Проведем расчет сил резания при сверлении [1].
Исходные данные:
Глубина резания: t=16 мм
Диаметр сверла средний: D=10 мм
Подача, м/мин: S=0,2 мм/об.
Определим скорость резания:
 ; (8.1.1)
; (8.1.1)
где CV = 7; qV = 0,4; xV = 0; yV = 0,7; m = 0,2; T = 25 мин;
 ;
;
где KmV = 0,9; KnV = 0,3; KuV = 1.
Отсюда:

Схема расположения сил при обработке представлена на рис. 8.1.1. Для расчета приспособления нас интересует сила резания Pz, которая действует параллельно оси детали.
 (8.1.2)
(8.1.2)
где CP = 68; qP = 1; yP = 0,7; Kp=0,9.
Отсюда:

Суммарный момент резания от силы Pz равен
M 1 = Pz × l 1 (8.1.3)
где l1 – расстояние от базы до середины лепестка цанги.
Момент закрепления равен
M 2 = W × l 2; (8.1.3)
где W – суммарное усилие зажима, приходящееся на 6 лепестков.
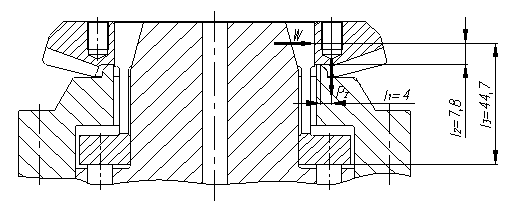
Рис. 8.1.1. Схема сил резания при сверлении
Из равенства моментов M 1 = M 2 определим усилие зажима
 ; (8.1.4)
; (8.1.4)
где К – коэффициент запаса, зависящий от конкретных условий выполнения технологических операций, определяется по формуле:
K = K 0 × K 1 × K 2 × K 3 × K 4 × K 5 (8.1.5)
где K 0=1,5 – гарантированный коэффициент запаса;
K 1=1,2 – коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки;
K 2=1 – коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента. При сверлении стали принимается равным 1;
K 3=1,2 – коэффициент, учитывающий увеличение сил резания при прерывистом резании;
K 4=1 – коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом. Для механизированных приводов принимается равным 1;
K 5=1 – коэффициент, учитывающий эргономику немеханизированного зажимного механизма. Для механизированного привода приводов принимается равным 1.
Подставив все значения в формулу 8.1.4, получим
При расчете зажимного механизма определяется усилие Q, создаваемое силовым приводом, которое зажимным механизмом передается лепесткам:
 ; (8.1.6)
; (8.1.6)
где Q1 – осевая сила, необходимая для сжатия лепестков до касания с заготовкой;
Q2 – осевая сила необходимая для создания силы зажима заготовки.
 ; (8.1.7)
; (8.1.7)
где R – сила, сжимающая лепестки.
 ; (8.1.8)
; (8.1.8)
где Е – модуль упругости;
J – момент инерции, определяемый по формуле 8.1.9;
y=0,25 мм – зазор между заготовкой и цангой в момент установки заготовки;
z=6 – число лепестков цанги;
a=15° – угол цанги;
j=11,3° – угол трения;
l 3 =44,7 мм – длина лепестка цанги;
 ; (8.1.9)
; (8.1.9)
где dY =90 мм – диаметр окружности зажима;
h=4,5 мм – толщина лепестка цанги;
a 1=30° – угол в осевом сечении цанги, приходящийся на половину лепестка.
Подставив полученный значения формулы 8.1.8 и 8.1.9, получим

По формуле 8.1.7

 (8.1.10)
(8.1.10)
 =96,3+868,8=965,1 Н
=96,3+868,8=965,1 Н
В качестве силовых приводов механизированных приспособлений наибольшее применение получили пневматические цилиндры [11].
Диаметр поршня пневмоцилиндра определяется по формуле:
 ; (8.1.11)
; (8.1.11)
где Р – давление воздуха в пневмосети, принимаемое в расчетах равным 0,4 МПа.
Ход поршня цилиндра определяется по формуле:
 ; (8.1.12)
; (8.1.12)
где  свободный ход лепестков цанги, который можно принять равным 5 мм.
свободный ход лепестков цанги, который можно принять равным 5 мм.
Значение SQ рекомендуется принимать с запасом 10…15 мм. Следовательно, примем
SQ =20 мм
Рассчитаем погрешность установки заготовки приспособлении.
 ; (8.1.13)
; (8.1.13)
где  погрешность базирования, которая равна нулю, т. к. измерительная база совпадает с технологической;
погрешность базирования, которая равна нулю, т. к. измерительная база совпадает с технологической;
 погрешность закрепления – это смещение измерительной базы под действием сил зажима. Так как усилие зажима постоянно, то
погрешность закрепления – это смещение измерительной базы под действием сил зажима. Так как усилие зажима постоянно, то  ;
;
 погрешность элементов приспособления, зависящая от точности изготовления этих элементов;
погрешность элементов приспособления, зависящая от точности изготовления этих элементов;
 ; (8.1.14)
; (8.1.14)
где  погрешность, возникающая вследствие колебания размера внутренней поверхности лепестков;
погрешность, возникающая вследствие колебания размера внутренней поверхности лепестков;

 погрешность изготовления внешней конусной поверхности корпуса;
погрешность изготовления внешней конусной поверхности корпуса;

 =0,042 мм
=0,042 мм
Допускаемая погрешность установки определяется по формуле:
 ; (8.1.15)
; (8.1.15)
где Т d – технологический допуск на операционный размер К030, равный 0,1 мм.
Следовательно, погрешность установки заготовки в приспособление меньше допускаемой, т.е. приспособление обеспечивает заданную точность обработки.
Зажимное приспособление предназначено для базирования и закрепления ведомой шестерни заднего моста при сверлении отверстий в торце шестерни при обработке на многооперационном станке.
Приспособление содержит цанговую оправку и силовой привод. Оправка содержит корпус 2, по которому перемещается цанга 1. Цанга через толкатель 5 и тягу связана со штоком силового привода.
Силовой привод содержит корпус 8, который смонтирован на оборотную часть стола станка. В корпусе расположен поршень 9.
Приспособление работает следующим образом. При подаче воздуха в нижнюю полость пневмоцилиндра, поршень 9 через гильзу 7 и толкатель 5 перемещает цангу 1 в вертикальном направлении, лепестки её сходятся, после чего на них устанавливается заготовка. Далее воздух подается в верхнюю полость пневмоцилиндра, цанга перемещается вниз и заготовка зажимается лепестками цанги, после чего производится обработка заготовки.
Дата: 2019-04-22, просмотров: 604.