Листовые (гильотинные) ножницы для резки листового металла должны быть оборудованы: приспособлениями для укладки разрезаемых листов, установленными на уровне неподвижного ножа; направляющей и предохранительной линейками, укрепленными так, чтобы место разреза оставалось видимым для глаза рабочего (зазор между материалами. и нижней гранью линейки должен быть не более 6 мм); упорами для ограничения подачи разрезаемого листа с механизированной регулировкой, осуществляемой с рабочего места резчика; механическими или гидравлическими прижимами для фиксации разрезаемого листа; предохранительными устройствами, сблокированными с пусковыми механизмами и исключающими возможность попадания пальцев работающих под ножи и прижимы; запирающимися разъединительными устройствами для отключения электродвигателя.
На рабочем месте резчика должна быть краткая инструкция с указанием основных мер безопасности при работе на ножницах и наибольшей допустимой толщины разрезаемого металла.
Во время работы на листовых ножницах запрещается: поправлять материал после нажатия на педаль, даже если он подан неправильно; работать, если после снятия с педали ноги происходит повторное самовключение ножниц; переводить без разрешения мастера ножницы на непрерывную работу; разрезать листы малого размера и остатки листа, подаваемые при помощи рук, в этом случае надо использовать специальные накладки.
Роликовые ножницы должны быть оборудованы: устройством для регулирования зазора в зависимости от толщины разрезаемого металла; предохранительными 'приспособлениями, не допускающими попадания пальцев рабочего под ножи (ролики); приспособлениями для поддержания разрезаемого материала.
Во время работы роликовыми ножницами при плохом затягивании материала следует прекратить работу и сообщить мастеру для проверки соответствия размеров и заточки ножей. Диаметры ножей должны бить не менее трехкратной толщины материала. При вырезке криволинейных заготовок по разметке следует пользоваться чертилкой, устанавливаемой впереди ножей. Запрещается при включенном электромоторе во время работы приводных ножниц снимать или крепить ограждения и предохранительные устройства, облокачиваться на станину, класть какие-либо предметы на стол ножниц, надевать приводные ремни, доставать упавшую заготовку или обрезки с мест, где возможен захват одежды или повреждение рук, чистить, убирать, смазывать или ремонтировать ножницы. При уходе с рабочего места, временных перерывах в работе, при смене ножей, регулировке упоров, прижима, предохранительных устройств, при перерыве в подаче электроэнергии, обнаружении неисправности, уборке, смазке, чистке и ремонте ножниц электродвигатель ножниц необходимо выключать.
Комбинированные пресс-ножницы должны быть оборудованы защитными ограждениями опасных зон, исключающими попадание рук рабочего под пуансон и ножи. Ручные рычажные ножницы должны быть надежно закреплены на специальных стойках, верстаках, столах и т. п. Ручные маховые ножницы должны быть оборудованы: противовесами, удерживающими верхний подвижный нож в безопасном положении; амортизаторами, смягчающими удар ножедержателя; прижимами на верхнем подвижном ноже.
Круглые пилы для резания металла должны ограждаться щитами в нерабочей части диска, расположенного под столом. Эти щиты, поставленные с обеих сторон пилы, должны располагаться друг от друга на расстоянии не более 100 мм. Выступ за вершины зубьев пилы должен быть не менее 50 мм. Рабочая (находящаяся над столом) часть пилы должна быть снабжена колпаком, устроенным так, чтобы он оставлял открытой только необходимую для распиловки часть диска пилы.
Ленточные пилы для распиловки металла должны иметь ограждение всей ленты в виде прочных полос или бугелей, огибающих также верхний шкив, по которому проходит лента. Ограждение должно закрепляться так, чтобы оставалась открытой только рабочая часть пилы, необходимая для распиловки.
При обработке на круглых и ленточных пилах мелких предметов должны использоваться приспособление, подающие и удерживающие обрабатываемый материал и устраняющие возможность повреждения пальцев рабочего. Дисковые пилы с трещинами на диске или зубьях, с поломанными зубьями или выпавшими пластинками из твердого сплава или быстрорежущей стали применять запрещается. Убирать во время работы круглые и ленточные пилы запрещается.
Прессы должны удовлетворять определенным требованиям. Приборы управления, муфта включения и тормоз пресса не должны допускать самопроизвольного включения пресса. Узлы включающей и тормозной систем при работе пресса на режиме «одиночный ход» должны обеспечивать автоматическое отключение муфты и включение тормоза после каждого хода с фиксацией ползуна в исходном крайнем положении. Угол торможения должен быть не более 15° угла поворота кривошипного вала. Кнопки управления прессом должны быть расположены на высоте 700—1200 мм от уровня пола. Расстояние между кнопками «Пуск» двурукого включения должно быть не менее 300 и не более 600 мм. Опорная поверхность пусковой педали должна быть установлена на высоте 80—100 мм от уровня пола, иметь закругление торца и на расстоянии 1 10—130 мм от него упор для носка обуви. Педаль должна быть защищена кожухом, открытым только с фронта обслуживания и исключающим случайное воздействие на нее. Включать пресс на рабочий ход можно после прожатия педали на 45—70 мм.
Каждый пресс должен быть оборудован защитным устройством, исключающим травмирование рук в опасной зоне (двурукое включение, фотоэлементная защита, подвижное ограждение и др.)
Винтовые прессы с балансиром должны иметь ограждение пути, проходимого балансиром, если его расположение не достаточно безопасно. Ударные молоты должны иметь приспособления для удержания бабы в ее верхнем положении при включенном молоте.
При штамповке мелких деталей подавать заготовки следует с применением средств малой механизации. Подача заготовок в штамп и удаление отштампованных деталей из штампа вручную допускаются только при наличии на прессе эффективных защитных устройств, исключающих травмирование рабочих, или в случае применения штампов безопасной конструкции, выдвижных или откидных матриц, сблокированных с включением пресса. Удаление деталей и отходов из межштампового пространства допускается только при нахождении ползуна в верхнем мертвом положении или при наличии на прессе защитных устройств. Использовать матрицы и пуансоны с затупленными режущими кромками запрещается. Штампы, в которых штампуется заготовка, требующая непрерывного удержания клещами, необходимо снабжать выемками для губок клещей.
Деревообрабатывающие станки
Деревообрабатывающие станки должны удовлетворять требованиям ГОСТ 12.02.026 «ССБТ Оборудование деревообрабатывающее Общие требования безопасности к конструкции» Согласно стандарту рабочая часть режущих инструментов (пил, фрез, ножевых головок) должна закрываться автоматически действующим ограждением, открывающимся во время прохождения обрабатываемого материала или инструмента только для его пропуска на расстояние, соответствующее габаритным размерам обрабатываемого материала по высоте и ширине. Неподвижные ограждения допускается применять в тех случаях, когда они исключают возможность соприкосновения станочника с приведенным в действие режущим инструментом. Ограждения режущих инструментов, которые необходимо открывать или снимать для замены или правки инструмента, должны быть сблокированы с пусковыми и тормозными устройствами. Пусковые устройства на станках должны исключать самопроизвольное включение станка.
Рабочие поверхности столов, направляющих линеек, шаблонов должны быть ровными, без выбоин, трещин и других повреждений. При обработке материала длиной более 1,5 м спереди и сзади станка должны устанавливаться приставные роликовые опоры.
Чистить, обтирать и смазывать деревообрабатывающие станки, менять инструменты, убирать вручную стружки и опилки можно после выключения электродвигателя и полной остановки станка. Применять сжатый воздух для очистки станков и рабочих мест от опилок и пыли запрещается. Нельзя оставлять обрабатываемый материал на станке. Заготовки материалов и обработанные детали должны быть уложены п устойчивые штабеля.
Круглопильные станки должны удовлетворять требованиям ГОСТ 12.2.026. Частота вращения пильных валов не должна превышать максимально допустимых, значений вращения пил. Пилы, установленные на одном валу, должны иметь одинаковые номинальный диаметр, толщину, профиль зубьев, развод или плющение. Допускается устанавливать пилы диаметрами, различающимися не более чем на 5 мм. Диски пил не должны иметь биение.
Расклинивающие и направляющие ножи должны соответствовать следующим требованиям: толщина расклинивающего ножа должна превышать ширину пропила на 0,5 мм для пил диаметром до 600 мм и на 1—2 мм для пил диаметром более 600 мм; толщина направляющих ножей должна быть равна расчетной ширине пропила (толщина пилы плюс 'значение развода или плющения зубьев); высота ножей должна быть не менее высоты рабочей части пилы; ширина скоса заостренной части ножей должна быть не менее 5 мм и не должна превышать 1/5 их ширины; зазор между ножом по всей длине его заостренной части и линией вершин зубьев пилы должен быть не более 10 мм.
Перед пилами по всей ширине просвета должно быть установлено не менее двух завес из подвижных предохранительных упоров. Зазор между нижними кромками упоров и поверхностью подающего устройства станка должен быть не более 2 мм. Зазор между пластинами упоров должен быть не более 1 мм.
На круглопильном станке запрещается: использовать диски, имеющие трещины или сломанные зубья; обрабатывать пиломатериалы, превышающие по толщине высоту диска пилы над столом; распиливать кругляк при ручной подаче без каретки.
При обработке на станках материалов короче 400 мм и при допиливании необходимо применять специальные толкатели. При их использовании обе руки станочника должны находиться на толкателе.
Диск маятниковой пилы должен иметь плавающее ограждение, закрывающее зубья пилы.
На строгальных и фуговальных станках с ручной подачей ножевые валы должны быть хорошо отбалансированы и иметь цилиндрическую форму. Запрещается подавать руками обрабатываемый материал длиной менее 400 мм и толщиной менее 7 мм на строгальных станках, шириной менее 50 мм или толщиной менее 30 мм на фуговальных станках. Подавать в этом случае можно только при помощи специальных колодок-толкателей. На столе фуговального станка должны быть установлены заподлицо прямые остроскошенные, без зазубрин стальные накладки на расстоянии не более 3 мм от режущих кромок ножей. Поверхности рабочих столов и направляющие линейки должны быть ровными и гладкими. Ножи строгальных и фуговальных станков должны быть закрыты ограждениями, автоматически открывающими ножевую щель на ширину обрабатываемой детали. Плоскость заднего стола фуговального станка должна быть расположена по касательной к окружности, образуемой вращающимися ножами, и быть параллельной плоскости переднего стола. Обе половины стола, установленные на требуемую высоту при помощи подъемного механизма, должны надежно закрепляться. При работе на станках во избежание травмы при обратном вылете следует находиться сбоку от обрабатываемого материала. Останавливать вращающийся вал фуговального станка, нажимая на него какими-либо предметами, запрещается.
Рейсмусовый станок должен быть оборудован отбойным козырьком или приспособлением для удаления стружки. Без отбойного козырька или стружкоотсоса работать на рейсмусовом станке запрещается.
Во время работы на станках возможна остановка обрабатываемой заготовки под ограждением. В этом случае необходимо выключить станок и только после этого поднять ограждение и устранить неисправность.
Лекция 22
ЭЛЕКТРОБЕЗОПАСНОСТЬ
15.1. ОБЩИЕ ПОЛОЖЕНИЯ
Электрический ток при несоблюдении правил и мер предосторожности может оказывать на людей опасное и вредное воздействие, проявляющееся в виде электротравм (ожоги, электрические знаки, электрометаллизация кожи, механические повреждения), электроударов и профессиональных заболеваний. Это воздействие может быть термическим (ожоги отдельных участков тела, нагрев кровеносных сосудов, нервов), электролитическим (разложение крови и других органических жидкостей) и биологическим (раздражение и возбуждение живых тканей организма).
Степень опасного и вредного воздействия электрического тока на человека зависит от его индивидуальных особенностей, электрического сопротивления тела, рода и напряжения тока, частоты, пути тока через тело человека, продолжительности воздействия на его организм, условий внешней среды и ряда других факторов.
Опасность поражения электрическим током специфична, поскольку наличие напряжения не может быть обнаружено на расстоянии без специальных приборов. Органы чувств человека позволяют обнаружить его только, при контакте с электроустановкой, находящейся под напряжением, в момент поражения. Поэтому защите от поражения электрическим током следует уделять особое внимание. При работе на электроустановках, их ремонте, наладке необходимо строго соблюдать ПУЭ, ПТЭ и ПОТ РМ-016-2001.
15.2. ДОПУСТИМЫЕ УРОВНИ НАПРЯЖЕНИЙ ПРИКОСНОВЕНИЯ И ТОКОВ, ПРОТЕКАЮЩИХ ЧЕРЕЗ ТЕЛО ЧЕЛОВЕКА
Для выбора комплекса защитных мер и определения параметров защитных устройств требуется знать допустимые уровни напряжений прикосновения и силы токов, протекающих через тело человека. ГОСТ 12.1.038 «ССБТ. Электробезопасность. Предельно допустимые уровни напряжений прикосновения и токов» устанавливает эти уровни для токов, протекающих по направлениям от одной руки к другой и от руки к ногам. Согласно стандарту напряжения прикосновения и сила токов, протекающих через тело человека при нормальном режиме электроустановки и продолжительности воздействия не более 10 мин, должны быть соответственно при переменном токе частотой 50 Гц не более 2 В и 0,3 мА, а при постоянном 8 В и I мА. Если работа выполняется в условиях высоких температур (выше 25 °С) и влажности (относительная влажность более 75%), то напряжения прикосновения и сила токов, протекающих через тело человека, работающего в этих неблагоприятных условиях, должны быть уменьшены в 3 раза.
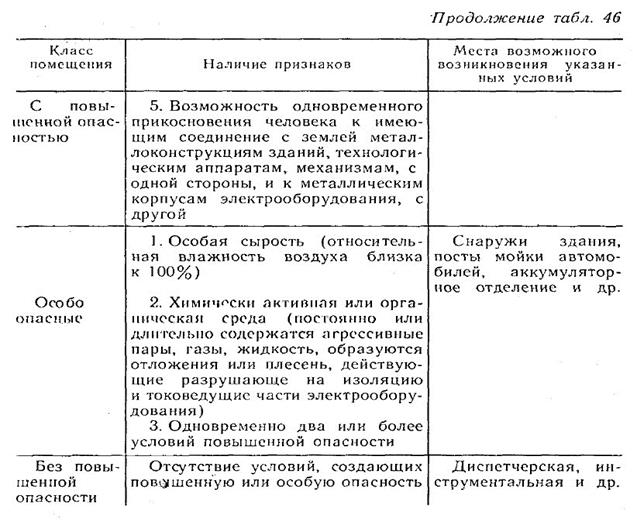
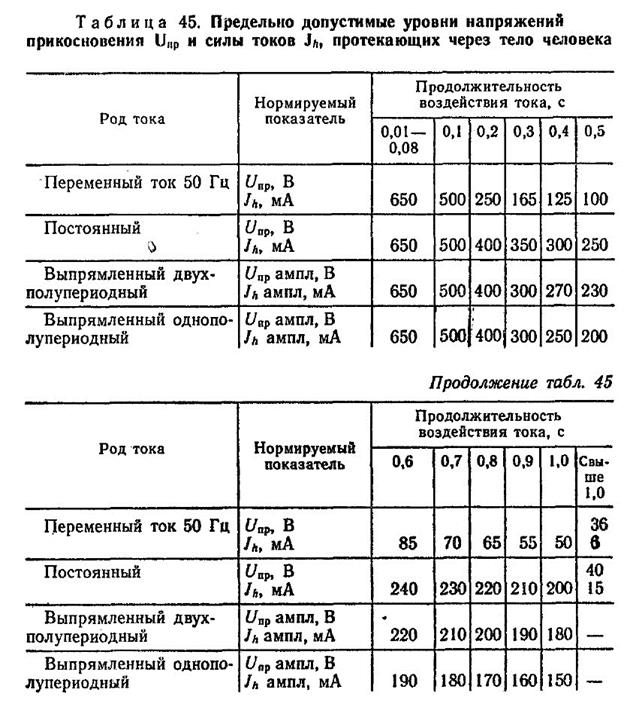
При аварийном режиме производственных электроустановок напряжением до 1000 В с глухозаземленной или изолированной нейтралью и выше 1000 В с изолированной нейтралью предельно допустимые уровни не должны превышать значений, указанных в табл. 45.
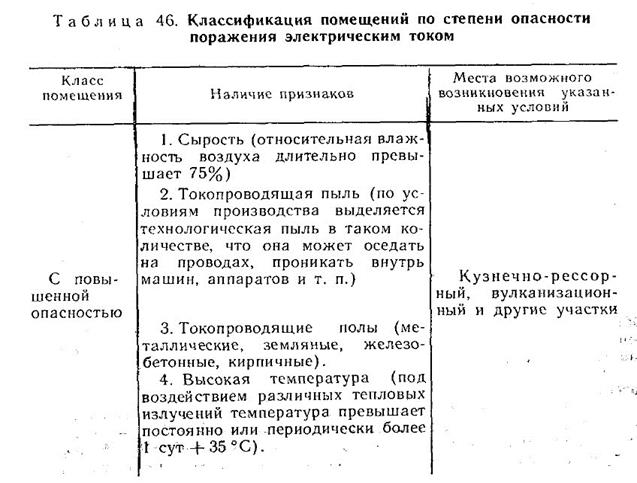
15.3. КЛАССИФИКАЦИЯ ПОМЕЩЕНИЙ ПО СТЕПЕНИ ЭЛЕКТРОБЕЗОПАСНОСТИ
Опасность поражения электрическим током существенно зависит от условий работ. Такие параметры окружающей среды, как влажность и температура воздуха влияют на состояние изоляции электрооборудования, на электрическое сопротивление тела человека. К снижению сопротивления изоляции приводят наличие, и оседание на токоведущих частях проводящей пыли. Агрессивные пары, газы и жидкости приводят к разрушению изоляции. Токопроводящий пол уменьшает сопротивление электрической цепи человека. Серьезную опасность представляет одновременное прикосновение человека к имеющим соединение с землей металлоконструкциям зданий, технологическим аппаратам, механизмам, с одной стороны, и к металлическим корпусам электрооборудования, с другой.
С учетом этого и в соответствии с ПУЭ помещения делят на 3 класса: с повышенной опасностью, особо опасные и без повышенной опасности поражения людей электрическим током (табл. 46).
Лекция 23
15.4. ТЕХНИЧЕСКИЕ СПОСОБЫ И СРЕДСТВА ЗАЩИТЫ ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Общие положения
Согласно ГОСТ 12.1.019 «ССБТ. Электробезопасность. Общие требования», электробезопасность должна обеспечиваться конструкцией электроустановок, техническими способами и средствами защиты, организационными и техническими мероприятиями.
К техническим способам и средствам защиты относятся: защитное заземление; зануление; выравнивание потенциалов; малое напряжение; электрическое разделение сетей; защитное отключение; изоляция токоведущих частей (рабочая, дополнительная, усиленная, двойная); компенсация токов замыкания на землю; оградительные устройства; предупредительная сигнализация; блокировки; знаки безопасности; средства защиты и предохранительные приспособления. Технические способы и средства защиты могут применяться отдельно и в сочетании друг с другом. При их выборе следует учитывать: номинальное напряжение; род и частоту тока электроустановки; способ электроснабжения; режим нейтрали источника питания электроэнергией; вид исполнения; условия внешней среды; возможность снятия напряжения с токоведущих частей, на которых или вблизи которых должна производиться работа; характер возможного прикосновения человека к элементам цепи тока; возможность приближения к токоведущим частям, находящимся под напряжением, на расстояние меньше допустимого или попадания в зону растекания тока и вид работ.
Более подробно рассмотрим некоторые технические способы и средства защиты, применяемые на АТП, для обеспечения электробезопасности.
Дата: 2019-07-24, просмотров: 424.