Разработка способа обработки для нанесения микрорельефа на сальниковые шейки деталей ВАЗ
2. Качество и эксплутационные свойства деталей, обработанных ППД
2.1 Анализ микрогеометрии поверхности, обработанной ППД
2.2 Анализ влияния создаваемых микрорельефов при обработке ППД на качество работы уплотнительных узлов
2.3 Факторы, обеспечивающие возникновение остаточных напряжений сжатия и повышение микротвердости поверхности, обработанных ППД
3.1 Выявление зависимости между основными параметрами обработки и качеством обработанной поверхности по критерию шероховатости
3.2 Экспериментальные исследования изменения микротвердости в приповерхностном слое обработанной детали
3.3 Испытания инструментов на стойкость при широком выглаживании
4. Разработка математической модели отделочно-упрочняющей обработки, наносящей микрорельеф на поверхность шеек валов.
4.1 Создание математической модели геометрического построения микрорельефа обработанной поверхности
4.1.2 Алгоритм для расчета нескольких оборотов детали
4.1.3 Алгоритм расчета с учетом многоинструментальной обработки
4.2 Внесение в математическую модель изменений, для учета физико-механических параметров обработки
4.3 Визуализация выходных данных математической модели
5. Анализ результатов математического моделирования
5.1 Выявление корреляционной связи между параметрами и показателями обработки
6. Разработка технического задания на приспособление для нанесения микрорельефа в массовом производстве
7. Безопасность и экологичность проекта
7.1 Описание операции и рабочего места
7.2 Описание основных вредных производственных факторов, имеющих место на полировальных операциях
7.3 Вывод по разделу
8. Экономическая эффективность проекта
Список литературы
Введение
После ряда финансовых потрясений, прошедших в Российской Федерации, лимитирующая часть машиностроительного производства была практически парализована. Поступление средств от машиностроительных предприятий в Государственный бюджет сократилась в несколько раз. Вследствие интеграции Российского рынка с мировым, неконкурентоспособная продукция наших заводов была частично вытеснена с внешнего и внутреннего рынков. В результате чего многие предприятия вообще не смогли вписаться в новые экономические условия, и фактически были признаны банкротами.
В то время когда, отечественная наукоемкая промышленность, погруженная в рыночные реформы, фактически прекратили поступательное развитие, лидеры мирового сообщества как минимум дважды обновили свои технологии машиностроительного производства. Они усиленно развивают информационные технологии и технологии управлении производственными процессами. В настоящее время придерживаются идеологии достижения технологического превосходства, которая предполагает использование инновационных технологий, реинжениринга, формирования рынка интеллектуальной собственности.
Главная проблема, которую сформулировал Президент в своем Послании Федеральному собранию (апрель 2001 г.), – это гигантское (в десятки раз) рыночное нашей промышленности от уровня, достигнутого передовыми странами. Это отставание чревато тяжелыми последствиями.
Следует отметить, что в РФ сосредоточены сотни НИИ, способные поддерживать конкурентоспособное производство, но за частую большинство научных разработок так и осталось не реализовано материально. Согласно ранее проведенным реформам предполагалось, что если предприятиям федерального подчинения дать свободу, то они быстро втянуться в рынок, однако на практике этого не произошло. Поэтому нынешнее правительство РФ взяло курс на создание более эффективного организационного обеспечения развития промышленности.
В настоящее время в народном хозяйстве наблюдается некоторая стабилизация и поиск новых организационных форм управления, позволяющих повысить эффективность производства [38]. Поэтому первоочередная задача отечественных предприятий состоит в том, чтобы доказать обществу свою необходимость, показать, что без этих предприятий, дальнейшее развитие общества невозможно, а для этого необходимо разработать теоретическую базу рынка, основанное на достижении технологического превосходства и представить её в такой форме, чтобы она была доступна для восприятия широкой общественностью.
Целью данной научной работы является анализ эффективности интеграции научных исследований, направленных на создания конкурентоспособной продукции, и производства. В частности была затронута проблема обеспечения качества наружных цилиндрических поверхностей нанесением микрорельефа методом поверхностно-пластического деформирования, в процессе решения которой использовались элементы математического моделирования с применением вычислительной техники.
1. Анализ способов повышения надежности и долговечности работы манжетных уплотнений валов автомобилей
1.1 Литературный обзор по манжетным уплотнениям
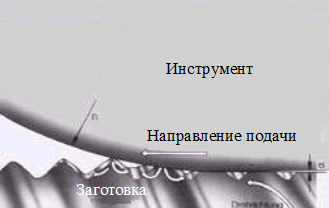
Одним из путей повышения работоспособности манжетных уплотнений, применяемом в мировой практике, является обработка поверхности вала под сальниковые шейки методами поверхностного пластического деформирования (ППД). Отделочно-упрочняющая обработка методами ППД позволяет существенно улучшить эксплуатационные характеристики деталей. Наиболее простыми для практической реализации методами ППД являются алмазное выглаживание и обкатывание. При выглаживании инструмент взаимодействует с обрабатываемой поверхностью в условиях трения скольжения, при обкатывании в условиях трения качения. Несмотря на то, что при обкатывании шариками или роликами имеет место качение с проскальзыванием, а при алмазном выглаживании – скольжение, между ними имеется сходство как в механизме образования микропрофиля и характере деформации поверхностного слоя, так и в соотношении действующих сил и коэффициентов трения. Это сходство позволяет установить некоторые общие закономерности для обоих процессов, на основе чего могут быть установлены рациональные области их применения и оптимальные режимы обработки. Процесс обработки ППД идет без снятия стружки: радиально вытесняются объемы материала с вершин микронеровностей в глубину поверхностного слоя. Материал течет от диапазонов высоких напряжений сжатия (вершины) в зоны более незначительных напряжений и наполняет при этом впадины микронеровностей обрабатываемой поверхности. Этот процесс показан на рисунке 1.15. В результате обработки, на поверхности образуется микрорельеф без заостренных выступов, и процесс приработки пары манжета-вал протекает значительно быстрей.
| 
|
| Рис. 1.15. Схема формирования обработанной поверхности при ППД | |
Процесс алмазного выглаживания кинематически аналогичен точению, только вместо резца применяется алмазный выглаживатель, который, пластически деформируя поверхностный слой, выравнивает и упрочняет его. Классическое устройство для выглаживания (см. рис. 1.16.) содержит корпус 4 из конструкционной стали, в который вставлены два поршня 2 и 5 с уплотнительными кольцами 3. Поршень 2 связан непосредственно с инструментом 1, рабочая поверхность которого изготовлена из алмаза. Положение поршня 5 фиксируется рукояткой 6. Фиксатор 8 ограничивает ход поршня 2. Манометр 7 контролирует давление рабочей среды.
Устройство работает следующим образом: обрабатываемой заготовке 9 сообщают вращательное движение, устройство подводят к обрабатываемой поверхности. Вращением рукоятки 6 перемещают поршень 5, нагнетая давление в рабочей камере корпуса 4, величина которого контролируется манометром 7. Параллельно перемещается поршень 2 в сторону обрабатываемой детали до прикосновения, при этом увеличивается прижимная сила, величина которой прямо пропорциональна величине давления в рабочей камере. При достижении требуемой силы прижатия инструмента 1 к обрабатываемой детали вращения маховика 6 прекращают, и устройству придают поступательное движение параллельно оси вращения.
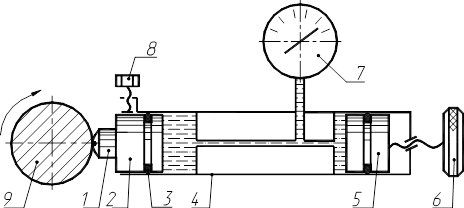
Рис. 1.16. Устройство для выглаживания
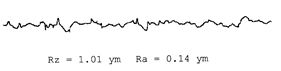
Шероховатость поверхности заготовки после алмазного выглаживания может быть уменьшена приблизительно в десять раз. Упрочнение проявляется в приросте микротвердости поверхности для незакаленных сталей на 30...50%, для закаленных на 10...30%. В поверхностном слое формируется благоприятные для эксплуатационных свойств остаточные напряжения сжатия [7, 29]. Таким образом поверхность получается более гладкой, чем при полировании R авыглаж=0,08…0,32 мкм.
Но как была сказано вначале данного раздела, гладкая поверхность не совсем идеальна для работы в паре с манжетой, так как в процессе работы будет повышена адгезионная составляющая силы трения. В процессе обработки на поверхности вала должен формироваться определенный микрорельеф, позволяющий создавать эффект гидродинамического трения.
Ю.Г. Шнейдер провел комплекс работ [35], направленных на повышение герметичности работы манжетных уплотнений путем нанесения на вал определенного микрорельефа методами ППД. На рис. 1.17. показана схема обработки, позволяющей наносить на подманжетную шейку вала микрорельеф в виде синусоидальных канавок.
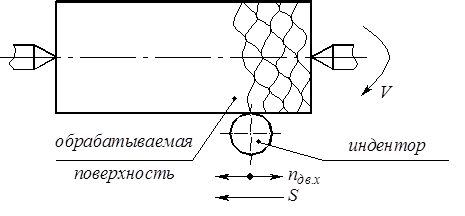
Рис. 1.17. Схема нанесения микрорельефа по Ю.Г. Шнейдеру
Обработка осуществляется также, как и при обработке устройством, показанным на рис. 1.16, но в процессе обработки инструменту (индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе).
Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство для вибровыглаживания, позволяющее наносить регулярный микрорельеф, отличный от предыдущего. На рис. 1.18 представлены два вида разработанного устройства. На рис. 1.19 показан третий вид. На рис. 1.21,а показан вид рельефа образуемого при помощи разработанного устройства, на рис. 1.21,б – рельеф, образуемый при использовании обычных устройств.
Устройство для вибровыглаживания содержит корпус 1, с размещенным в нем штоком 2, на котором установлена скоба 3 с двумя прикрепленными к ней параллельными упругими пластинами 4. Между пластинами 4 размещена державка 5, несущая инструмент 6. Скоба 3 закреплена на штоке с помощью болта 7 с возможностью разворота относительно оси штока, на котором размещена шпонка 8, препятствующая его развороту в отверстии корпуса. Колебания инструмента осуществляются с помощью привода, включающего электродвигатель 9, эксцентрик 10, воздействующий на рычаг 11. Скобу 3 разворачивают относительно оси штока на угол a, образуемый между опорной плоскостью державки корпуса устройства и плоскостью упругой пластины (рис. 1.19).
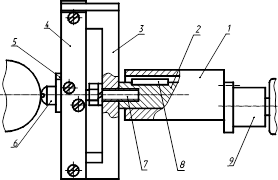
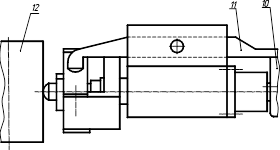
Рис. 1.18. Схема устройства для вибровыглаживания(а) и известного (б) способов вибровыглаживания
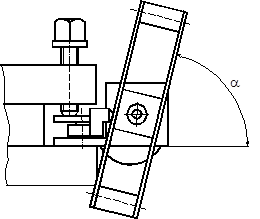
Рис. 1.19. Форма микрорельефа, образуемого при использовании нового
В процессе обработки детали 12 задают вращение, а устройство, корпус которого закрепляют в резцедержателе токарного станка, поступательно перемещают в направлении подачи вдоль оси детали. При этом инструменту 6 задают колебательное движение под углом к образующей линии детали. Образуемый рельеф представляет собой наклонную к образующей линии детали синусоиду (рис. 1.20,а), в отличии от обычного рельефа в виде симметричной синусоиды (рис. 1.20, б, рис. 1.17). Такой рельеф, как известно, способствует проявлению насосного эффекта, за счет чего смазка удерживается в сопряжении и возвращается в герметизируемую полость.
Однако алмазное выглаживание не подучило достаточно широкого соответствующего эффективности процесса использования в машиностроении. Это обусловлено в частности недостаточным уровнем исследований процесса. В научно-технической литературе отсутствуют удобные для практического использования формулы по расчету оптимальных режимов обработки, не представлены универсальные зависимости, связывающие режимы обработки с выходными параметрами качества поверхности изделия. Также, следует отметить, что предложенные методы менее производительны, чем традиционно принятые – шлифование, полирование при которых процесс обработки осуществляется без продольной подачи, благодаря тому, что ширина инструмента перекрывает всю зону обработки.
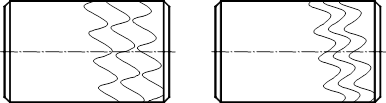
Рис. 1.20. Форма микрорельефа, образуемого при использовании нового (а) и известного (б) способов вибровыглаживания
Задача существенного повышения производительности обработки при выглаживании подманжетных шеек шпинделей решена путем разработки нового способа обработки цилиндрическим инструментом из композита или твердого сплава с длиной рабочей поверхности 15...20 мм. Способ предусматривает установку оси цилиндрической поверхности инструмента параллельно оси заготовки. Обработка ведется без продольной подачи путем охвата инструментам всей длины обрабатываемой поверхности.
При разработке конструкции инструмента решалась задача точного прилегания инструмента по всей длине обрабатываемой поверхности. Эта задача решена путем шарнирной установки инструмента. Инструмент устанавливается параллельно оси заготовки. На рис. 1.21. представлена конструкция выглаживающей головки, позволяющей обеспечить такую установку. Инструмент, который содержит выглаживающий элемент 1 и несущую ее державку 2 с отверстием, с помощью пальца 3 шарнирно устанавливается на скобе 4, которая закрепляется на оправке для выглаживания. С учетом применения различных материалов рабочей части выглаживающего элемента были разработаны два типа инструментов, отличающиеся типом крепления выглаживающего элемента: с паянным и механическим креплением.
Данная конструкция выглаживающей головки позволяет за счет шарнирной установки инструмента обеспечивать его самоустановку относительно обрабатываемой поверхности.
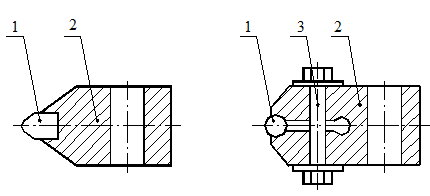
На рис 1.21, а представлена конструкция инструмента с паянным креплением выглаживающего элемента 1 к державке 2. На рис. 1.21,б представлена конструкция инструмента с механическим креплением выглаживающего инструмента. В этом случае выглаживающий элемент 1 крепится к державке 2, имеющей разрезную форму с помощью болтового соединения 3.
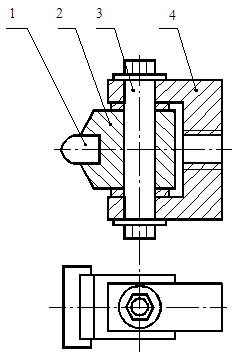
Рис. 1.20. Схема крепления широкого самоустанавливающегося инструмента
а) б)
Рис. 1.21. Схемы широких самоустанавливающихся инструментов:
а) с паянным креплением выглаживающего элемента;
б) с механическим креплением
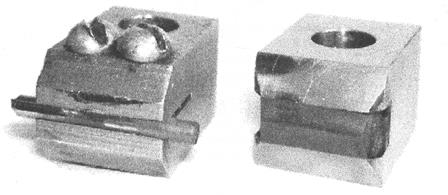
На рис. 1.22. показан внешний вид широких самоустанавливающихся выглаживателей (а – с механическим креплением, б – с паянным креплением).
а) б)
Рис. 1.22. Широкие самоустанавливающиеся инструменты:
а) с механическим креплением;
б) с паянным креплением выглаживающего элемента.
Для выполнения обработки детали широким самоустанавливающимся выглаживателем достаточно совершить 3-5 оборотов. Учитывая это обстоятельство, можно рассчитать степень повышения производительности обработки при использовании нового способа по сравнению с обычным выглаживанием.
Число оборотов, которое совершает деталь при обычном выглаживании составляет:
 ,(1.4)
,(1.4)
где l – длина обрабатываемой поверхности, измеренная вдоль оси заготовки, S – величина продольной подачи на оборот заготовки.
Коэффициент, показывающий степень увеличения производительности:
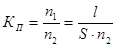 ,(1.5)
,(1.5)
где n2 – число оборотов детали при обработке по новому способу.
Приняв l = 15 мм, S = 0,07 мм/об, n2 = 3, получим КП = 71. Таким образом при использовании предложенного способа выглаживания производительность может быть повышена в десятки раз, что позволяет внедрять его в массовое производство.
Разработанная конструкция устройства позволяет обеспечить самоустановку инструмента относительно обрабатываемой поверхности. Экспериментальные исследования подтвердили эффективность способа не только в отношении производительности, но и в отношении качества обработки. При обычном выглаживании обработанная поверхность имеет характер резьбы. Профиль такой поверхности образуется пересечением радиусных следов инструмента, в результате чего формируются неровности с шагом, равным подаче на оборот. Формирование поверхности по новому способу осуществляется по методу копирования, что исключает упомянутые недостатки обычного выглаживания. Эксперименты показали, что по параметру Ra шероховатость поверхности, обработанной по новому способу, оказалась в 1,5...2 раза ниже чем, при выглаживании с продольной подачей. Так же следует отметить, что из-за значительного снижения пути, проходимого инструментом в процессе обработки при новом способе, в качестве рабочей части выглаживателя можно применять менее стойкие и менее дешевые материалы, чем алмаз (композит, твердые сплавы).
Процесс выглаживания широким самоустанавливающимся инструментом сальниковых шеек коленчатых валов был внедрен в Механосборочное производство ОАО «АвтоВАЗ». Был модернизирован полировальный станок фирмы «Нагель» (код 012.071.32), в результате чего были заменены рычаги для прижатия полировальной ленты к обрабатываемой поверхности, на рычаги для прижатия выглаживателей (см. рис. 1.23).
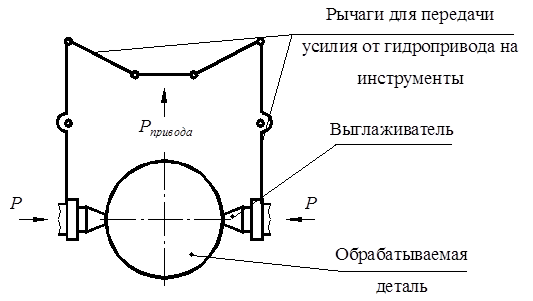
Рис. 1.23. Схема обработки широкими самоустанавливающимися выглаживателями
Обработка сразу двумя инструментами дает ряд преимуществ:
– позволяет в двое сократить время обработки (при обработке сальниковых шеек на ВАЗе данным способом необходимая шероховатость Ra=0,2…0,4 достигалась за 1…2 оборота детали)
– соосные силы (Р=16…12 кН), действующие от инструментов на обрабатываемую деталь, компенсируются и предотвращают деформацию заготовки.
Таблица 3.1
Результаты замеров обработанных поверхностей
|
детали |
 №
№Диаметр
Шейки, мм
Ra, мкм
(исходная)
Режимы обработки
Результаты
1
2
3
4
5
где F – сила прикладываемая к инструментам; N – число совершаемых оборотов за время обработки (для широкого выглаживания); Ra – шероховатость обработанной поверхности; Q – давление в гидросистеме.
Вывод по разделу
Эффективность замены полирования на выглаживание подкрепляется рядом преимуществ с точки зрения охраны труда и экологии:
При обработке абразивной лентой имеет место образование пыли из частиц ее износа, которая негативно влияет на дыхательные органы человека и органы зрения. Также при полировании создаётся большей уровень шума, чем при выглаживание. Кроме того, следует учесть большой расход полировальной ленты, что с экологической точки зрения неудовлетворительно, т.к. отходы требуют утилизации (при этом крайне плохо то, что эластичная связка полировальной ленты содержит вредные химические вещества), а выглаживатель можно переточить. К тому же сам процесс обработки ППД происходит без снятия стружки, что крайне экологично и положительно с точки зрения безопасности труда. Не мало важно и то, что обработка ППД может происходить без использования СОЖ, которая, как было сказана в предыдущем пункте, оказывает негативное влияние на безопасность труда и окружающую среду. Процесс ППД проводится с гораздо меньшими температурами в зоне обработки.
К недостаткам нового метода, обработки можно отнести необходимость создания более высокого давления в гидросистеме станка, что требует усиление ее соединительных, узлов, иначе их выход из строя или разрыв может привести к негативным последствиям.
Таблица 8.1
Примерный перечень работ научно-исследовательского направления, выполняемых в дипломном проекте
| Стадии проекта | Этапы проекта | Содержание работ |
| 1 | 2 | 3 |
| Подготовительная стадия Теоретическая разработка | Выполнение комплекса подготовительных работ Разработка теоретической части исследования | 1. Составление задания на проведение НИР 2. Сбор информации по теме исследования 3. Составления обзора состояния вопроса по теме исследования 4. Предварительное технико-экономическое обоснование целесообразности выполнения проекта 5. Изучение и анализ существующих конструкций, способов, материалов, исследуемых параметров и т.д. 6. Составление и согласование частных методик по проведению исследования |
| Макетирование и экспериментальные работы Заключительная стадия | Проектирование макетов и проведение комплекса экспериментальных работ Обобщение, выводы и предложения | 7. Теоретические исследования и определение путей решения задачи модернизации оборудования 8. Разработка и проектирование инструментов, приспособления, теоретическое обоснование выбора вариантов исследования, приведение расчетов 9. Конструирование лабораторной установки 10. Изготовление лабораторной установки 11. Проведение экспериментов и исследований 12. Оформление результатов проведения экспериментальных исследований 13. Внесение изменений в теоретическую часть работы по результатам испытаний 14. Обобщение результатов 15. Оформление конструкторской и технологической документации |
| 16. Расчет показателей экономического эффекта от внедрения результатов НИР в производство 17. Рассмотрение результатов 18. Написание отчета 19. Защита проекта |
Определение трудоемкости выполнения каждой работы базируется на системе экспертных оценок и на методе оценок (Тmin, Тmax, Тож).
Одновременно производим распределение исполнителей по всем видам работ и определение длительности цикла выполнения отдельных этапов и всей работы в целом с учетом принятой численности исполнителей.
Ожидаемую трудоемкость выполнения каждой работы определим по формуле:
Тож = (3×Тmin + 2×Тmax)/ 5, (8.1)
где Тmin – оптимистическая оценка трудоемкости;
Тmax – пессимистическая оценка трудоемкости.
Ожидаемую трудоемкость выполнения каждого этапа определим как сумму трудоемкости выполнения входящих в данный этап работ.
Зная ожидаемую трудоемкость работ и этапов, определяем длительность цикла их выполнения:
Тц = Тож / Р, (8.2)
где Р – численность исполнителей.
Следует отметить, что численность работников, принимавших участие в исследовании по данной научной работе составила 4 чел.
Результаты расчетов представлены в таблице 2.
Таблица 8.2
Расчет трудоемкости и длительности цикла выполнения НИР
| № этапов | № работ | Трудоемкость выполнения работ, дней | Численность работников | Длительность выполнения работ и этапов с учетом численности работников, дней | |||||
| Тmin | Tmax | Tож | Руков. проекта | Вед. инженер | Студент | Итого | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | 1 2 3 4 | 5 10 20 7 | 6 15 25 10 | 5,4 12 22 8,2 | 1 1 1 1 | - - - - | 2 2 2 2 | 3 3 3 3 | 1,8 4,0 7,3 2,7 |
| Итого | 42 | 56 | 47,6 | 15,9 | |||||
| 2 | 5 6 7 8 | 15 20 25 35 | 20 25 30 40 | 17 22 27 37 | 1 1 1 1 | - 1 1 1 | 2 2 2 2 | 3 4 4 4 | 5,7 5,5 6,75 9,25 |
| Итого | 95 | 115 | 103 | 27,2 | |||||
| 3 | 9 10 11 12 | 40 30 38 35 | 43 35 42 40 | 41,2 32 39,6 37 | 1 1 1 - | - - - - | 2 2 2 2 | 3 3 3 2 | 13,7 10,7 13,2 18,5 |
| Итого | 143 | 160 | 149,8 | 56,1 | |||||
| 4 | 13 14 15 16 17 18 19 | 35 15 40 30 2 35 1 | 40 20 45 35 4 40 1 | 37 17 42 32 2,8 37 1 | 1 1 1 1 1 1 - | - 1 1 - 1 - - | 2 2 2 2 2 2 2 | 3 4 4 3 4 3 2 | 12,3 4,25 10,5 10,7 0,7 12,33 0,5 |
| Итого | 158 | 185 | 168,8 | 51,3 | |||||
| Всего | 438 | 516 | 469,2 | 150,4 | |||||
В нашем случае ожидаемая трудоемкость выполнения всего комплекса научно-исследовательских работ составляет 469,2 чел.-дней, тогда как длительность цикла выполнения проекта с учетом численности исполнителей составляет 150,4 дней.
Для определения фактической продолжительности цикла выполнения проекта следует составить календарный ленточный и сетевой графики с учетом возможности совмещения во времени выполнения некоторых работ и этапов.
Из графика видно, что за счет параллельного выполнения работ по всем этапам длительность цикла проекта сокращается со 150,4 дней, до 100 дней, т.е. доведена до времени отпущенного на выполнение дипломного проекта.
Для разработки сетевого графика необходимо предварительно составить перечень событий и работ.
Таблица 8.3
Перечень событий и работ по выполнению проекта
| № событий | Наименование работ и событий | Шифр работ | Продолжит-ть работ, дней |
| 1 | 2 | 3 | 4 |
| 0 1 2 3 4 5 6 7 8 | Решение о выполнении проекта Составление задания на дипломное проектирование Сбор информационных материалов по теме исследования Составление обзора состояния вопросов по теме Технико – экономическое обоснование проведения исследования Изучение и анализ существующих конструкций, технологического процесса Составление и согласование методики исследования Теоретические исследования Разработка схем и конструкций, теоретическое обоснование вариантов исследования | 0-1 1-2 1-3 3-4 4-5 5-6 5-7 7-8 | 1,8 4,0 7,3 2,7 5,7 5,5 6,75 9,25 |
| 9 10 11 12 13 14 15 16 17 18 19 20 | Конструирование лабораторных стендов Изготовление макетов Проведение экспериментальных работ и испытаний Оформление результатов проведения экспериментальных исследований Внесение необходимых изменений в теоретическую часть работы по результатам исследований Обобщение результатов работы Оформление конструкторской и технологической документации Определение возможности использования результатов исследований в дальнейших работах Расчет экономической эффективности от внедрения результатов проекта в производство Рассмотрение результатов НИР Написание отчета Защита проекта | 8-9 9-10 9-11 11-12 12-13 13-14 13-15 15-16 16-17 17-19 16-18 18-19 | 13,7 10,7 13,2 18,5 12,3 4,25 10,5 16,0 10,7 0,7 12,33 0,5 |
По данным таблицы 8.3, строим (рис. 8.1) сетевой график выполнения научно-исследовательской работы.
Из сетевого графика рис. 8.1 видно, что весь цикл работ может быть выполнен за 130,6 дней тогда как на дипломную работу отпускается примерно 100 дней. Это свидетельствует о том, что первоначальный график необходимо оптимизировать. В нашем случае из начального события в конечное ведут два пути, путь Т1 = 130,6 дней (критический) и Т2 = 69,3 дня.
Т1 = 0-1-3-4-5-7-8-9-11-12-13-15-16-18-19=1,8+7,3 +2,7 + 5,7 + 6,8 + 9,3+ +13,7 + 13,2 + 18,5 + 12,3 + 10,5 + 16,0 + 12,3 + 0,5 = 130,6 дней
Т2 = 0-1-2-4-5-6-8-9-10-12-13-14-16-17-19 = 1,8 + 4,0 + 5,7 + 5,5 + 13,7 + +10,7 + 12,3 + 4,3 + 10,7 + 0,7 = 69,3 дней
Теоретический возможный срок свершение конечного события
Тож = (130,6 + 69,3) / 2 = 99,975~100 дней
Для приближения к этому сроку перебросим силы с работ 1-3 (3 дн.), 5-7 (3 дн.), 7-8 (5 дн.), 9-11 (6 дн), 11-12 (8,1дн.), 15-16 (5,5дн.) на работы 1-2 (3дн.), 5-6 (2,6дн.), 9-10 (6,9 дн.), 13-14 (16,6 дн.), 16-17 (1,5 дн.) в количестве равном 30,6 дням. По этим соображениям сделаем оптимизированный график (рис. 2).
Тогда продолжительность пути Т1 составит:
Т1 = 130,6 – 30,6 = 100 дней;
Т2 = 69,3 +30,6 = 99,9 ~100 дней
Т1 = 0-1-3-4-5-7-8-9-11-12-13-15-16-18-19=1,8+ 4,3 +2,7 + 5,7 + 3,8 + 4,3+ +13,7 + 7,2 + 10,4 + 12,3 + 10,5 + 10,5 + 12,3 + 0,5 = 100,0 дней
Т2 = 0-1-2-4-5-6-8-9-10-12-13-14-16-17-19 = 1,8 + 7,0 + 5,7 + 8,0 + 13,7 + 17,6 + 12,3 + 20,9 + 12,1 + 0,7 = 99,9 дней
Таким образом, в результате оптимизации графика и работ длительность цикла выполнения научно-иследовательского проекта составляет отпущенное на дипломное проектирование время – 100 дней.
| № этапов | Содержание этапов | Ожидаемая трудоемкость чел – час. | Удельное значе ние этапа % | Нарастание технической готовности | Длите льность этапа, дни | График работы по месяцам и декадам | ||||||||||||||||||||
| февраль | март | апрель | май | |||||||||||||||||||||||
| I | II | III | I | II | III | I | II | III | I | II | III | |||||||||||||||
| Выполнение комплекса подготовительных работ | 47,6 | 10 | - | 15,9 | |||||||||||||||||||||
| Разработка теоретической части исследования | 103,0 | 22 | 32 | 27,2 | |||||||||||||||||||||
| Проектирование, изготовление установки | 149,8 | 32 | 64 | 56,1 | |||||||||||||||||||||
| Обобщение выводов и предложения | 168,8 | 36 | 100 | 54,3 | |||||||||||||||||||||
| Итого | 469,2 | 100 | 100 | 150,4 | Тц = 100 дней | |||||||||||||||||||||




Сетевой график выполнения дипломного научно-исследовательского проекта

Рис. 8.1
Оптимизированный сетевой график
|
8.1.3 Экономическое обоснование и расчет затрат на проведение научно-исследовательского проекта
8.1.3.1 Подготовка исходных данных для технико-экономического обоснования
Материалы для организационно-экономического обоснования проекта получены: у руководителя проекта, из расчетов, произведенных в теоретической, исследовательской и расчетной частях проекта, из справочников.
Таблица 8.5
Перечень исходных данных для экономического обоснования НИР
| Наименование показателей | Индекс | Единица измерения | Значение показателей |
| 1. Годовой объем выпуска 2. Норма штучного времени | П Тшт | шт мин | 100 9 |
8.1.3.2 Определение состава и фонда заработной платы исполнителей НИР
Состав исполнителей по каждой теме проекта определяется штатным расписанием, в котором одновременно рассматривается и фонд заработной платы исполнителей (табл. 8.4).
Таблица 8.4
Штатное расписание исполнителей и расчет фонда заработной платы
| Наименование должностей | Числен-ность (чел.) | Месяч- ный оклад (руб.) | Средне –дневная ставка (руб.) | Количество отработан-ных дней | Сумма заработной платы, руб. |
| Науч. Руков-ль | 1 | 2500 | 96,9 | 135 | 13081,5 |
| Вед. Инженер | 1 | 2000 | 77,5 | 35 | 2712,5 |
| Инженер | 2 | 1000 | 38,8 | 300 | 11640,0 |
| Итого | 4 | 27434,0 |
Сумма заработной платы каждого исполнителя
Зпл = (Мо / Др) · Дф,(8.3)
где Мо – месячный должностной оклад;
Др – среднее расчетное количество дней в месяце (принимается равным 25,8);
Дф – фактически отработанное количество дней по табл. 2 или по сетевому графику.
Зпл_р = (2500/ 25,8) · 135 = 13081,5руб.
Зпл.и. = (2000 / 25,8) · 35 = 2712,5 руб.
Зпл.с. = (1000 / 25,8) · 150= 5820,0 руб.
8.1.3.3 Определение затрат на НИР (предпроизводственных затрат)
Предпроизводственные затраты на НИР состоят из текущих затрат на проведение исследования Снир и капитальных вложений для проведения НИР (Книр).
Текущие затраты носят характер издержек производства. К ним относятся:
- затраты на заработную плату (Зпл);
- стоимость материалов, полуфабрикатов, комплектующих изделий для проведения исследования (М);
- стоимость потребляемых энергетических ресурсов (Э);
- прочие прямые расходы, связанные со спецификой (Рпр);
- общие накладные расходы (Нр);
- отчисления в фонд экономического стимулирования (Офэс).
1. Начисления на заработную плату (35,6% к зарплате):
Нзпл =(35,6%žЗпл )/100% (8.4)
Нзпл = 0,356ž27434= 9766,5 руб.
Капитальные вложения для проведения НИР включают в себя стоимость: оборудования, приборов, аппаратов, машин, инструментов Книр = 50000 руб.
2. Затраты на основные и вспомогательные материалы для проведения экспериментов:
М = НрžЦмžКтз – ВотхžЦотх (8.5)
Нр = 40 кг – норма расхода материала на проведение исследования;
Цм = 7,5 руб – цена единицы веса материала;
Ктэ = 1,2 – коэффициент учитывающий транспортно-заготовительные расходы;
Вотх = 5 кг – вес реализуемых отходов;
Цотх = 0,5 руб – цена отходов;
М = 40ž7,5ž1,2 – 5ž0,5 = 357,5 руб.
3. Затраты на электороэнергию при проведении экспериментов (эксперименты проводились на токарном станке 16К20):
Рэ = [(МуžKмžTмžn) / (hž60)] žЦэ (8.6)
где n – число экспериментов n = 10;
Му – установленная мощность кВТ Му = 11,25 кВТ;
Км – коэффициент использования токоприемников по мощности Км = 0,7;
Тм – машинное время на один эксперимент Тм = 9 мин;
h - КПД электродвигателей;
Цэ – цена за 1 кВт электроэнергии Цэ = 0,72 руб.
Рэ = [(11,25ž0,7ž9ž10) / (0,9ž60)] ž0,72 = 0,8 руб.
4. Затраты на инструмент, необходимый для проведения эксперимента (в качестве инструментов применялись широкие выглаживатели):
Зи = ЦиžNин,(8.7)
где Ци – цена изготовления одного инструмента, Ци = 150 руб;
Nин – необходимое количество инструментов для проведения экспериментов, Nин = 10.
Зи = 150ž10 = 1500 руб.
5. Затраты на приспособление:
Для проведения экспериментов необходимо специальное приспособление, стоимость изготовления которого на КВЦ ВАЗа Пр = 7500 руб.
6. Затраты на амортизацию станка, используемого для проведения экспериментов:
Ра = ЦсžКмонтžНаžТраб/(Фэž100),(8.8)
где Цс – цена станка, Цс = 75 000 руб;
Кмонт – коэффициент, учитывающий затраты на доставку и монтаж, Кмонт = 1,2;
На – годовая норма амортизации, На = 3,5 %;
Траб – общее время работы станка для проведения экспериментов, 100 ч;
Фэ – годовой эффективный фонд времени работы оборудования, при работе в одну смену Фэ = 2070 ч.
Ра = 75000ž1,2ž0,035ž100/(2070ž100)=1,50 руб.
7. Расходы на создание программного обеспечения: Зпрог = 5 000 руб.
8. Расходы на производственные командировка 20 000 руб.
9. Суммарные расходы на НИР:
Рнир = Зпл + Нзпрл + М + Рэ + Зи + Зпр + Ра + Зпрог + Pкоманд = 27434,0 + 9766,5 + 357,5 + 0,8 + 1500 + 7500 + 1,50 + 5000 + 20000 = 64060,3 руб.
Общие накладные расходы определяются в размере 15% от общего объема затрат на НИР:
Нр = (64060,3ž15) / 100 = 9609 руб.
Размер отчислений в фонд экономического стимулирования определяется следующим образом.
Прибыль 5% от общего объема затрат на НИР:
Пр =( 5%ž Рнир) / 100% (8.9)
Пр = 0,05ž64060,3 = 3203 руб.
Смета затрат на проведение НИР
| Наименование статей затрат | Сумма, руб. |
| 1. Основная производственная заработная плата 2. Начисления социальному страхованию 38,7% 3. Затраты на основные и вспомогательные материалы 4. Затраты на инструмент 5. Затраты на приспособление 6. Затраты на электроэнергию 7. Амортизация оборудования 8. Затраты на создание программы 9. Командировочные расходы 10. Общий объем затрат на НИР Общие накладные расходы Итоговые затраты на НИР Прибыль 5% к общим затратам на НИР Итого общие затраты на НИР | 27434,0 9766,5 357,5 1500 7500 0,8 1,50 5000 20000 64060,3 9609 73669,3 3203 76872,3 |
8.2 Расчет экономической эффективности от внедрения результатов НИР
8.2.1 Затраты на модернизацию оборудования
Проектом предусмотрена модернизация полировального станка ф. Нагель, который входит в автоматическую линию по изготовлению коленчатых валов 2112-1005020 и предназначен для финишной обработки сальниковых шеек. При модернизации операция полирование была заменена на обработку выглаживанием широким самоустанавливающимся инструментом. После модернизации обработка осуществляется без СОЖ. Тип производства – массовый (программа выпуска – 250000 шт.)
Ведомость вновь вводимых и аннулируемых деталей и узлов
| Перечень узлов и деталей | Цена или стоимость изготовления | Количество | Общая стоимость |
| 1 | 2 | 3 | 4 |
| 1. Вновь вводимые детали и узлы: | 10000 | 1 | 10000 |
| Всего: | 10000 | ||
| 2. Аннулируемые детали и узлы: | 2000 | 1 | 2000 |
| Всего: | 2000 |
Расходы на демонтаж ненужных узлов и деталей:
 ,
,
где  =8 часов - трудоемкость (затраты рабочего времени) на демонтаж узлов;
=8 часов - трудоемкость (затраты рабочего времени) на демонтаж узлов;  =12,98 - средняя часовая тарифная ставка рабочих, занятых демонтажем;
=12,98 - средняя часовая тарифная ставка рабочих, занятых демонтажем;  =2,04 - коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы;
=2,04 - коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы;  =1,356 коэффициент, учитывающий отчисления на социальные нужды
=1,356 коэффициент, учитывающий отчисления на социальные нужды
Расходы на сборку и монтаж вновь устанавливаемых узлов:
 ,
,
где =8 часов - трудоемкость (затраты рабочего времени) на сборку узлов; =12,98 - средняя часовая тарифная ставка рабочих, занятых демонтажем; =2,04 - коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы; =1,356 коэффициент, учитывающий отчисления на социальные нужды.
Затраты на модернизацию оборудования:
 ,
,
где  - стоимость покупки или изготовления вновь вводимых узлов или деталей;
- стоимость покупки или изготовления вновь вводимых узлов или деталей;  - стоимость аннулируемых узлов и деталей.
- стоимость аннулируемых узлов и деталей.
Стоимость модернизируемого оборудования по формуле:
 ,
,
где  – первоначальная или остаточная стоимость модернизируемого оборудования (данные ОМО ОАО «АвтоВАЗ»);
– первоначальная или остаточная стоимость модернизируемого оборудования (данные ОМО ОАО «АвтоВАЗ»);
 – затраты на модернизацию оборудования
– затраты на модернизацию оборудования
8.2.2 Расчет экономического эффекта от реализации проекта
Суммарная ожидаемая прибыль
Пр.ож=Э = Пр.и+Пр.сож+Пр.брак=10000+13792 +1002151,6 =1 025 943,6 руб
8.2.2.5 Налог на прибыль:
 1025943,6 ·0,32=328 301,95 руб.,
1025943,6 ·0,32=328 301,95 руб.,
где Кнал – коэффициент налогообложения прибыли (принимаем равным 0,32)
8.2.2.6 Чистая ожидаемая прибыль:
 1025943,6 - 328301,95 = 697 641,65руб.
1025943,6 - 328301,95 = 697 641,65руб.
8.2.2.7 Расчетный срок окупаемости капитальных вложений:
 0,12 года или примерно 1,5 месяца
0,12 года или примерно 1,5 месяца
где  - капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
- капитальные вложения (инвестиции), необходимые для приобретения вновь вводимого оборудования, дорогостоящей оснастки, инструмента, а также затраты на эксплуатацию дополнительной площади.
 =Змод+Знир=8574,5+76872,3=85 446,8 руб. (в нашем варианте идет модернизация станка, т.е. первоначальный станок уже имеется на ВАЗе, поэтому необходимы следующие капиталовложения: затраты на модернизацию станка и затраты на проектирование и НИР.
=Змод+Знир=8574,5+76872,3=85 446,8 руб. (в нашем варианте идет модернизация станка, т.е. первоначальный станок уже имеется на ВАЗе, поэтому необходимы следующие капиталовложения: затраты на модернизацию станка и затраты на проектирование и НИР.
8.2.2.8 Экономический эффект от уменьшения затрат на гарантийное обслуживание
 (621-250)·157,4= 58 395,4 руб.
(621-250)·157,4= 58 395,4 руб.
где Нбаз, Нпр – количество отказов по данному дефекту в гарантийный период из расчета на год (данные ОАРиЗЧ ВАЗа);
Зд – затраты на ликвидацию дефекта (данные ОАРиЗЧ ВАЗа);
Общий народный эффект
Пр.и+Пр.сож+Пр.брак+Эгар=10000+13792 +1002151,6 +58 395,4 = 1 084 339 р.
Вывод: С помощью расчетов была доказана эффективность применения данного проекта, так как все затраты на его реализацию окупятся примерно через 1,5 месяца. Ежегодная дополнительная производственная прибыль от модернизации одного станка составит 1 025 943,6 руб. За счет повышения качества выпускаемой продукции (при изготовлении продукции по старому техпроцессу имел место 621 дефект в год на гарантийно-обслуживаемых автомобилях ВАЗ 2110, их количество было сокращено до 250, без учета автомобилей не зарегистрированных с данным дефектом в ОАРиЗЧ ВАЗа по некоторым причинам, а также автомобилей с данным дефектом после гарантийного срока обслуживания). В результате потребительская прибыль от модернизации одного станка составит 58395,4 руб, а общий народный экономический эффект – 1084 339 руб.
Заключение
Представленные в дипломной работе материал являются итогом длительной научно-исследовательской работой автора и группы сотрудников Тольяттинского государственного университета. Работы, связанные с проблемами повышения эксплутационных характеристик рабочих поверхностей деталей (в частности подманжетных шеек валов) методами ППД, выполнялись, начиная с 1955 года, при неизменной поддержке следующих специалистов: Бабичева А.П., Барац Я.И., Браславский В.М., Одинцов Л.Г., Папшев Д.Д., Смелянский В.М., Хворостухин Л.А., Чепа П.А., Шнейдер Ю.Г. и др.
Основные положения данной работы были представлены на Международных, Всероссийских и Областных научно-технических конференциях (всего 14 публикаций). За время проведения научно-исследовательской работы была получена регистрация на разработанный программный продукт «Алгоритм расчета системы нелинейных уравнений численным методом» в отраслевом фонде алгоритмов и программ (ОФАП) под номером 1906 и во ВНИИЦ с присвоением номера государственной регистрации – 50200200165.
Практическая реализация результатов работы осуществлена в цехе Мотор-8 Механосборочного производства АО «АвтоВАЗ» при механической обработке коленвалов 2112-1005020 на операции 240 на станке ф. Нагель 012.724.32.00 (см. приложение).
Материал представленный в данной работе вошел в отчет научно-исследовательской работы Мельникова П.А. и Хамидулловой Л.Р. и представлен на конкурс НИР студентов в 2002 г.
Список литературы
1. Бабешко В.А., Воронович И.И., Селезнев М.Г. Вибрация штампа на двуслойном основании // Прикладная математика и механика. 1977. Т. 41. И. 1. С. 166–173. N26
2. Барац Я.И. Оптимальное сочетание методов ППД при финишной обработке сопрягаемых поверхностей, работающих в условиях трения скольжения. – Научн. конференция: Надежность механических систем, 1995, с.19-20.
3. Бескопыльный А.Н., Селезнев М.Г., Углич К.С. Осесимметричное вдавливание усеченного конуса в однородное полупространство при упругопластическом деформировании //Изв. Вузов. Северо-Кавказский регион. Технические науки. 1998. №2. С 20–24. N25
4. Бобровский Н.М. и др. Экспериментальные исследования процесса обработки выглаживанием широким самоустанавливающимся инструментом в производственных условиях // Прогрессивные техпроцессы в машиностроении. Тр. Всероссийской конференции с международным участием. – Тольятти: ТГУ, 2002. – с. 30-33. N21
5. Боуден Ф.П. и Тейбор Д. Трение и смазка твердых тел. Пер. с англ. Под. ред. д.т.н. И.В. Крагельского. М., «Машиностроение», 1968.- с. 543 .
6. Буренин В.В. Манжетные уплотнения для вращающихся валов. Станки и инструмент, № 3, 1985, с. 24-26. N10
7. Воронцов Ю.Е. ППД повышает усталостную прочность. – Машиностроитель, 1966, №6.
8. Голубев Г.А. Контактные уплотнения вращающихся валов. – М.: «Машиностроение», 1976. – 264 с., ил. N2
9.Гультяев A. MATLAB 5.2. Имитационное моделирование в среде Windows. – СПб.: КОРОНА-принт, 1999. N28
10. Дьяконов В. П. MATLAB: учебный курс. – СПб: Питер, 2001.– 560с.: ил. N27
11. Евсин Е.А. Исследование возможности оптимизации инструмента для алмазного выглаживания. – Межвуз. сб. научн. трдов: Совершенствование процессов абразивно-алмазной и упрочняющей обработки в машиностроении., 1986, с.63-70.
12. Зиновьев Е.В. Полимеры в узлах трения машин и приборов: Справочник. – М.: Машиностроение, 1980. – 208 с., ил. N14
13. Кадомцев И.Г. Осесимметричное упругопластическое соударение двух тел, одно из которых коническое //Изв. СКНЦ ВШ. 1990. №4. С. 50-54. N24
14. Комиссар А.Г. Уплотнительные устройства опор качения. – М.: Машиностроение, 1980. – 192 c., ил. N1
15. Кондаков Л.А. Рабочие жидкости и уплотнения гидравлических систем, – М.: Машиностроение, 1982, - 216 с, ил. N4
16. Коршунов В.Я. Расчет глубины упрочнения и остаточных напряжений при поверхностном пластическом деформировании – СТИН, 1998, №12. N18
17. Косов М.Г., Степанов А.В. Моделирование рельефа шероховатости в стыках деталей станков //Станки и инструмент. – 1998. –№9. – С. 7–10.
18. Кохан Ю.Д. Упрочнение и разупрочнение при пластическом выглаживании поверхностей. – В сб.: Технология производства, научная организация труда, управление, 1975, №3. N19
19. Крагельский И.В. Трение, изнашивание и смазка. Справочник. В 2-х кн. Кн.2. – М.: Машиностроение, 1979 – 358 с. ИЛ. N12
20. Лавров Г.Г. Повышение герметичности уплотнений путем специальной обработки поверхностей вала. М., ВИНИТИ, 1959. N15
21. Лашнев С.И., Борисов А.Н. Геометрическая модель формирования поверхностей режущими инструментами //Станки и инструмент. – 1995. – №4. – С. 22 – 26.
22. Мальсагов А.А. Моделирование технологических процессов выглаживания с учетом упругопластических свойств материала // Вестник машиностроения. – 1999. – №9. – С. 35 – 38. N23
23. Мосталыгин А.П., Кудрявцев И.В. и др. Отделочно-упрочняющая обработка наружных цилиндрических поверхностей выглаживанием минералокерамическими инструментами. – Сб. научн. трудов: Повышение эффективности протягивания, 1986, с.79-84. N29
24. Мухин В.С. и др. Модифицирование поверхности деталей ГТД по условиям эксплуатации. – М.: Машиностроение, 1995. –256с.: ил. N20
25. Орлов П.И. Основы конструирования. Справочно-методическое пособие. М., Машиностроение, 1988, кн. 1, стр 480. N5
26. Патент 1352128 (Россия). N9
27. Патент 2052698 (Россия). N6
28.Патент 2107206 (Россия). N13
29. Патент 2109999 (Россия). N7
30. Патент 2124663 (Россия). N8
31. Патент 3234430 (Германия). N11
32. Проскуряков Ю.Г., Осколков А.И. и др. Чистовая обработка деталей пластическим деформированием.
33. Рыжов Э.В. Технологическое обеспечение эксплутационных свойств деталей машин, – М.: Машиностроение, 1979. – 176 с., ил. N17
34. Хамидуллова Л.Р. N22
35. Шнейдер Ю.Г. Образование регулярных микрорельефов на деталях и их эксплутационные свойства. Л., «Машиностроение», 1972, 210 с. N16
36. Юровский В.С., Захарьев Г.Л. и др. Резиновые уплотнения вращающихся валов / Каталог-справочник. – М.: ЦНИИЖЭ нефтехим, 1978. 184 с. N3
37. Яценко В.К, Зайцев Г.З. и др. Повышение несущей способности деталей машин алмазным выглаживанием. – М.: Машиностроение, 1985.-232с.
38. Труды VI Международной научно-технической конференции по динамике технологических систем. – Ростов на Дону, 2001, I том, 310 с.
Разработка способа обработки для нанесения микрорельефа на сальниковые шейки деталей ВАЗ
2. Качество и эксплутационные свойства деталей, обработанных ППД
2.1 Анализ микрогеометрии поверхности, обработанной ППД
2.2 Анализ влияния создаваемых микрорельефов при обработке ППД на качество работы уплотнительных узлов
2.3 Факторы, обеспечивающие возникновение остаточных напряжений сжатия и повышение микротвердости поверхности, обработанных ППД
3.1 Выявление зависимости между основными параметрами обработки и качеством обработанной поверхности по критерию шероховатости
3.2 Экспериментальные исследования изменения микротвердости в приповерхностном слое обработанной детали
3.3 Испытания инструментов на стойкость при широком выглаживании
4. Разработка математической модели отделочно-упрочняющей обработки, наносящей микрорельеф на поверхность шеек валов.
4.1 Создание математической модели геометрического построения микрорельефа обработанной поверхности
4.1.2 Алгоритм для расчета нескольких оборотов детали
4.1.3 Алгоритм расчета с учетом многоинструментальной обработки
4.2 Внесение в математическую модель изменений, для учета физико-механических параметров обработки
4.3 Визуализация выходных данных математической модели
5. Анализ результатов математического моделирования
5.1 Выявление корреляционной связи между параметрами и показателями обработки
6. Разработка технического задания на приспособление для нанесения микрорельефа в массовом производстве
7. Безопасность и экологичность проекта
7.1 Описание операции и рабочего места
7.2 Описание основных вредных производственных факторов, имеющих место на полировальных операциях
7.3 Вывод по разделу
8. Экономическая эффективность проекта
Список литературы
Введение
После ряда финансовых потрясений, прошедших в Российской Федерации, лимитирующая часть машиностроительного производства была практически парализована. Поступление средств от машиностроительных предприятий в Государственный бюджет сократилась в несколько раз. Вследствие интеграции Российского рынка с мировым, неконкурентоспособная продукция наших заводов была частично вытеснена с внешнего и внутреннего рынков. В результате чего многие предприятия вообще не смогли вписаться в новые экономические условия, и фактически были признаны банкротами.
В то время когда, отечественная наукоемкая промышленность, погруженная в рыночные реформы, фактически прекратили поступательное развитие, лидеры мирового сообщества как минимум дважды обновили свои технологии машиностроительного производства. Они усиленно развивают информационные технологии и технологии управлении производственными процессами. В настоящее время придерживаются идеологии достижения технологического превосходства, которая предполагает использование инновационных технологий, реинжениринга, формирования рынка интеллектуальной собственности.
Главная проблема, которую сформулировал Президент в своем Послании Федеральному собранию (апрель 2001 г.), – это гигантское (в десятки раз) рыночное нашей промышленности от уровня, достигнутого передовыми странами. Это отставание чревато тяжелыми последствиями.
Следует отметить, что в РФ сосредоточены сотни НИИ, способные поддерживать конкурентоспособное производство, но за частую большинство научных разработок так и осталось не реализовано материально. Согласно ранее проведенным реформам предполагалось, что если предприятиям федерального подчинения дать свободу, то они быстро втянуться в рынок, однако на практике этого не произошло. Поэтому нынешнее правительство РФ взяло курс на создание более эффективного организационного обеспечения развития промышленности.
В настоящее время в народном хозяйстве наблюдается некоторая стабилизация и поиск новых организационных форм управления, позволяющих повысить эффективность производства [38]. Поэтому первоочередная задача отечественных предприятий состоит в том, чтобы доказать обществу свою необходимость, показать, что без этих предприятий, дальнейшее развитие общества невозможно, а для этого необходимо разработать теоретическую базу рынка, основанное на достижении технологического превосходства и представить её в такой форме, чтобы она была доступна для восприятия широкой общественностью.
Целью данной научной работы является анализ эффективности интеграции научных исследований, направленных на создания конкурентоспособной продукции, и производства. В частности была затронута проблема обеспечения качества наружных цилиндрических поверхностей нанесением микрорельефа методом поверхностно-пластического деформирования, в процессе решения которой использовались элементы математического моделирования с применением вычислительной техники.
1. Анализ способов повышения надежности и долговечности работы манжетных уплотнений валов автомобилей
1.1 Литературный обзор по манжетным уплотнениям
Одним из путей повышения работоспособности манжетных уплотнений, применяемом в мировой практике, является обработка поверхности вала под сальниковые шейки методами поверхностного пластического деформирования (ППД). Отделочно-упрочняющая обработка методами ППД позволяет существенно улучшить эксплуатационные характеристики деталей. Наиболее простыми для практической реализации методами ППД являются алмазное выглаживание и обкатывание. При выглаживании инструмент взаимодействует с обрабатываемой поверхностью в условиях трения скольжения, при обкатывании в условиях трения качения. Несмотря на то, что при обкатывании шариками или роликами имеет место качение с проскальзыванием, а при алмазном выглаживании – скольжение, между ними имеется сходство как в механизме образования микропрофиля и характере деформации поверхностного слоя, так и в соотношении действующих сил и коэффициентов трения. Это сходство позволяет установить некоторые общие закономерности для обоих процессов, на основе чего могут быть установлены рациональные области их применения и оптимальные режимы обработки. Процесс обработки ППД идет без снятия стружки: радиально вытесняются объемы материала с вершин микронеровностей в глубину поверхностного слоя. Материал течет от диапазонов высоких напряжений сжатия (вершины) в зоны более незначительных напряжений и наполняет при этом впадины микронеровностей обрабатываемой поверхности. Этот процесс показан на рисунке 1.15. В результате обработки, на поверхности образуется микрорельеф без заостренных выступов, и процесс приработки пары манжета-вал протекает значительно быстрей.
|
|
|
| Рис. 1.15. Схема формирования обработанной поверхности при ППД | |
Процесс алмазного выглаживания кинематически аналогичен точению, только вместо резца применяется алмазный выглаживатель, который, пластически деформируя поверхностный слой, выравнивает и упрочняет его. Классическое устройство для выглаживания (см. рис. 1.16.) содержит корпус 4 из конструкционной стали, в который вставлены два поршня 2 и 5 с уплотнительными кольцами 3. Поршень 2 связан непосредственно с инструментом 1, рабочая поверхность которого изготовлена из алмаза. Положение поршня 5 фиксируется рукояткой 6. Фиксатор 8 ограничивает ход поршня 2. Манометр 7 контролирует давление рабочей среды.
Устройство работает следующим образом: обрабатываемой заготовке 9 сообщают вращательное движение, устройство подводят к обрабатываемой поверхности. Вращением рукоятки 6 перемещают поршень 5, нагнетая давление в рабочей камере корпуса 4, величина которого контролируется манометром 7. Параллельно перемещается поршень 2 в сторону обрабатываемой детали до прикосновения, при этом увеличивается прижимная сила, величина которой прямо пропорциональна величине давления в рабочей камере. При достижении требуемой силы прижатия инструмента 1 к обрабатываемой детали вращения маховика 6 прекращают, и устройству придают поступательное движение параллельно оси вращения.
Рис. 1.16. Устройство для выглаживания
Шероховатость поверхности заготовки после алмазного выглаживания может быть уменьшена приблизительно в десять раз. Упрочнение проявляется в приросте микротвердости поверхности для незакаленных сталей на 30...50%, для закаленных на 10...30%. В поверхностном слое формируется благоприятные для эксплуатационных свойств остаточные напряжения сжатия [7, 29]. Таким образом поверхность получается более гладкой, чем при полировании R авыглаж=0,08…0,32 мкм.
Но как была сказано вначале данного раздела, гладкая поверхность не совсем идеальна для работы в паре с манжетой, так как в процессе работы будет повышена адгезионная составляющая силы трения. В процессе обработки на поверхности вала должен формироваться определенный микрорельеф, позволяющий создавать эффект гидродинамического трения.
Ю.Г. Шнейдер провел комплекс работ [35], направленных на повышение герметичности работы манжетных уплотнений путем нанесения на вал определенного микрорельефа методами ППД. На рис. 1.17. показана схема обработки, позволяющей наносить на подманжетную шейку вала микрорельеф в виде синусоидальных канавок.
Рис. 1.17. Схема нанесения микрорельефа по Ю.Г. Шнейдеру
Обработка осуществляется также, как и при обработке устройством, показанным на рис. 1.16, но в процессе обработки инструменту (индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе).
Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство для вибровыглаживания, позволяющее наносить регулярный микрорельеф, отличный от предыдущего. На рис. 1.18 представлены два вида разработанного устройства. На рис. 1.19 показан третий вид. На рис. 1.21,а показан вид рельефа образуемого при помощи разработанного устройства, на рис. 1.21,б – рельеф, образуемый при использовании обычных устройств.
Устройство для вибровыглаживания содержит корпус 1, с размещенным в нем штоком 2, на котором установлена скоба 3 с двумя прикрепленными к ней параллельными упругими пластинами 4. Между пластинами 4 размещена державка 5, несущая инструмент 6. Скоба 3 закреплена на штоке с помощью болта 7 с возможностью разворота относительно оси штока, на котором размещена шпонка 8, препятствующая его развороту в отверстии корпуса. Колебания инструмента осуществляются с помощью привода, включающего электродвигатель 9, эксцентрик 10, воздействующий на рычаг 11. Скобу 3 разворачивают относительно оси штока на угол a, образуемый между опорной плоскостью державки корпуса устройства и плоскостью упругой пластины (рис. 1.19).
Рис. 1.18. Схема устройства для вибровыглаживания(а) и известного (б) способов вибровыглаживания
Рис. 1.19. Форма микрорельефа, образуемого при использовании нового
В процессе обработки детали 12 задают вращение, а устройство, корпус которого закрепляют в резцедержателе токарного станка, поступательно перемещают в направлении подачи вдоль оси детали. При этом инструменту 6 задают колебательное движение под углом к образующей линии детали. Образуемый рельеф представляет собой наклонную к образующей линии детали синусоиду (рис. 1.20,а), в отличии от обычного рельефа в виде симметричной синусоиды (рис. 1.20, б, рис. 1.17). Такой рельеф, как известно, способствует проявлению насосного эффекта, за счет чего смазка удерживается в сопряжении и возвращается в герметизируемую полость.
Однако алмазное выглаживание не подучило достаточно широкого соответствующего эффективности процесса использования в машиностроении. Это обусловлено в частности недостаточным уровнем исследований процесса. В научно-технической литературе отсутствуют удобные для практического использования формулы по расчету оптимальных режимов обработки, не представлены универсальные зависимости, связывающие режимы обработки с выходными параметрами качества поверхности изделия. Также, следует отметить, что предложенные методы менее производительны, чем традиционно принятые – шлифование, полирование при которых процесс обработки осуществляется без продольной подачи, благодаря тому, что ширина инструмента перекрывает всю зону обработки.
Рис. 1.20. Форма микрорельефа, образуемого при использовании нового (а) и известного (б) способов вибровыглаживания
Задача существенного повышения производительности обработки при выглаживании подманжетных шеек шпинделей решена путем разработки нового способа обработки цилиндрическим инструментом из композита или твердого сплава с длиной рабочей поверхности 15...20 мм. Способ предусматривает установку оси цилиндрической поверхности инструмента параллельно оси заготовки. Обработка ведется без продольной подачи путем охвата инструментам всей длины обрабатываемой поверхности.
При разработке конструкции инструмента решалась задача точного прилегания инструмента по всей длине обрабатываемой поверхности. Эта задача решена путем шарнирной установки инструмента. Инструмент устанавливается параллельно оси заготовки. На рис. 1.21. представлена конструкция выглаживающей головки, позволяющей обеспечить такую установку. Инструмент, который содержит выглаживающий элемент 1 и несущую ее державку 2 с отверстием, с помощью пальца 3 шарнирно устанавливается на скобе 4, которая закрепляется на оправке для выглаживания. С учетом применения различных материалов рабочей части выглаживающего элемента были разработаны два типа инструментов, отличающиеся типом крепления выглаживающего элемента: с паянным и механическим креплением.
Данная конструкция выглаживающей головки позволяет за счет шарнирной установки инструмента обеспечивать его самоустановку относительно обрабатываемой поверхности.
На рис 1.21, а представлена конструкция инструмента с паянным креплением выглаживающего элемента 1 к державке 2. На рис. 1.21,б представлена конструкция инструмента с механическим креплением выглаживающего инструмента. В этом случае выглаживающий элемент 1 крепится к державке 2, имеющей разрезную форму с помощью болтового соединения 3.
Рис. 1.20. Схема крепления широкого самоустанавливающегося инструмента
а) б)
Рис. 1.21. Схемы широких самоустанавливающихся инструментов:
а) с паянным креплением выглаживающего элемента;
б) с механическим креплением
На рис. 1.22. показан внешний вид широких самоустанавливающихся выглаживателей (а – с механическим креплением, б – с паянным креплением).
а) б)
Рис. 1.22. Широкие самоустанавливающиеся инструменты:
а) с механическим креплением;
б) с паянным креплением выглаживающего элемента.
Для выполнения обработки детали широким самоустанавливающимся выглаживателем достаточно совершить 3-5 оборотов. Учитывая это обстоятельство, можно рассчитать степень повышения производительности обработки при использовании нового способа по сравнению с обычным выглаживанием.
Число оборотов, которое совершает деталь при обычном выглаживании составляет:
,(1.4)
где l – длина обрабатываемой поверхности, измеренная вдоль оси заготовки, S – величина продольной подачи на оборот заготовки.
Коэффициент, показывающий степень увеличения производительности:
,(1.5)
где n2 – число оборотов детали при обработке по новому способу.
Приняв l = 15 мм, S = 0,07 мм/об, n2 = 3, получим КП = 71. Таким образом при использовании предложенного способа выглаживания производительность может быть повышена в десятки раз, что позволяет внедрять его в массовое производство.
Разработанная конструкция устройства позволяет обеспечить самоустановку инструмента относительно обрабатываемой поверхности. Экспериментальные исследования подтвердили эффективность способа не только в отношении производительности, но и в отношении качества обработки. При обычном выглаживании обработанная поверхность имеет характер резьбы. Профиль такой поверхности образуется пересечением радиусных следов инструмента, в результате чего формируются неровности с шагом, равным подаче на оборот. Формирование поверхности по новому способу осуществляется по методу копирования, что исключает упомянутые недостатки обычного выглаживания. Эксперименты показали, что по параметру Ra шероховатость поверхности, обработанной по новому способу, оказалась в 1,5...2 раза ниже чем, при выглаживании с продольной подачей. Так же следует отметить, что из-за значительного снижения пути, проходимого инструментом в процессе обработки при новом способе, в качестве рабочей части выглаживателя можно применять менее стойкие и менее дешевые материалы, чем алмаз (композит, твердые сплавы).
Процесс выглаживания широким самоустанавливающимся инструментом сальниковых шеек коленчатых валов был внедрен в Механосборочное производство ОАО «АвтоВАЗ». Был модернизирован полировальный станок фирмы «Нагель» (код 012.071.32), в результате чего были заменены рычаги для прижатия полировальной ленты к обрабатываемой поверхности, на рычаги для прижатия выглаживателей (см. рис. 1.23).
Рис. 1.23. Схема обработки широкими самоустанавливающимися выглаживателями
Обработка сразу двумя инструментами дает ряд преимуществ:
– позволяет в двое сократить время обработки (при обработке сальниковых шеек на ВАЗе данным способом необходимая шероховатость Ra=0,2…0,4 достигалась за 1…2 оборота детали)
– соосные силы (Р=16…12 кН), действующие от инструментов на обрабатываемую деталь, компенсируются и предотвращают деформацию заготовки.
Дата: 2019-07-24, просмотров: 454.