Курсовий проект
На тему:
Розроблення технологічного процесу оброблення для деталі «Корпус ДПТМ 999.100.001»
Розробив:----------
Перевірив:---------
Львів 2009
Зміст
Вступ.
1. Загально-технічна частина.
1.1 Службове призначення деталі, аналіз технічних умов та норм точності
1.2 Попереднє встановлення типу та організаційної форми виробництва
2. Технологічна частина
2.1 Відпрацювання конструкції деталі на технологічність
2.2 Вибір способу отримання заготовки
2.3 Вибір методів оброблення поверхонь
2.4 Вибір та розрахункове обґрунтування технологічних баз
2.5 Детальне розроблення оптимального варіанта технологічного процесу
2.5.1 Встановлення припусків та міжопераційних розмірів, проектування заготовки
2.5.2 Розмірний аналіз технологічного процесу
2.5.3 Визначення режимів різання
2.6.Встановлення контрольних, допоміжних та транспортних операцій
Вступ
Сучасні тенденції розвитку машинобудування в Україні, які орієнтуються на підвищення якості та конкуректноспроможності машинобудівних виробів, на широке застосування прогресивних конструкційних і інструментальних матеріалів, сучасної технології, на комплексну автоматизацію на основі застосування верстатів з ЧГЙС, напівавтоматів та іншого автоматизованого обладнання, потрібна підготовка висококваліфікованих спеціалістів» з глибокими теоретичними знаннями, які спроможні практично їх використовувати у своїй виробничій діяльності.
На даному етапі розвитку комп’ютеризації в технологічних процесах, інженери-технологи, інженери-конструктори інженери-механіки масових спеціальностей «Технологія машинобудування» та «Металоршуч» верстати і інструменти» повинні володіти комп'ютерною технікою» за допомогою якої майбутні спеціалісти можуть використовувати в роботі для проведення розрахунків технологічних розмірних ланцюгів, розмірного аналізу технологічних процесів, вибору раціональних схем базування заготовок, розрахунків, похибок установки та закріплення заготовки в пристосуванні, що впливає на точність механічної обробки, розрахунків припусків, оптимальних режимів обробки, норм часу і технологічної собівартості, а також володіти практичними навичками щодо розробки технологічних процесів на технологічних картах.
Загально-технічна частина
Службове призначення деталі, аналіз технічних умов та норм точності
Виходячи з назви, можна припустити , що деталь використовується як основа, або елемент основи стола верстата, робочі поверхні якої виконують основне призначення як деталі зокрема, так і для вузла в цілому. Виходячи з креслення , можна сказати , що до деталі висуваються підвищені вимоги до точності розмірів та взаємного розташування поверхонь. Також високі вимоги і по шорсткості поверхонь. Це не дає змогу обробляти тільки обмежене число поверхонь і застосовувати переважно чорнові методи обробки а також отримувати заготовку способом, який може не забезпечувати високу точність заготовки .
Матеріал деталі - сірий чавун СЧ-20. Цей чавун відноситься до класу перлітних чавунів. Хімічний склад: 3,2-3,4% С; 1,4-2,2% Sі; 0,7-1,0% Мn; <0.2% Р; <0.2% S. Цей склад забезпечує застосування даного матеріалу для відповідальних виливків, проте, він також обмежує способи виготовлення заготовок і при механічній обробці утворює багато пилу, що додатково вимагає застосування кращої витяжки. До суттєвих переваг даного матеріалу слід віднести його невелику вартість.
Для зняття ливарних напружень і стабілізації розмірів чавунні виливки відпалюють, що ми і проведемо для даної деталі. Відпал проводиться при 500-600°С і витримці 3 год. Охолодження проводять разом з піччю. Така термічна обробка мало змінює механічні властивості, проте внутрішні напруження знижуються на 80-90%.
Технологічна частина
Аналіз геометричної форми
Геометрична форма даної деталі погана для оброблення: тут присутні поверхні під кутом, що утруднює виготовлення моделей для литва а також вимагає при обробленні використання спеціальних, досить складних, пристосувань для закріплення деталі і надання їй необхідного положення. Також на деталі наявні отвори, які вимагають при обробці застосування спеціальних різальних інструментів.
Таблиця 2.5.1.1 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку поверхні 4.
| Технологічні переходи | Елементи припуску, мкм Rz T | Розрах. припуск Zmin, мкм | Розрах. розмір bр, мм | Допуск б,мкм | Граничний розмір ,мм bmіn bmах | Граничні значення припусків, мкм Zmin Zmax | ||||
| Заготовка | 600 | 86.1 | 124.5 | 600 | 124.08 | 124.68 | ||||
| фрезерування | 50 | 50 | — | 686,1 | 124 | 1000 | 123 | 124 | 686 | 2286 |
Таблиця 2.5.1.2 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку поверхні 3,5,6.
| Технологічні переходи | Елементи припуску, мкм Rz Т | Розрах. припуск Zшіп, мкм | Розрах. розмір bр, мм | Допуск  ,мкм ,мкм
| Граничний розмір ,мм bmіп bmах | Граничні значення припусків, мкм Zmin Zmax | ||||
| Заготовка | 600 | 63 | 90.5 | 600 | 90.063 | 90.663 | ||||
| фрезерування | 50 | 50 | — | 663 | 90 | 500 | 89.5 | 90 | 563 | 663 |
Таблиця 2.5.1.3
Розрахунок припусків та граничних розмірів по технологічним переходам на оброблення отвору 9,10,11,12.
| Технологічні переходи | Елементи припуску,мкм Rz T | Розрах. припуск 2Zmin, мкм | Розрах. розмір dp, мм | Допуск  ,мкм ,мкм
| Граничний розмір ,мм dmin dmax | Граничні значення припусків, мкм 2Zmin 2Zmax | ||||
| Заготовка | 600 | 73,5 | 73 | 600 | 72,82 | 73,42 | ||||
| Чорнове розточування | 50 | 50 | 5 | 2*674 | 74,7 | 190 | 74,578 | 74,768 | 1348 | 1758 |
| Чистове розточування | 20 | 25 | 2 | 2*104 | 74,9 | 80 | 74,896 | 74,976 | 208 | 318 |
| Зенкерування | 10 | 15 | — | 2*27 | 75 | 30 | 75 | 75,03 | 54 | 104 |
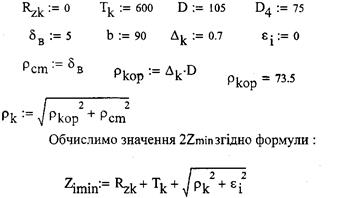
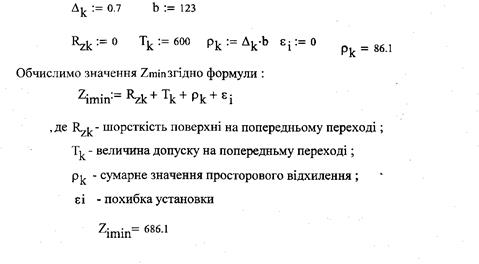
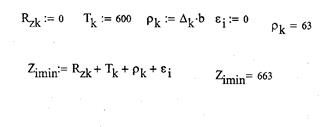
де Rzk- шорсткість поверхні на попередньому переході;
Tk - величина допуску на попередньому переході;
Pk - сумарне значення просторового відхилення ;
Pkop – просторове відхилення в діаметральному напряму ;
Pc – просторове відхилення зміщення осі;
 - похибка установки
- похибка установки
Для чорнового розточування : 
Для чистового розточування: 
Для зенкерування: 
Таблиця 2.5.1.4 Розрахунок припусків та граничних розмірів по технологічним переходам на обробку отвору 20 і 21.
| Технологічні переходи | Елементи припуску Rz T | Розрах. припуск 2Zmin, мкм | Розрах. Розмір dp, мм | Допуск
| Граничний розмір ,мм | Граничні значення припусків, | ||||
| dmin | dmax | 2Zmin | 2Zmax | |||||||
| Заготовка | 600 | 50 | 48 | 400 | 48.026 | 48.426 | ||||
| Чорнове розточування | 50 | 50 | 5 | 2*650 | 49,6 | 190 | 49.536 | 49.726 | 1300 | 1510 |
| Чистове розточування | 20 | 25 | 2 | 2*105 | 49,8 | 80 | 49.856 | 49.936 | 210 | 320 |
| Зенкерування | 10 | 15 | — | 2*47 | 50 | 30 | 50 | 50.03 | 94 | 144 |
 ,мкм
,мкм
Обчислимо значення 2Zmin згідно формули :
Для чорнового розточування:

Для чистового розточування:  =105
=105
Для зенкерування:  =47
=47
Ланцюг 14.
Z1=S1 – S2;
Z1min=S1min – S2max;
S1min = Z1min + S2max = 3,0 + 440 = 443 мм.
Допуск розміру S2 приймаємо по 14 квалітету рівним 1,8 мм.
Тоді:
S1mах = 443 + 1,8 = 444,8 мм.
S1 = 444  мм.
мм.
Звідси:
Z1 = 444  - 440-0,25 = 4±1,0 (мм).
- 440-0,25 = 4±1,0 (мм).
Визначення режимів різання
Розрахунок режимів різання проводимо за емпіричними формулами для одного ( чорнового ) переходу операції.
Модель верстату встановлюється після обчислення теоретичних значень режимів різання, точніше, необхідної потужності на приводі верстата. При цьому враховуються характеристики точності верстату, габаритні розміри, характер оброблення тощо. Після вибору моделі верстату коректуються режими різання за його паспортними даними .
Глибина різання : t := 2.0 мм Подача : S = 0.З мм/об
Швидкість різання обчислюємо за формулою :
 (2.5.3.1)
(2.5.3.1)
де Т - стійкість інструменту ;
 у - коефіцієнт швидкості різання
у - коефіцієнт швидкості різання
 - коефіцієнт , що враховує вплив матеріалу ;
- коефіцієнт , що враховує вплив матеріалу ;
 - коефіцієнт, що враховує стан поверхні;
- коефіцієнт, що враховує стан поверхні;
 - коефіцієнт , що враховує матеріал інструменту ;
- коефіцієнт , що враховує матеріал інструменту ;
 ,m, x, y - коефіцієнт і показники степеня , значення яких
,m, x, y - коефіцієнт і показники степеня , значення яких
наведено в таблицях ; вони залежать від виду обробки , матеріалу деталі, матеріалу інструменту і характеристики подачі.
Силу різання обчислюємо за формулою :
 (2.5.3.2)
(2.5.3.2)
де Ср, х, у, n – стала і показники степеня, що враховують конкретні умови різання (приймаються згідно таблиць) ;

-поправочний коефіцієнт, що враховує фактичні умови різання.
Потужність різання, кВт ,розраховуємо по такій формулі:
 (2.5.3.3)
(2.5.3.3)
Тоді, потужність приводу верстату буде :
де  = 0,8 - коефіцієнт корисної дії . Згідно цих данних вибираємо токарний багатошпіндельний вертикальний напівавтомат 1283 з такими параметрами :
= 0,8 - коефіцієнт корисної дії . Згідно цих данних вибираємо токарний багатошпіндельний вертикальний напівавтомат 1283 з такими параметрами :
■ найбільший діаметр оброблюваної заготовки : 400 мм ;
■ потужність головного приводу , кВт : 20 ;
■ частота обертання шпінделя : 43—635 об/хв ;
■ подача : 0,064 – 4,002 мм/об .
Список літератури
1. Встановлення типу та організаційної форми виробництва. Методичні вказівки до практичної роботи з дисципліни
2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Минск: Вышэйшая школа, 1983. – 256 с.
3. Долматовский Г.А. Справочник технолога по обработке металлов резанием. – Москва: Государственное научно-техническое издательство машиностроительной литературы, 1962. – 1239 с.
4. Обработка металлов резанием. Справочник технолога / Под ред.А.А. Панова. – Москва: Машиностроение, 2004. – 784 с.
5. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть II. Нормативы режимов резания. – Москва: Центральное бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам, 1990. – 473 с.
6. Расчеты экономической эффективности новой техники. Справочник / Под общ. ред. К.М. Великанова. – Ленинград: Машиностроение, 1990. – 448 с.
7. Режимы резания. Справочник / Под общ. ред. Ю.В. Барановского. – Москва: Машиностроение, 1973. – 407 с.
8. Руденко П.О. Проектування технологічних процесів у машинобудуванні. – Київ: Вища школа, 1993. – 414 с.
9. Справочник технолога машиностроителя. В 2-х т. Т.1 / Под ред. А.М. Дальского А.Г. Косиловой и др. – Москва: Машиностроение, 2003. – 912 с.
10. Справочник технолога машиностроителя. В 2-х т. Т.2 / Под ред. А.М. Дальского А.Г. Косиловой и др. – Москва: Машиностроение, 2003. – 944 с.
11. Технология машиностроения (специальная часть) / C.А. Картавов. – Київ: Вища школа, 1984. – 272 с.
12. Токаренко В.М. Технологія автодорожного машинобудування і ремонт машин: Курсове проектування. – Київ: Вища школа, 1992. – 127 с.
13. Худобин Л.В., Гурьянихин В.Ф., Берзин В.Р. Курсовое проектирование по технологии машиностроения: Учебное пособие. – Москва: Машиностроение, 1989. – 288 с.
Курсовий проект
На тему:
Розроблення технологічного процесу оброблення для деталі «Корпус ДПТМ 999.100.001»
Розробив:----------
Перевірив:---------
Львів 2009
Зміст
Вступ.
1. Загально-технічна частина.
1.1 Службове призначення деталі, аналіз технічних умов та норм точності
1.2 Попереднє встановлення типу та організаційної форми виробництва
2. Технологічна частина
2.1 Відпрацювання конструкції деталі на технологічність
2.2 Вибір способу отримання заготовки
2.3 Вибір методів оброблення поверхонь
2.4 Вибір та розрахункове обґрунтування технологічних баз
2.5 Детальне розроблення оптимального варіанта технологічного процесу
2.5.1 Встановлення припусків та міжопераційних розмірів, проектування заготовки
2.5.2 Розмірний аналіз технологічного процесу
2.5.3 Визначення режимів різання
2.6.Встановлення контрольних, допоміжних та транспортних операцій
Вступ
Сучасні тенденції розвитку машинобудування в Україні, які орієнтуються на підвищення якості та конкуректноспроможності машинобудівних виробів, на широке застосування прогресивних конструкційних і інструментальних матеріалів, сучасної технології, на комплексну автоматизацію на основі застосування верстатів з ЧГЙС, напівавтоматів та іншого автоматизованого обладнання, потрібна підготовка висококваліфікованих спеціалістів» з глибокими теоретичними знаннями, які спроможні практично їх використовувати у своїй виробничій діяльності.
На даному етапі розвитку комп’ютеризації в технологічних процесах, інженери-технологи, інженери-конструктори інженери-механіки масових спеціальностей «Технологія машинобудування» та «Металоршуч» верстати і інструменти» повинні володіти комп'ютерною технікою» за допомогою якої майбутні спеціалісти можуть використовувати в роботі для проведення розрахунків технологічних розмірних ланцюгів, розмірного аналізу технологічних процесів, вибору раціональних схем базування заготовок, розрахунків, похибок установки та закріплення заготовки в пристосуванні, що впливає на точність механічної обробки, розрахунків припусків, оптимальних режимів обробки, норм часу і технологічної собівартості, а також володіти практичними навичками щодо розробки технологічних процесів на технологічних картах.
Загально-технічна частина
Службове призначення деталі, аналіз технічних умов та норм точності
Виходячи з назви, можна припустити , що деталь використовується як основа, або елемент основи стола верстата, робочі поверхні якої виконують основне призначення як деталі зокрема, так і для вузла в цілому. Виходячи з креслення , можна сказати , що до деталі висуваються підвищені вимоги до точності розмірів та взаємного розташування поверхонь. Також високі вимоги і по шорсткості поверхонь. Це не дає змогу обробляти тільки обмежене число поверхонь і застосовувати переважно чорнові методи обробки а також отримувати заготовку способом, який може не забезпечувати високу точність заготовки .
Матеріал деталі - сірий чавун СЧ-20. Цей чавун відноситься до класу перлітних чавунів. Хімічний склад: 3,2-3,4% С; 1,4-2,2% Sі; 0,7-1,0% Мn; <0.2% Р; <0.2% S. Цей склад забезпечує застосування даного матеріалу для відповідальних виливків, проте, він також обмежує способи виготовлення заготовок і при механічній обробці утворює багато пилу, що додатково вимагає застосування кращої витяжки. До суттєвих переваг даного матеріалу слід віднести його невелику вартість.
Для зняття ливарних напружень і стабілізації розмірів чавунні виливки відпалюють, що ми і проведемо для даної деталі. Відпал проводиться при 500-600°С і витримці 3 год. Охолодження проводять разом з піччю. Така термічна обробка мало змінює механічні властивості, проте внутрішні напруження знижуються на 80-90%.
Дата: 2019-05-29, просмотров: 357.