Газосварочные работы должны выполняться в соответствии с требованиями Правил охраны труда при производстве ацетилена, кислорода и газопламенной обработке металлов [22] и Правил пожарной безопасности при проведении сварочных и других огневых работ.
К газосварочным работам допускаются лица не моложе 18 лет, выдержавшие соответствующие испытания, получившие удостоверение квалификационной комиссии и прошедшие инструктаж по технике безопасности.
При газосварочных работах необходимо соблюдать основные правила техники безопасности.
При зажигании горелки (резака) вначале на 1/4—1/2 оборота приоткрывают вентиль кислорода, а затем открывают вентиль ацетилена или другого газа. Зажигать рекомендуется от спички или специальной зажигалки. Использовать для этой цели горячий металл или другие предметы запрещается.
Шланги перед присоединением к горелке должны быть предварительно продуты рабочими газами. Изделия и детали, поступающие на сварку, должны быть очищены от краски, масла, окалины и грязи. Если возникает необходимость сварить окрашенный металл, его следует очистить по линии среза или шва. Ширина полосы металла, очищенной от краски, должна быть не менее 200 мм (по 100 м на сторону). Использовать для очистки газовое пламя запрещается.
При сварке и резке тяжелых и громоздких изделий необходимо пользоваться грузоподъемными приспособлениями. При работе вблизи токоведущих частей места работ должны быть ограждены щитами. При сварке и резке частей электрооборудования необходимо предварительно его обесточить и принять меры, предотвращающие возможность его включения во время работы.
При пользовании газосварочной аппаратурой необходимо применять меры, исключающие возможность соприкосновения кислорода с маслами и жирами, так как в противном случае может произойти взрыв. Поэтому недопустимо использовать замасленные шланги, редукторы и баллоны, на штуцерах которых имеются следы масла.
Запрещается: хранить совместно кислородные и ацетиленовые баллоны; во время работы перемещаться с зажженной горелкой за пределы рабочего места, держать шланги под мышкой, на плечах или зажимать их ногами; резать металл на весу; при продувке вентиля баллона находиться против штуцера; производить газовую сварку и резку на расстоянии менее 10 м от ацетиленового генератора и менее 5 м от кислородных и ацетиленовых баллонов; выполнять какие-либо работы с открытым огнем на расстояниях менее 3 м от ацетиленовых трубопроводов и менее 1,5 м — от кислородопроводов; ремонтировать горелки, резаки и другую аппаратуру на постах сварки; пользоваться для снятия колпаков с баллонов, наполненных горючим газом, инструментом, способным вызвать искру; переносить баллоны на руках.
При перегреве горелки работу следует приостановить, горелку потушить, закрыть вентили на горелке и охладить ее в сосуде с водой. При обратных ударах или частых хлопках необходимо в первую очередь закрыть ацетиленовый, затем кислородный вентили на горелке, после чего закрыть вентили на баллонах и охладить горелку.
Если произойдет загорание вентиля, редуктора или ацетилена в баллоне, необходимо немедленно перекрыть вентиль на баллоне и, приняв меры предосторожности, вывести его в безопасное место.
В случае обнаружения утечки газов из баллонов или газопровода работы должны быть приостановлены.
По окончании работы или при кратковременных перерывах газовые горелки (резаки) должны быть установлены на специальные подставки.
13.3. ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ
Помещения сварочных цехов и участков должны быть огнестойкими и оборудованы приточно-вытяжной вентиляцией, соответствующей требованиям СНиП и обеспечивающей удовлетворительное состояние воздушной среды (см. ГОСТ 12.1.005—88 и гл. 2 разд. 2). Сварочные посты в помещениях должны оборудоваться местной вытяжной вентиляцией.
Освещение помещения должно удовлетворять требованиям СНиП 23-05-95, а окраска—СН 181—70 [45] (см. гл. 3 разд. 2).
Искусственное освещение, электропроводку и другое электрооборудование газосварочных цехов и участков устраивают во взрывозащищенном исполнении.
Высота потолка помещения должна быть не менее 3,25 м. Полы делают твердыми, несгораемыми, нескользкими и ровными. Выходную дверь изготавливают из несгораемого материала. Она должна открываться наружу.
13.4. СВАРОЧНЫЕ РАБОТЫ В ЗАМКНУТЫХ ЕМКОСТЯХ И ЗАВАРКА ДЕФЕКТОВ ТАРЫ ИЗ-ПОД ГОРЮЧИХ ЖИДКОСТЕЙ
Сварочные работы в замкнутых емкостях должны выполняться по специальному разрешению администрации АТП с неукоснительным соблюдением правил техники безопасности, так как эти работы являются наиболее опасными. Женщины к сварочным работам внутри замкнутых емкостей не допускаются. Исключаются также одновременные электросварочные и газопламенные работы и замкнутых емкостях.
Электросварщик, производящий сварочные работы внутри замкнутых емкостей, должен пользоваться диэлектрическими перчатками, галошами, ковриком и шлемом. Пользоваться металлическими щитками в этом случае запрещено, так как свариваемый объект во время сварочных работ находится под напряжением. Для снятия напряжения в сварочную цепь следует включать аппарат снятия напряжения, который автоматически отключает силовую цепь при разрыве дуги.
Работы в замкнутых емкостях должны производиться сварщиком под контролем наблюдающего с квалификационной группой по технике безопасности не ниже II. Наблюдающий должен находиться снаружи свариваемой емкости. При необходимости он должен немедленно оказать помощь сварщику и, если потребуется, вытащить его из емкости. С этой целью сварщик, работающий внутри емкости, должен быть снабжен предохранительным поясом с веревкой, конец которой длиной не менее 2 м должен находиться у наблюдающего.
Освещаться свариваемые емкости должны светильниками направленного действия, расположенными снаружи свариваемого объекта, или ручными переносными светильниками, оборудованными защитной сеткой, напряжением не более 12 В. Трансформатор для переносных ламп должен быть установлен вне свариваемого объекта. Вторичная обмотка трансформатора должна быть заземлена. Применять автотрансформаторы для понижения напряжения запрещается. Можно пользоваться ручными взрывобезопасными шахтерскими аккумуляторными фонарями типа МПС или СШ. Включать и отключать такие фонари можно только снаружи емкости.
При сварочных работах внутри замкнутых емкостей следует устраивать местную вытяжную вентиляцию с выбросом удаляемого воздуха наружу вне зоны забора приточного воздуха. Кроме того, эффективна подача чистого воздуха непосредственно под щиток сварщика. Вентиляция может осуществляться при помощи вакуум-насосных установок конструкции ЛИОТ и вентиляторов высокого давления типа ВВ. Скорость движения воздуха внутри емкости должна быть 0,3—1,5 м/с. При сварочных работах с применением сжиженных газов (пропана, бутана и углекислоты) вытяжная вентиляция должна иметь отсос снизу. В случае необходимости сварку внутри емкостей ведут в шланговых противогазах и респираторах.
Сваривать емкости из-под кислот следует после предварительной очистки их стенок деревянными или латунными скребками.
Тару из-под горючих или легковоспламеняющихся жидкостей перед сварочными работами необходимо тщательно очистить, промыть или пропарить. При очистке тары от грязи и ржавчины запрещается применять скребки и другой инструмент из материала, могущего дать искру.
Промывать тару для удаления остатков горючей жидкости следует водным раствором каустической соды или тринатрийфосфата (80— 120 г на 1 л воды). Работать с каустической содой разрешается только в специальном брезентовом костюме, резиновых перчатках, сапогах, фартуке и защитных очках. При промывке тары из-под минеральных масел в раствор необходимо добавить 2—3 г жидкого стекла или мыла на 1 л воды для образования эмульсии. Температуру раствора доводят до 60—80 оС.
Пропаривают тару паром давлением 0,2—0,4 МПа и температурой 120—140 °С. Продолжительность продувки паром тары из-под бензина объемом до 0,2 м3 должна быть не менее 2 ч, до 1000 м3 — не менее 15 ч.
Для очистки топливных баков рекомендуется применять моечные машины М-403, М-424, М-2030, КТБА 2.01.7876.4, ОМ-9873 [7, 8, 12, 14]. Для очистки и пропарки могут использоваться также мониторные передвижные моечные машины ОМ-5285, ОМ-5660, ОМ-5359 и стационарные моечные машины ОМ-5179 и ОМ-5181 [7, 12].
Тару объемом до 0,2 м3 можно очищать от остатков горячей жидкости и, вскипятив в ней воду, залитую на 80—90% объема тары. Кипятят в течение 3 ч.
В исключительных случаях при технологической невозможности очистки тары вышеуказанными способами ее можно заполнить водой для уменьшения объема взрывоопасного пространства или продуть с последующим заполнением инертными газами.
Наружные сварочные работы можно проводить также после заполнения тары отработавшими газами от карбюраторных двигателей. Чтобы исключить возможность взрыва, сваривать следует только при открытых пробках и люках. Для заполнения тары отработавшими газами необходимо иметь шланг, искроуловитель и искрогаситель. Двигатель должен работать на малых частотах вращения коленчатого вала. Отработавшие газы должны поступать в тару только после прохождения искроуловителя и искрогасителя. Время полного вытеснения воздуха отработавшими газами из тары следующее: при объеме тары до 0,2 м3—2 мин; 0,2— 0,35 м3—4 мин; 0,35—0,5 м3—6 мин; 0,5—0,7-м3—9 мин; 0,7—0,9 м3— 12 мин; 0,9-1,4 м3—20 мин и 1,4—1,7 м3—25 мин, При заполнении тары большего объема необходимо затратить не менее 12 мин дополнительно на каждый 1 м3 объема ремонтируемой тары.
Тару, которая находилась продолжительное время без горючих и легковоспламеняющихся жидкостей, следует тщательно прополоскать керосином для предупреждения внутренних вспышек, возникающих даже при наличии в таре отработавших газов из-за сухой ржавчины на внутренних стенках.
Сваривать следует лишь после того, как тара будет тщательно промыта, заполнена полностью отработавшими газами, а в процессе сварки непрерывно будут поступать отработавшие газы. Удаляться газ из тары может в топливном баке через спускное отверстие, а в автоцистерне через газоотводную трубку. При сварке тары с одной заливной горловиной в нее вставляют стальную трубу диаметром 30—35 мм, срезают конец трубы под углом 45° и проваривают к нему стержень длиной 50 мм [17].
Запрещается сваривать тару на расстоянии менее 5 м от другой тары из-под горючих жидкостей. Не допускается также чеканить сварные швы.
13.5. СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ ДЛЯ СВАРЩИКОВ
В качестве средств индивидуальной защиты для сварщиков применяются щитки, маски, защитные очки, спецодежда, спецобувь, противогазы, респираторы, диэлектрические коврики и маты, спасательные пояса.
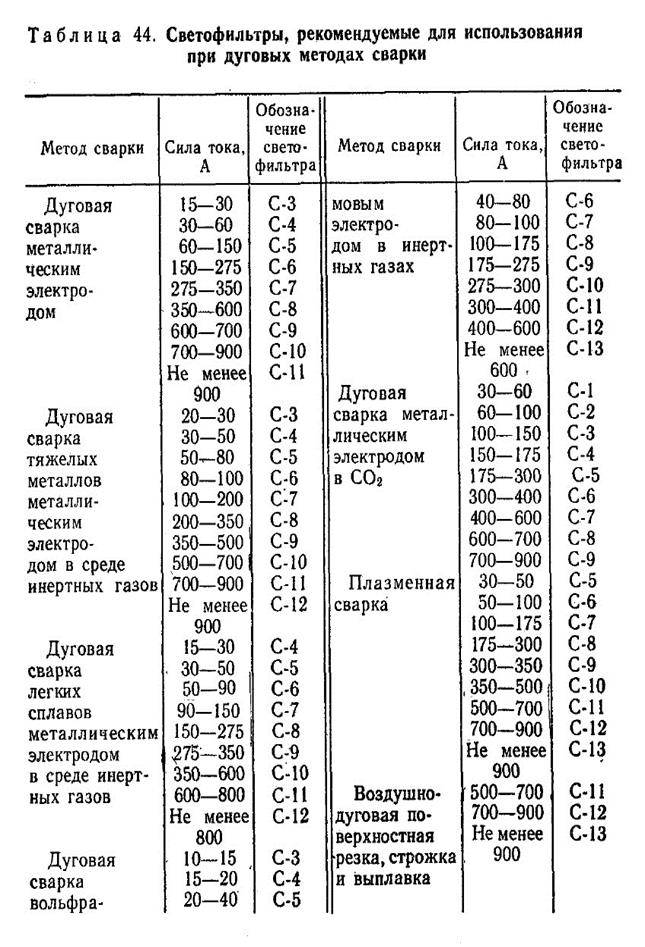
Для электросварщиков могут быть рекомендованы щитки типов НН, ННП, РН, PНП и УН. Для вспомогательных рабочих при выполнении электросварочных работ рекомендуются защитные очки Ol, O2, ОО2, ОД1, ОД2, ЗН5, ЗН8, 3HII, ЗНД2. Выбирают светофильтры для защитных очков, щитков и масок в зависимости от метода сварки (табл. 44). Рабочие, зачищающие поверхности наплавленного металла (швов), обеспечиваются защитными очками с бесцветными стеклами.
Для защиты глаз газосварщиков могут быть рекомендованы защитные очки типов ОО2, 02, ОД1, ОД2, ЗН5, ЗН8. Светофильтры для защитных очков газосварщиков следует выбирать в зависимости от расхода ацетилена при резке или кислорода при сварке, т ч
Ацетилен Кислород
С – 1………………………………. Не более 70 –––
С – 2………………………………. 70 – 200 900 – 2000
С – 3………………………………. 200 – 800 2000 – 4000
С – 4………………………………. 200 – 800 2000 – 8000
Для предохранения от ожогов сварку следует выполнять в рукавицах и спецодежде. Брезентовая куртка должна быть без карманов и надета навыпуск, надежно закрывая брюки. Выполнять электросварочные работы допускается только в сухой спецодежде.
При потолочной сварке сварщик должен пользоваться крагами или брезентовыми нарукавниками. При работе на высоте более 5 м сварщики и вспомогательный персонал обязаны надевать предохранительные пояса и фибролитовые каски. Исправность карабина и замка пояса, надежность его закрепления должны проверяться перед началом работы. Длина цепи пояса или веревки вместе с карабином должна составлять 1450 мм.
Для защиты органов дыхания при сварке цветных металлов и сплавов, содержащих цинк, медь, свинец, сварщик должен пользоваться респираторами с химическими фильтрами, фильтрующими или шланговыми противогазами.
При работе на открытом воздухе для защиты от прикосновения с влажной холодной землей и снегом сварщик должен быть обеспечен теплыми подстилками, матами, наколенниками и подлокотниками из 'огнестойких материалов с эластичной прослойкой.
Лекция 21
Дата: 2019-07-24, просмотров: 337.