от скорости обработки (мощность Р=4, 5 кВт);
1. –Сталь 20; 2. – Сталь 45; 3. – Сталь 40Х;
4- Сталь 9ХФМ
Проведенные исследования показали, что распределение остаточных напряжений по ширине упрочненной зоны на всех исследованных сталях характеризуются сильной неравномерностью. Более резкий переход от сжимающих напряжений к напряжениям растяжения наблюдается по глубине упрочненного слоя, что в некоторых случаях может приводить к снижению прочности (вследствие хрупкого скола участков упрочненного слоя).
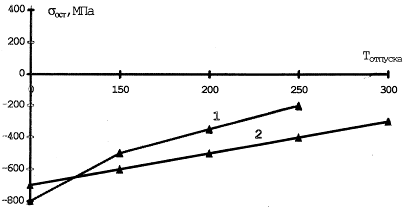
Рис. 2.12. Зависимость остаточных напряжений
в упрочненных сталях 45(1), 30ХГСА(2), от температуры отпуска.
В связи с этим, необходимо выбирать оптимальные режимы упрочнения
(в зависимости от типа стали) с благоприятным распределением остаточных напряжении Кроме того, при поверхностном упрочнении необходимо создавать благоприятные остаточные напряжения по величине, знаку и распределению, при которых в наибольшей мере компенсируются напряжения, создаваемые внешним напряжением. Известны случаи [18,19] снятия или перераспределения остаточных напряжений в процессе работы - под воздействием циклических упругих деформаций, малых пластических деформаций , при однократных перегрузках или невысокого, но продолжительного нагрева в процессе работы и т.д. Так, в процессе отпуска, происходит уменьшение остаточных напряжений за счет их релаксации. В образцах из стали 45, ЗОХГСА, закаленных при помощи плазменного упрочнения, после низкотемпературного отпуска наблюдается уменьшение сжимающих остаточных напряжений в упрочненном слое, рис.2. 12.
Способы плазменного поверхностного упрочнения можно разделить на два больших направления – процессы, проводящиеся с материалами в твердом состоянии и при расплавлении их поверхности [9, 10, 13, 14, 23-26]. На рис. 2.13. Приведена часть вариантов плазменного поверхностного упрочнения, которые теоретически и практически возможно осуществить.
2.13. Способы плазменного поверхностного упрочнения

Рис. 2.13. Способы плазменного поверхностного упрочнения материалов
В настоящее время наиболее широко исследуются следующие направления:
1. Закалка сплавов из твердого состояния со скоростями нагрева и охлаждения 102-104ºС\с;
2. Закалка сплавов из жидкого состояния с высокими скоростями плавления и кристаллизации 102 – 105 º С\с ;
3. Поверхностное легирование, наплавка материала, обработка предварительно нанесенных на металл покрытий, нагрев поверхностных слоев после традиционной ХТО;
4. Оплавление и затвердевание с высокими и сверхвысокими скоростями (104- 107 °С\с), приводящие к аморфизации (стеклованию) тонкого поверхностного слоя.
На стадии лабораторных исследований находится плазменное ударное упрочнение, реализуемое за счет коротких промежутков времени. Газодинамический напор плазменного потока создает в зоне обработки давление, ( 400-800 МПа), что значительно выше предела текучести аустенита. Многочисленные исследования в области плазменного упрочнения [9, 10, 13, 14, 23-26] с использованием электронной и оптической микроскопии показали, что зона термического воздействияплазменной струи (дуги) имеет форму сегмента и по своему строению аналогична ЗТВ электронного и лазерного луча [1, 16. При нагреве плазменной струей (дугой) поверхности металла происходит нагрев поверхности слоя до различных температур, вследствие чего он имеет слоистое строение. В зависимости от микроструктуры и микротвердости в сталях по глубине различают три слоя.
- Первый слой - зона оплавления, имеет место при закалке из расплавленного состояния. Зона оплавления имеет столбчатое строение с кристаллами, вытянутыми в направлении теплоотвода. Основная структурная составляющая мартенсит.
- Второй слой - зона закалки из твердой фазы, образующийся в интервале температур Тпл › Тзак › ТАс1. По глубине слой характеризуется сильной структурной неоднородностью, т.к. наряду с полной закалкой происходит неполная закалка. В верхней границе слоя, ближе к поверхности, наблюдается мартенсит и остаточный аустенит. В нижней границе слоя, ближе к исходному металлу, наряду с мартенситом наблюдаются элементы исходной структуры: феррит в доэвтектоидных сталях и цементит в заэвтектоидных.
- Третий слой - переходная зона, в которой металл нагревается до температур ниже точки Ас1, в котором основными структурами являются структуры отпуска.
Слоистое строение упрочненной зоны характерно для всех способов плазменного упрочнения. Конкретные структуры и строение зоны плазменного воздействия для каждого способа и типа стали будут рассмотрены ниже. Геометрические параметры зоны плазменного нагрева характеризуются шириной и глубиной упрочненного поверхностного слоя, которые для большинства способов зависят от параметров режима упрочнения (мощности плазменной струи (дуги), дистанции упрочнения, скорости обработки), рис. 2.14.
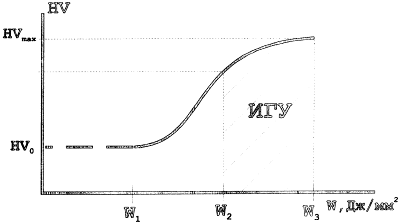
В работах [23-25] для определения интервала гарантированного упрочнения (ИГУ) металлов используется энергетический параметр плотность энергии по
Поверхности W, Дж/мм 2. Первый энергетический порог W1 соответствует началу аустенитных превращений в стали.
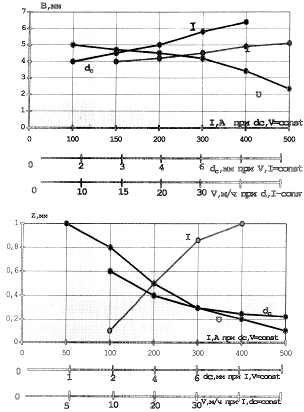
Рис. 2.14. Влияние параметров процесса упрочнения
на геометрию упрочненной зоны: ширину В/а/ и глубину Z/б/.
При дальнейшем увеличении плотности энергии поверхностная твердость в зоне плазменного воздействия резко возрастает и при втором критическом значении достигает почти максимальной величины. В диапазонеW1 – W2процессы α→γи γ→α - превращений протекаютужедостаточноплотно.
|
Третий энергетический порог W 3 соответствует началу микроплавления. Энергетический порог W 2 – W 3, по мнению [23-25],можно считать интервалом гарантированного упрочнения (ИГУ) для данного материала, рис. 2. 15.
Рис. 2.15. Влияние плотности энергии в пятне нагрева
на поверхностную твердость
Однако на практике использование этого энергетического параметра не нашло широкого применения. Как правило, в качестве основных параметров используют силу тока дуги в плазмотроне, дислокацию упрочнения, диаметр сопла, скорость обработки. Наиболее сильно на степень упрочнения оказывает влияние скорости обработки и сила тока, т.к. они позволяют регулировать скорость нагрева и охлаждения, рис. 2.16.
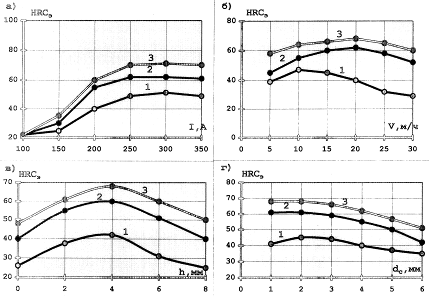
Рис. 2.16. Влияние основных параметров плазменного упрочнения:
силы тока /а/, скорости упрочнения /б/, дистанции обработки /в/, диаметра сопла /г/
на твердость упрочненной зоны / закалка без оплавления/;
1 - Сталь 20 ; 2 – Сталь 45 ; 3 – Сталь 60
Для поисков оптимальных режимов рекомендуется использовать следующий прием. На образце-свидетеле производится упрочнение оплавления поверхности (изменяя параметры: силу тока или скорость упрочнения). При появлении первых признаков оплавления, плавным изменением одного из параметров добиваются исчезновения оплавления и вблизи этого порога проводят упрочнение без оплавления поверхности. Экспериментально установлено, что при таком подходе нет необходимости производить трудоемкой операции (металлографический анализ), т.к. глубина плазменного упрочнения оказывается максимальной.
Кроме того, для нахождения максимальной глубины закалки можно использовать выражение Z = √4а t , где а - температуропроводность материала, которое определяет глубину проникновения тепловой энергии в металл за время t.
Степень упрочнения (отношение закаленной структуры к исходной) определяют при помощи измерения микротвердости. Твердость тонких слоев, толщиной менее 0,5 мм., измерять по шкале HRC нельзя, т.к. алмазный конус может проникнуть на глубину, превышающую толщину упрочненного слоя и показывать твердость низлежащих областей. Характер распределения микротвердости по глубине и ширине и ширине зоны плазменного воздействия показан на рис. 2.17. Размеры зоны зависят не только от параметров плазменного упрочнения, но и от особенностей фазовых структурных превращений (в сталях различного состава) и их прокаливаемости.
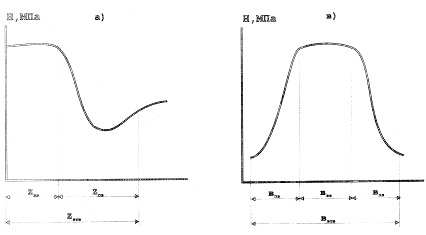
Рис. 2.17. Общий характер микротвердости по глубине /а/ и ширине /в/ зоны
термического воздействия ЗТВ при обработке без оплавления Z зз – глубина закаленного слоя;
Дата: 2019-05-28, просмотров: 352.