Таблиц.2.5.3
| № варіанту технологічного процесу | Тшт | № варіанту технологічного процесу | Тшт |
| 1 | 15,055 | 7 | 16,02 |
| 2 | 15,595 | 8 | 16,56 |
| 3 | 15,25 | 9 | 15,665 |
| 4 | 15,79 | 10 | 16,205 |
| 5 | 15,825 | 11 | 15,86 |
| 6 | 16,365 | 12 | 16,4 |
Згідно даних таблиць про величину штучного часу встановлюємо , що оптимальним є технологічний процес під номером 1 :

Рис.2.5.1 Граф технологічного процесу
Таблиця 2.5.4
| 005 | Вертикально-фрезерна 1. фрезерувати поверхню 4 начорно |
| 010 | Горизонтально- фрезерна 3. фрезерувати поверхні 7 і 24 начорно 4. фрезерувати поверхні 7 і 24 начисто |
| 015 | Горизонтально- фрезерна. 3. фрезерувати поверхні 8 і 19 начорно 4. фрезерувати поверхні 8 і 19 начисто |
| 020 | Копіювально- фрезерна. 3. фрезерувати поверхні 1 і 2 начорно 4. фрезерувати поверхні 1 і 2 начисто |
| 025 | Верт икал ьно-фрезерна. 1. фрезерувати поверхні 3, 5, 6 начисто . |
| 030 | Фрезерно-свердлильно-розточна. 6. фрезерувати поверхні 13, 14, 22, 23 7. свердлити поверхні 9, 10, 11, 12 8. зенкерувати поверхні 15, 16, 17, 18 9. свердлити поверхні 20,21 10. фрезерувати поверхню 25 |
| 035 | Вертикально-фрезерна. 1. фрезерувати поверхні 32, 33 |
| 040 | Вертикально-фрезерна. 1. фрезерувати поверхні 26, 27,28 |
| 045 | Поздовжньо-шліфувальна. 3. шліфувати поверхню 4 напівчисто 4. шліфувати поверхню 4 начисто |
| 050 | Поздовжньо-шліфувальна. 3. шліфувати поверхні 3, 5, 6 напівчисто 4. шліфувати поверхні 3,5,6 начисто |
| 055 | Вертикально-свердлильна. 5. зенкерувати поверхню 31 начорно 6. зенкерувати поверхню 31 начисто 7. розвернути поверхню 31 нормально 8. розвернути поверхню 31 тонко |
| 060 | Вертикально-свердлильна. 5. свердлити поверхню 29 6. зенкерувати поверхню 29 7. розвернути поверхню 29 нормально 8. розвернути поверхню 29 тонко |
| 065 | Вертикально-свердлильна. 1. нарізати різь поверхні 29 |
| 070 | Вертикально-свердлильна. 1. свердлити поверхню З0 |
| 075 | Вертикально-свердлильна. 1. свердлити поверхню 27 |
Даний технологічний процес приймаємо для подальших розрахунків, бо він є найраціональнішим згідно вибраного нами критерію. Цей процес ми попередньо приймали за базовий, тому ми не будемо робити повторні розрахунки Тшт та інших величин.
Встановлення припусків та проектування заготовки
Припуск на заготовку може бути призначений згідно з довідковими таблицями незалежно від технологічного процесу механічного оброблення та умов його виконання та визначений розрахунково - аналітичним методом з урахуванням факторів , що впливають на його розміри .
Порівняно з табличним , розрахунковий метод більш трудомісткий , але дає змогу призначити мінімальні припуски на механічне оброблення , що має істотне значення для серійного та, особливо , масового виробництва . Тому у даній роботі ми будемо розраховувати припуски розрахунковим методом . Всі дані наших розрахунків ми будемо зводити в таблиці.
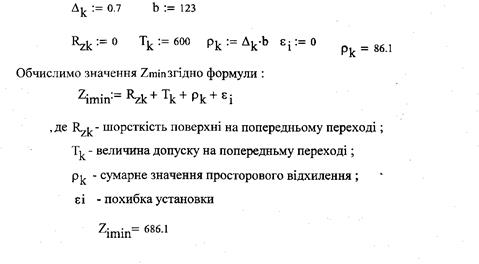
Таблиця 2.5.1.1 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку поверхні 4.
| Технологічні переходи | Елементи припуску, мкм Rz T | Розрах. припуск Zmin, мкм | Розрах. розмір bр, мм | Допуск б,мкм | Граничний розмір ,мм bmіn bmах | Граничні значення припусків, мкм Zmin Zmax | ||||
| Заготовка | 600 | 86.1 | 124.5 | 600 | 124.08 | 124.68 | ||||
| фрезерування | 50 | 50 | — | 686,1 | 124 | 1000 | 123 | 124 | 686 | 2286 |
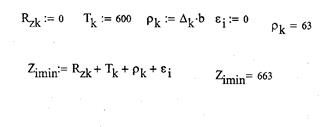
Таблиця 2.5.1.2 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку поверхні 3,5,6.
| Технологічні переходи | Елементи припуску, мкм Rz Т | Розрах. припуск Zшіп, мкм | Розрах. розмір bр, мм | Допуск  ,мкм ,мкм
| Граничний розмір ,мм bmіп bmах | Граничні значення припусків, мкм Zmin Zmax | ||||
| Заготовка | 600 | 63 | 90.5 | 600 | 90.063 | 90.663 | ||||
| фрезерування | 50 | 50 | — | 663 | 90 | 500 | 89.5 | 90 | 563 | 663 |
Таблиця 2.5.1.3
Розрахунок припусків та граничних розмірів по технологічним переходам на оброблення отвору 9,10,11,12.
| Технологічні переходи | Елементи припуску,мкм Rz T | Розрах. припуск 2Zmin, мкм | Розрах. розмір dp, мм | Допуск  ,мкм ,мкм
| Граничний розмір ,мм dmin dmax | Граничні значення припусків, мкм 2Zmin 2Zmax | ||||
| Заготовка | 600 | 73,5 | 73 | 600 | 72,82 | 73,42 | ||||
| Чорнове розточування | 50 | 50 | 5 | 2*674 | 74,7 | 190 | 74,578 | 74,768 | 1348 | 1758 |
| Чистове розточування | 20 | 25 | 2 | 2*104 | 74,9 | 80 | 74,896 | 74,976 | 208 | 318 |
| Зенкерування | 10 | 15 | — | 2*27 | 75 | 30 | 75 | 75,03 | 54 | 104 |
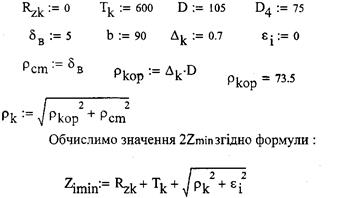
де Rzk- шорсткість поверхні на попередньому переході;
Tk - величина допуску на попередньому переході;
Pk - сумарне значення просторового відхилення ;
Pkop – просторове відхилення в діаметральному напряму ;
Pc – просторове відхилення зміщення осі;
 - похибка установки
- похибка установки
Для чорнового розточування : 
Для чистового розточування: 
Для зенкерування: 
Таблиця 2.5.1.4 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку отвору 20 і 21.
| Технологічні переходи | Елементи припуску Rz T | Розрах. припуск 2Zmin, мкм | Розрах. Розмір dp, мм | Допуск
| Граничний розмір ,мм | Граничні значення припусків, | ||||
| dmin | dmax | 2Zmin | 2Zmax | |||||||
| Заготовка | 600 | 50 | 48 | 400 | 48.026 | 48.426 | ||||
| Чорнове розточування | 50 | 50 | 5 | 2*650 | 49,6 | 190 | 49.536 | 49.726 | 1300 | 1510 |
| Чистове розточування | 20 | 25 | 2 | 2*105 | 49,8 | 80 | 49.856 | 49.936 | 210 | 320 |
| Зенкерування | 10 | 15 | — | 2*47 | 50 | 30 | 50 | 50.03 | 94 | 144 |
 ,мкм
,мкм
Обчислимо значення 2Zmin згідно формули :
Для чорнового розточування:

Для чистового розточування:  =105
=105
Для зенкерування:  =47
=47
Дата: 2019-05-29, просмотров: 412.