синхронизации операций и имеют следующие особенности:
1) для бесперебойной работы линии между несинхронными операциями создаются необходимые заделы деталей или изделий – межоперационные оборотные заделы;
2) для более полного использования рабочего времени, рабочие, недостаточно занятые на своем рабочем месте, привлекаются к многостаночному обслуживанию
3) для упорядочения работы поточной линии составляется стандарт-план, который регламентирует режим работы поточной линии в течение смены или суток. Стандарт-план позволяет найти такой режим работы поточной линии, при котором сводятся к минимуму межоперационные оборотные заделы, и достигается полная загрузка рабочих мест и оборудования.
Себестоимость продукции
Содержание курсовой работы
1. Произвести расчет параметров однопредметной поточной линии для механической обработки деталей.
2. Рассчитать заделы на поточной линии, спроектировать планировку размещения оборудования и рабочих мест на поточной линии.
3. Рассчитать себестоимость механической обработки детали по базовому и проектному вариантам.
4. Произвести выбор более экономичного варианта и определить показатели его экономической эффективности.
Исходным материалом для выполнения курсовой работы служит заданный студентам вариант технологического процесса с указанием норм времени по операциям.
Оформление курсовой работы
Курсовая работа по дисциплине «Организация производства и менеджмент» оформляется на листах формата А 4 с одной стороны листа с соблюдением полей (лев. 30 мм; пр. 10 мм; верх, низ 20 мм).
Г) Расчет межоперационных оборотных заделов
Межоперационный оборотный задел возникает вследствие различной трудоемкости смежных операций. Межоперационный оборотный задел – это количество деталей, накапливающееся между смежными операциями, имеющими различную продолжительность.
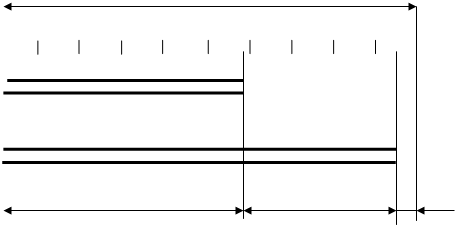
Перед расчетом межоперационных оборотных заделов необходимо построить график работы оборудования для каждой смежной пары операций, расчленив время операций на фазы, в течение которых не происходит изменений в одновременной работе станков на смежных операциях.
Расчет заделов между 1‑й и 2‑й операциями
| № опер. | 
| 
|   
|  01 02 03 04 05 06 07 08 09 1
01 02 03 04 05 06 07 08 09 1
|
| 1. | 5,8 | 2 | 0,58 |  =0,58 =0,58
|
| 2. | 9,6 | 2 | 0,96 | = 0,96
FI FII FIII
|
Расчет длительности каждой фазы (F) производим по формуле:
 (3.17)
(3.17)
где j – порядковый номер фазы;
 – период комплектования задела на линии (в нашем примере
– период комплектования задела на линии (в нашем примере  = 210).
= 210).
FI = 210 × 0,58 = 121,8 » 122 мин.
FII = 210 × (0,96 – 0,58) = 210 × 0,38 = 79,8 » 80 мин.
FIII = 210 – (122 + 80) = 8 мин.
На I фазе на 1й операции работают 2 станка, на 2й операции работают 2 станка.
На II фазе на 1й операции станки простаивают, на 2й операции работают 2 станка.
На III фазе на 1й и 2й операциях станки простаивают.
Расчет изменения величины межоперационного задела в течение любой фазы производится по формуле:
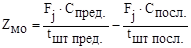 (3.18)
(3.18)
где  – количество работающих станков на предыдущей операции в течение данной фазы;
– количество работающих станков на предыдущей операции в течение данной фазы;
 – количество работающих станков на последующей операции в течение данной фазы.
– количество работающих станков на последующей операции в течение данной фазы.
Для данного примера:
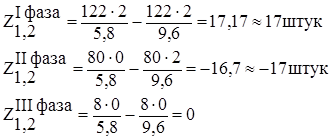
Если результат получен со знаком «+», это значит, что на данной фазе, вследствие меньшей трудоемкости или большего количества станков, на первой операции возникает положительный задел. Эпюра задела на графике возрастает от 0 до максимальной величины (рис. 3).
Литература
1. Великанов, К.М. Определение сравнительной экономической эффективности инженерных решений / К.М. Великанов, Э.Г. Васильева. – Л.: Машиностроение, Ленингр. отд-ние, 1991. – 79 с. – ISBN 5–279–01766–8.
2. Методы и практика определения эффективности капитальных вложений и новой техники: Сб. науч. информ. АН СССР, ин-т экономики / А.А. Бесчинский, Б.С. Ванштейн и др.; под ред. Т.С. Хачатурова. – М.: Наука, 1990. – 144 с. – ISBN 5–7038–2053–6.
3. Новицкий, Н.М. Организация, планирование и управление производством: учеб.-метод. пособие / под ред. Н.И. Новицкого. – М.: Финансы и статистика, 2006. – 575 с. – ISBN 5–2790–02691–3.
4. Организация и планирование машиностроительного производства: учеб. для машиностр. спец. вузов / М.И. Ипатов [и др.]; под ред. М.И. Ипатова, В.И. Постникова. – М.: Высш. шк., 1988. – 367 с. – ISBN 5–222–00044–7.
5. Организация, планирование и управление машиностроительным предприятием: учеб. пособие для вузов / Н.С. Сачко [и др.]; под ред. Н.С. Сачко, И.М. Бабука. – Мн.: Выш.шк., 2002. – 272 с. – ISBN 5–87902–061–2.
6. Фархутдинов, Р.А. Организация производства: учеб. для вузов: Краткий курс. – Гриф МО. – М.: ИНФРА-М, 2005. – 304 с. – ISBN 5–16–000832–2.
Кафедра «Экономика и управление предприятием»
КРАСНОПЕВЦЕВА ИРИНА ВАСИЛЬЕВНА
«ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ»
УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ
по выполнению курсовой работы
для студентов специальности 151002
«Металлообрабатывающие станки и комплексы»
всех форм обучения
Тольятти 2007
Содержание
Введение
1. Краткие теоретические сведения
1.1 Организация поточного производства
Дата: 2019-07-30, просмотров: 311.