Статистический приемочный контроль качества продукции — это контроль, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям и принятия продукции.
Последняя функция, которая реализуется в системе управления качеством — статистический приёмочный контроль (СПК), который используется для проверки качества уже изготовленной продукции перед её реализацией на рынке. Переход к СПК позволяет при той же вероятности ошибочных решений, что и при сплошном контроле, значительно снизить объём контрольных операций в технологических процессах, их трудоёмкость и стоимость.
Если при статистических методах регулирования технологических процессов отбор единиц продукции в выборку осуществляется через заранее установленные промежутки времени или количество единиц продукции, то при статистических методах приемочного контроля единицы продукции необходимо сначала объединить в партию, а затем из этой партии отобрать выборку необходимого объема. Причем контроль проводится по каждой партии продукции отдельно.
При таком виде контроля необходимо на основе статистических методов и сообразуясь с экономическими требованиями, определить взаимосвязь между партией изделий и объемом выборки, а также способы отбора из партии выборок, критерии оценок и т.д.
Разработана и стандартизована система изменяемых (по жесткости) планов СПК как для продукции, предъявляемой на контроль партиями (усиленный, нормальный, облегченный контроль), так и для продукции, изготовляемой поточно. Что такое система изменяемых (корректируемых) планов СПК рассмотрим несколько позже, а пока выясним, на чем основывается система обычного СПК.
Статистические методы приемочного контроля могут осуществляться по количественному, качественному и альтернативному признакам.
Статистический контроль по альтернативному признаку требует большого объема выборки при одних и тех же рисках принятия ошибочных решений и менее информативен. Тем не менее он нашел широкое применение в промышленности по следующим причинам:
– метод контроля прост, не требует высококвалифицированных специалистов, большого времени, сложных измерительных приборов;
– не требует большого числа записей и вычислений для определения судьбы контролируемой партии;
– позволяет сразу разделить единицы продукции в выборке на годные и дефектные.
Установлено, что статистический приемочный контроль по количественному признаку при одном и том же объеме выборки представляет больше информации, чем приемочный контроль по альтернативному признаку. Однако приемочному контролю по количественному признаку свойственны следующие недостатки:
1. Наличие дополнительных ограничений, сужающих область применения.
2. Разработка планов может потребовать значительно больших затрат труда.
3. Для контроля часто требуется более сложное оборудование.
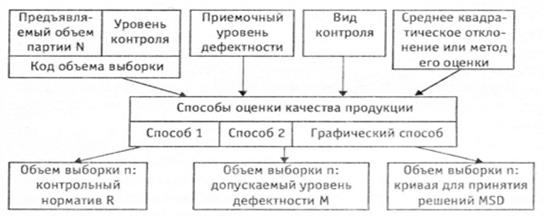
Рис. 28. Схема выбора плана выборочного контроля
Основное преимущество статистического приемочного контроля по качественному признаку по сравнению со статистическим приемочным контролем по количественному признаку заключается в том, что он позволяет по результатам контроля партии продукции не только разделить единицы продукции на годные и дефектные, но и разнести их по категориям, сортам, классам, группам качества и т. д. Статистический приемочный контроль по качественному признаку можно осуществлять с применением как простых средств измерения, например предельных калибров (скобы, шаблоны, пробки и т. д.), так и более сложных средств измерения, включая автоматические измерительные устройства.
Дата: 2019-04-23, просмотров: 443.