Достижение конструкторских требований к детали в процессе их изготовления обеспечивается технологией обработки, в которой особая роль принадлежит установке заготовок в рабочие поверхности приспособлений. Определенное положение относительно режущих инструментов и станка придается заготовке в процессе базирования, когда образуются её геометрические связи с элементами приспособления. Чтобы эти связи не нарушились при механической обработке, заготовку закрепляют, создавая силовое замыкание связей. В процессе установки решаются две различные задачи: базирование и закрепление заготовок.
При разработке технологического процесса механической обработки детали основополагающим принципом, обеспечивающим требуемую точность изготовления, считается обеспечение принципа единства конструкторских, технологических и измерительных баз.
Особое значение вопросы базирования приобретают при обработке заготовок в условиях мелкосерийного производства с использованием настроенного на размер оборудования, для стабильности выполнения размеров при механической обработке.
Разработка схем базирования делится на два основных этапа:
1. Выбор черновых технологических баз;
2. Назначение чистовых технологических баз.
Назначение черновых технологических баз.
При назначении черновых технологических баз учитывают те условия, при которых обеспечивается заданная точность при минимуме припусков на обработку. Для базирования на первой операции используем наружная поверхность стального круга, диаметр которого Ç125 мм. Эти поверхности удовлетворяют требованиям для черновых баз:
достаточные размеры для закрепления;
на поверхностях отсутствуют дефекты;
используются только на первых переходах.
наиболее ответственные поверхности при прокате.
Схема базирования представлена на рис.2
Назначение чистовых технологических баз.
Назначение чистовых технологических баз является многовариантной задачей. Оптимальный вариант можно отыскать только на основе анализа решений технологических размерных цепей. При этом должны соблюдаться принципы соответствия конструкторских и технологических баз (по мере возможности) - рис.3
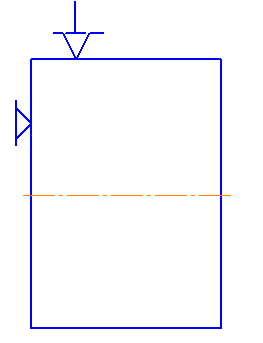
Рис.2 Схема базирования на черновых операциях черновых операциях.
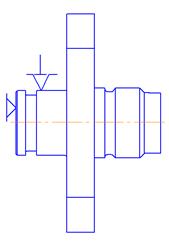
Рис.3 Схема базирования на последующих операциях черновых операциях
1.12 Выбор методов обработки отдельных поверхностей с альтернативными вариантами
Выбор методов обработки может производиться по данным, приведенным в справочной литературе [2,4,6] для определенного вида поверхностей, имеющих заданную чертежом точность и шероховатость. Некоторые из внутренних цилиндрических поверхностей детали имеют точность, выполненную по 9 квалитету, следовательно, должны обрабатываться несколькими методами. Поэтому при наличии разработанного чертежа заготовки методы обработки на эти поверхности лучше выбирать по уточнению.
Уточнение представляется отношением допусков заготовки Тзаг на каждую поверхность к соответственным допускам Тдет, проставленным на чертеже детали, т.е.
eобщ = Тзаг/Тдет (14)
Такое уточнение является общим для данной поверхности.
Методы обработки поверхностей, обеспечивающие требуемую точность размеров, и соответствующие этим методам уточнения представлены в таблице
При выборе методов обработки руководствуемся рекомендациями, согласно которым возможно большее количество поверхностей желательно обрабатывать одним способом. Это позволяет совместить наибольшее число переходов во времени, уменьшить количество операций, сократить трудоемкость, цикл и себестоимость обработки.
Приведем расчет общих уточнений для некоторых поверхностей детали. Величины межоперационных допусков взяты из справочника [6].
Таблица 5
Расчет общих уточнений для поверхностей детали
| Номер поверхности. | Допуск на размер, мм | Уточнение e общ | |
| заготовки | детали | ||
| 7 | 1,2 | 0,052 | 23,07 |
| 8 | 1,2 | 0,052 | 23,07 |
| 5 | 1,2 | 0,87 | 1,4 |
| 12 | 1,2 | 0,13 | 9,21 |
Общее уточнение может быть обеспечено несколькими вариантами обработки приведенных в табл.12 поверхностей. Математически это условие выбора выражается неравенством
eобщ £ Pei,
где e i - уточнение по i - той операции техпроцесса.
ei = Тi-1/Тi,
где Тi-1 и Тi - соответственно межоперационные допуски предшествующей и последующей операций.
При выборе методов обработки руководствуемся рекомендациями, согласно которым возможно большее количество поверхностей желательно обрабатывать одним способом. Это позволит совместить наибольшее число переходов, уменьшить количество операций, сократить трудоемкость, цикл и себестоимость обработки. Методы обработки указанных в таблице 12 поверхностей, обеспечивающие требуемую точность размеров, и соответственные этим методам уточнения приведены в табл.6.
Таблица 6
Методы обработки отдельных поверхностей
| Номер поверхности | eобщ | ei | Методы обработки |
| 7 | 23,07 | e1=1,2/0,4=3 e2=0,4/0,1=4 e3=0,1/0,052=1,92 | 1 Черновое точение (jt13) 2 Получистовое точение (jt10) 3 Тонкое точение (jt9) |
| 8 | 23,07 | e1=1,2/0,4=3 e2=0,4/0,1=4 e3=0,1/0,052=1,92 | 1 Черновое точение (jt13) 2 Получистовое точение (jt10) 3 Тонкое точение (jt9) |
| 5 | 1,4 | e1=1,2/0,87=1,4 | 1 Фрезерование (jt13) |
| 77 | 4,03 | e1=1,2/0,3=4 e2=0,3/0,13=2,3025 | 1 Черновое точение (jt13) 2 Получистовое точение (jt10) |
Из таблицы видно, что
для поверхности 7 e1∙Äe2∙e3=3∙4∙1,92=23,04 < eобщ=23,07;
для поверхности 8 e1∙Äe2∙e3=3∙4∙1,92=23,04 < eобщ=23,07;
для поверхности 5 e1=eобщ=1,4;
для поверхности 12 e1∙Äe2=4∙2,3025=9,21=eобщ=9,21;
Проведенный выбор методов обработки отдельных поверхностей подлежит корректировке с целью достижения заданной шероховатости. Однако в данном случае обеспечение требуемой точности приводит к получению требуемой на чертеже шероховатости.
1.13 Формирование структуры вариантов технологического процесса
Для формирования структуры технологического процесса необходимо сначала наметить структуру технологических операций. Для этого компонуем одинаковые методы обработки однообразных поверхностей:
Фпч для поверхностей 5,17,18;
Cв для поверхностей 15, 16;
Тчр для поверхностей 1,2,3,4,6,7,8,9,10,11,12,13,14, 19;
Тчт для поверхностей,2,3,4,6,7,8,9,10,11,12,13,14, 19;
Выше приняты следующие обозначения: Фпч - фрезерование получистовое, Св - сверление, Тчр - точение черновое, Тчт - точение чистовое.
После чего, оцениваем возможность объединения методов обработки для реализации их на металлорежущем оборудовании. Растачивание поверхностей вращения можно производить на станках токарного типа, фрезерование - на фрезерном станке.
Разработка маршрутной технологии.
В проекте предлагаются два альтернативных варианта технологических процессов обработки Корпуса ТМ966.2120-57.
Первый вариант основан на одном принципе построения операций и переходов - принципе дифференциации, реализуемом на универсальных металлорежущих станках.
Представим маршрутное описание технологического процесса по 1 варианту. Заготовительные операции подробно рассмотрены выше при проектировании заготовки. Корпус требует тщательного назначения операций по изготовлению. Наличие ограниченного количества металлорежущих инструментов на таких станках приводит к увеличению числа операций и соответственно к удлинению технологического процесса обработки. Особенно это заметно на операциях токарной обработки.
Построение операций с разработкой схем обработки.
010 Отрезная.
1. Резать пруток на заготовки по типовому техпроцессу цеха №1
020 Токарная.
1. Точить торец 1;
2. Сверлить отверстие 10;
3. Точить поверхность 3;
4. Притупить острые кромки.
030 Токарная
1. Точить торец 17;
2. Точить поверхность 24;
3. Острые кромки притупить.
040 Контрольная
1. Проверить марку материала;
2. Проверить шероховатость поверхностей;
3. Отсутствие мех. повреждений, заусенцев, притупление острых кромок;
4. Проверить размеры.
050 Термообработка
1. Провести термообработку согласно технологии цеха №3.
060 Токарная
1. Точить торец 1;
2. Точить поверхность 3 с подрезкой торца 8;
3. Притупить острые кромки.
070 Токарная
1. Точить торец 17;
2. Точить поверхность 24 с подрезкой торца 25;
3. Притупить острые кромки.
080 Фрезерная
1. Фрезеровать лыски согласно эскизу.
090 Слесарная
1. Опилить заусенцы и притупить острые кромки.
100 Фрезерная
1. Фрезеровать четыре фаски со сменой позиции приспособления.
110 Слесарная
1. Опилить заусенцы и притупить острые кромки.
120 Токарная.
1. Точить торец 1;
2. Точить поверхность 3 с подрезкой торца 8;
3. Точить канавку 5;
4. Расточить отверстие 10;
5. Расточить канавку 12 и 15;
6. Точить две фаски 2,9;
7. Острые кромки притупить.
130 Токарная
1. Точить торец 17;
2. Точить поверхность 24 с подрезкой торца 25;
3. Точить поверхность 21 под резьбу;
4. Точить поверхность 18;
5. Точить канавку 20;
6. Нарезать резьбу 22;
7. Притупить острые кромки.
140 Сверлильная
1. Сверлить два отверстия 34, 35;
2. Сверлить четыре отверстия 36, 37,38,39;
3. Нарезать резьбу в четырех отверстиях 40,41,42,43;
4. Притупить острые кромки.
150 Фрезерная с ЧПУ
1. Обработать деталь по программе указанным инструментом в РТК, выдерживая размеры эскиза.
160 Слесарная
1. Опилить заусенцы и притупить острые кромки.
170 Фрезерная
1. Фрезеровать лыску.
180 Контрольная
1. Проверить отсутствие заусенцев, притупление острых кромок, отсутствие мех. повреждений;
2. Проверить детали на соответствие чертежу.
210 Покрытие
1. Произвести покрытие согласно чертежу по технологии цеха №10.
220 Контрольная
1. Проверить мех. повреждений, наличие клейма за покрытие;
2. Массу детали.
Второй вариант для условий мелкосерийного производства частично основан на другом принципе построения операций и переходов - принципе концентрации, реализуемом на металлорежущих станках с ЧПУ. Особенно широко принцип концентрации реализован на токарных станках с ЧПУ
Ниже под своими номерами представлены только изменённые операции, которые положены в основу альтернативного технологического процесса.
Операция 040 Токарно-фрезерная с ЧПУ
ИП1 Торцевать пов.
ИП2 Расточить пов.
ИП3 Расточить пов.
ИП4 Точить пов.
ИП5 Точить пов.
ИП6 Фрезеровать поверхность
ИП7 Сверлить поверхности
ИП 8 Сверлить и зенковать поверхности ()
ИП 9 Нарезать резьбы ()
ИП 10 Перехват в противоположный шпиндель
ИП 11 Подрезать торец ()
ИП 12 Точить поверхности ()
ИП 13 Точить поверхности ()
ИП14 Фрезеровать паз ()
ИП 15 Фрезеровать риску ()
Таким образом с переходом с универсального оборудования на станки с ЧПУ число токарных операции сократилось с четырех до одной, а также отпала необходимость в операции Фрезерная, где производится фрезеровка паза (), а также фрезеровка риски ().
Выбор оборудования и средств технологического оснащения (приспособлений, инструмента, контрольно-измерительных средств)
Операция 040
Для выполнения фрезерных операций с ЧПУ применяем станок CVX 420, производства фирмы "Gildemeister" (рисунок).
Токарные станки модельного ряда CVX фирмы "Gildemeister" - универсальные токарные станки с элементами программного управления. Рабочий выбирает способ обработки: с помощью маховичков, клавиш или джойстика. Знания в области программирования необязательны. Наличие бесступенчатых приводов и современной техники управления позволяет экономично обрабатывать единичные детали и мелкие серии. Возможность задания элементов контура открывает новые дополнительные возможности токарной обработки:
1. Визуализация значения подачи и числа оборотов
2. Обработка фасок и радиусов без фасонных инструментов
3. Обработка сферических поверхностей без специальных приспособлений
4. Обработка конических поверхностей без смещения верхнего суппорта
5. Точение резьбы с любым шагом в многопроходном цикле
6. Циклы черновой обработки
7. Циклы обработки канавок и сверления
8. Компенсация радиуса инструмента
9. Графическое представление контура детали
10. Запоминание с последующей отработкой отдельных перемещений и циклов
11. Графическое представление перемещений, сделанных в процессе "обучения"
Станок имеет высокую жесткость конструкции, что необходимо при выполнении черновых операций.

Рис.4 Токарно-фрезерный станок с ЧПУ "Gildemeister CTX 420"
Технические характеристики оборудования:
Длина обработки: 1000 мм;
Максимальный диаметр: 420 мм;
Диаметр над поперечным суппортом: 505 мм;
Посадочное место шпинделя по DIN 55026: A8 (A11)
Мощность привода (100% / 40%): 18,5/22 кВт;
Диапазон частот вращения: 44-4000 об/мин
Габариты станка:
длина: 2640мм;
высота: 2850мм;
ширина: 3100мм;
Масса станка: 4560кг.
Для закрепления обрабатываемой детали используется гидравлический трехкулачковые патроны.
Далее для каждого случая обработки по каталогам и рекомендациям ведущих мировых производителей высокопроизводительного инструмента [11] назначаем инструмент и заносим данные в табл.7
Таблица 7
| № оп. | Наименование операции | Режущий инструмент | Оборудование | Приспособление | Мерительный инструмент |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 010 | Отезня | Ленточная пила | - | - | Рейсмас, штангенциркуль |
| 020 | Токрная | Резец 2120-0055 ГОСТ 18877-73 Сверло 2301/0057 ГОСТ 1090377 | 1К62 | Патрон 3-х. | Штангенциркуль ШЦ-I-250-0,05 Штангенглубиномер ШГ-160-0,1 |
| 030 | Токрная | Резец 21200055 ГОСТ 1887773 | 1К62 | Патрон 3-х. | Штангенциркуль ШЦ-I-250-0,05 Штангенглубиномер ШГ-160-0,1 |
| 040 | Токарно - фрезерная | Резец DCLNL 2525M12 Резец CFIL2525M04 Резец S16S-MCLNL07 Фреза 34200-MEGA Сверло SD200-C45-8R1 Метчик GUHRING 00315-8.000 M5 Сверло SD203A-14.0-37-14R1-M Резец A16Q-GGEL 0313 | СТХ 420 | Патрон 3-х. | Индикатор ИРТ Штангенрейсмас ШР-250-0,05 Радиусомер Штангенциркуль ШЦ-I-250-0,05 |
| 050 | Слесарная | Напильник плоск.туп. 2820-0015, шарошка, надфиль | |||
| 060 | Контроль | Стол КС10.08 |
Дата: 2019-07-30, просмотров: 325.